Изобретение относится к обработке металлов давлением и может быть использовано при гидростатическом прессовании различных материалов.
Известен инструмент для гидростатического прессования изделий, содержащий две матрицы, последовательно расположенные в контейнере с рабочей жидкостью.
Однако использование такого инструмента в процессе прессования не позволяет избежать «выстреливания заготовки при полном выпрессовывании ее. Прессование ведут с прессостатком. Это приводит к снижению выхода годного и производительности процесса.
Цель изобретения - уменьшить пресс-остаток и предотвратить «выстреливание заготовки.
Это достигается тем, что в стенке одной из матриц выполнены сквозные отверстия, соединенные с полостью, образованной обеими матрицами.
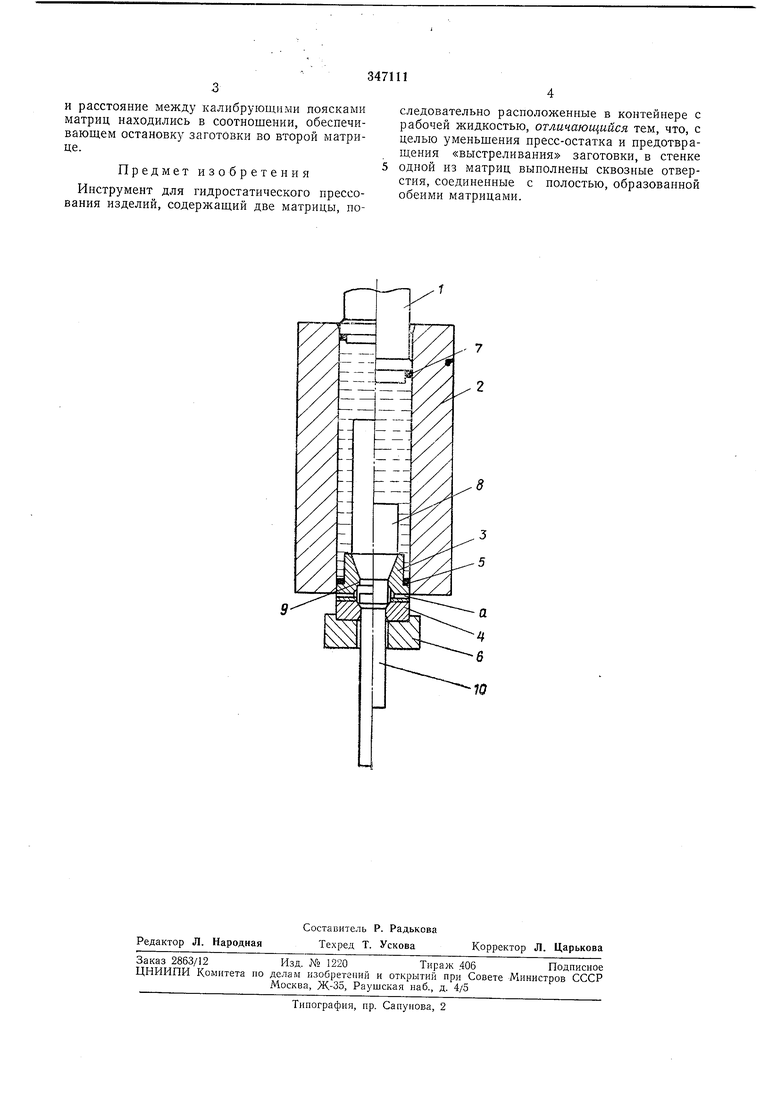
На чертеже схематично представлен предложенный инструмент: слева - перед очередным прессованием, справа - в момент прессования.
Предлагаемый инструмент состоит из пуансона /, контейнера 2 с рабочей жидкостью и матриц 3 н 4. Матрица 3 с уплотнением 5 и отверстиями а помещена в нижней части контейнера 2 и опирается на матрицу 4, установленную на неподвил ной поперечине пресса 6. Пуансон оснащен уплотнением 7. Заточенный на конус конец заготовки 5 установлен в заходном конусе матрицы 3.
В процессе гидростатического прессования рабочая жидкость, сл ;имаемая пуансоном, передает давление на заготовку. При определенном давлении заготовка начинает продавливаться через отверстия матрицы 3 и матрицы
4 (см. чертеж, справа). В момент выхода конца заготовки из матрицы 3 (см. чертеж, слева) через щель, образованную калибрующим пояском 9 и торцом изделия 10 и отверстия а, рабочая жидкость частично выбрасывается из
контейнера. При этом давление в контейнере падает, в результате чего заготовка тормозится во второй матрице 4. Отпрессованное изделие выдавливается из матрицы при гидропрессовании очередной заготовки (см. чертеж,
слева).
В момент сообщения рабочей камеры контейнера с атмосферой (т. е. после выхода заготовки из первой матрицы) давление, необходимое для дальнейшего выдавливания заготовки, резко падает. При этом происходит
как падение давления жидкости в контейнере
и расстояние между калибрующими поясками матриц находились в соотношении, обеспечивающем остановку заготовки во второй матрице.
Предмет изо б ре теин я
Инструмент для гидростатического прессования изделий, содержащий две матрицы, последовательно расположенные в контейнере с рабочей жидкостью, отличающийся тем, что, с целью уменьшения пресс-остатка и предотвращения «выстреливания заготовки, в стенке одной из матриц выполнены сквозные отверстия, соединенные с полостью, образованной обеими матрицами.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОСНАСТКА ДЛЯ ГИДРОСТАТИЧЕСКОГО ПРЕССОВАНИЯ | 1970 |
|
SU411949A1 |
| Способ получения полых изделий и устройство для его осуществления | 1988 |
|
SU1701416A1 |
| СПОСОБ ГИДРОПРЕССОВАНИЯ ТОЧНЫХ ПРОФИЛЕЙ ИЗ СПЛАВОВ ЦВЕТНЫХ И БЛАГОРОДНЫХ МЕТАЛЛОВ | 1995 |
|
RU2084304C1 |
| Штамп для полугорячего выдавливания длинномерных труб с вырубкой из пресс-остатка | 2022 |
|
RU2793661C1 |
| УСТРОЙСТВО ДЛЯ ГОРЯЧЕГО БЕСКОМПРЕССОРНОГО ПРЕССОВАНИЯ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 1967 |
|
SU202855A1 |
| Способ прессования профильной заготовки и инструмент для его осуществления | 1989 |
|
SU1697918A1 |
| УСТРОЙСТВО для ОБЪЕМНОЙ ГИДРОСТАТИЧЕСКОЙШТАМПОВКИ | 1971 |
|
SU313590A1 |
| СПОСОБ ПЛАСТИЧЕСКОГО ОБРАЗОВАНИЯ КОНУСНЫХ ОТВЕРСТИЙ | 2017 |
|
RU2677450C1 |
| Устройство для гидропрессования многоступенчатых изделий | 1986 |
|
SU1431889A1 |
| Устройство для гидростатического прессования заготовок большой длины | 1978 |
|
SU745570A1 |
