Изобретение относится к машиностроению, в частности к обработке винтов.
При прорезке шлицев на головках винтов образуются заусенцы, удаляемые с помощью различных устройств.
Известны устройства для зачистки заусенцев напильником, устанавливаемые на резьбонакатных автоматах с плоскими плашками.
Эти устройства обеспечивают снятие заусенцев, а не их удаление.
Предлагаемое устройство позволяет повысить эффективность процесса зачистки. Для этого корпус устройства закреплен на подвижной плашке и несет связанный с последней резец, подвижно установленный в пазу корпуса.
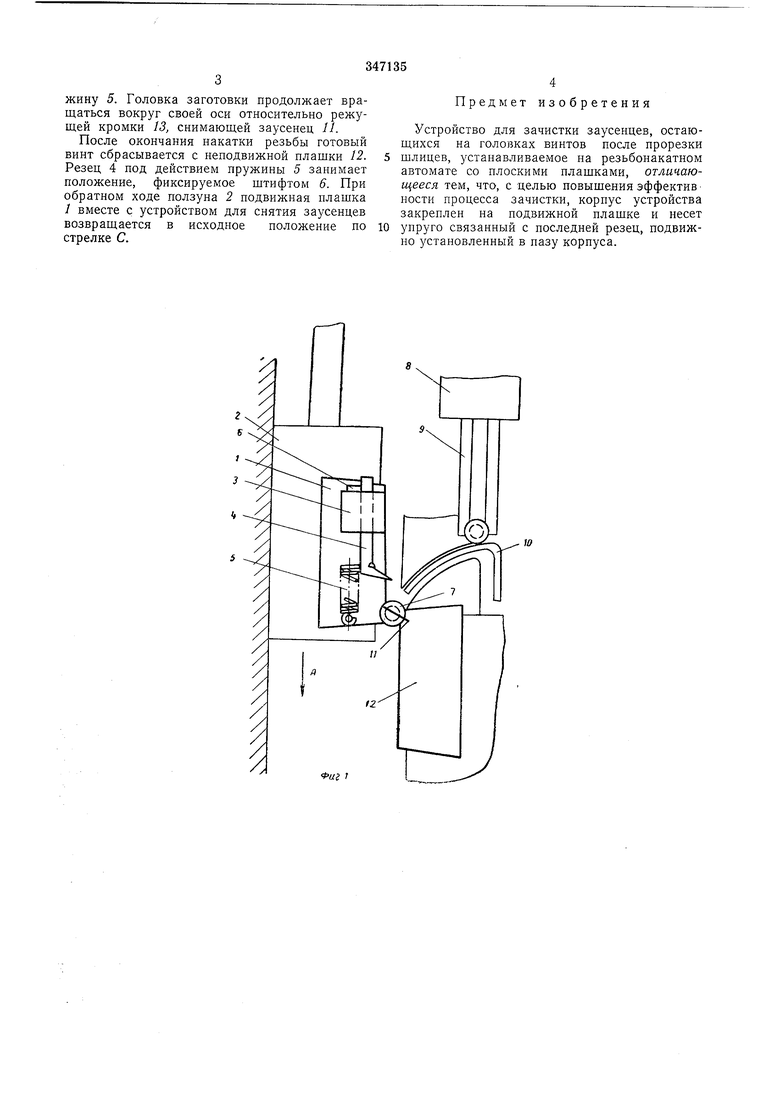
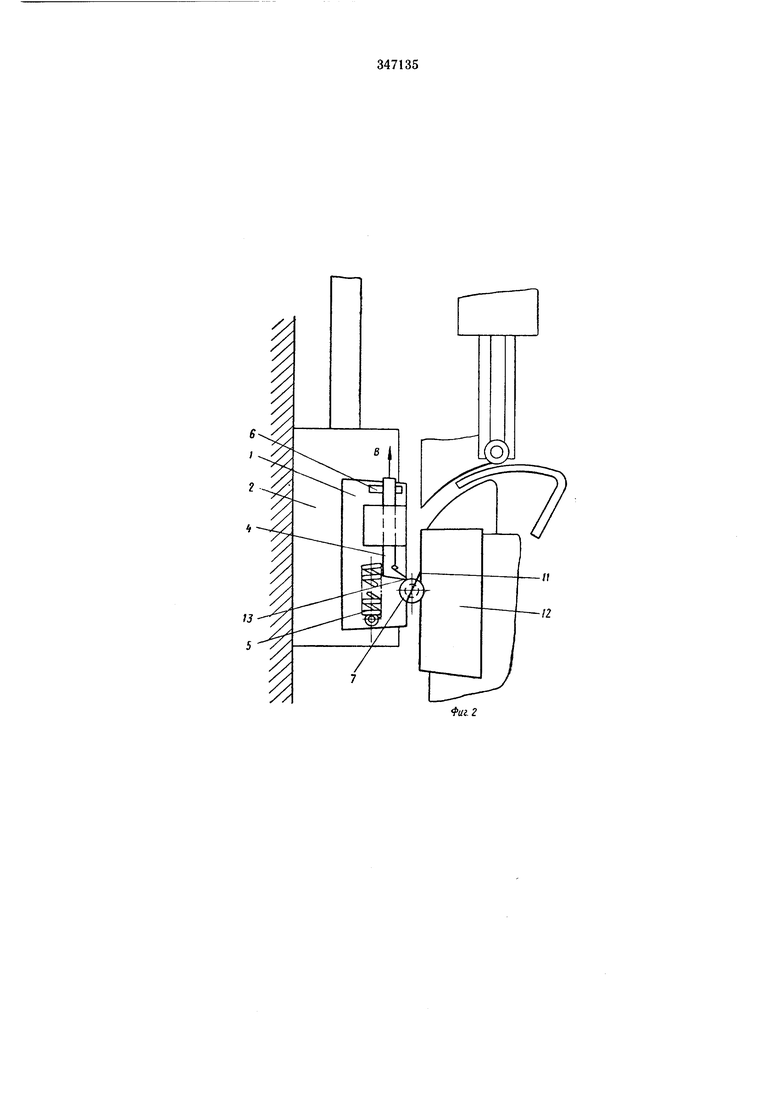
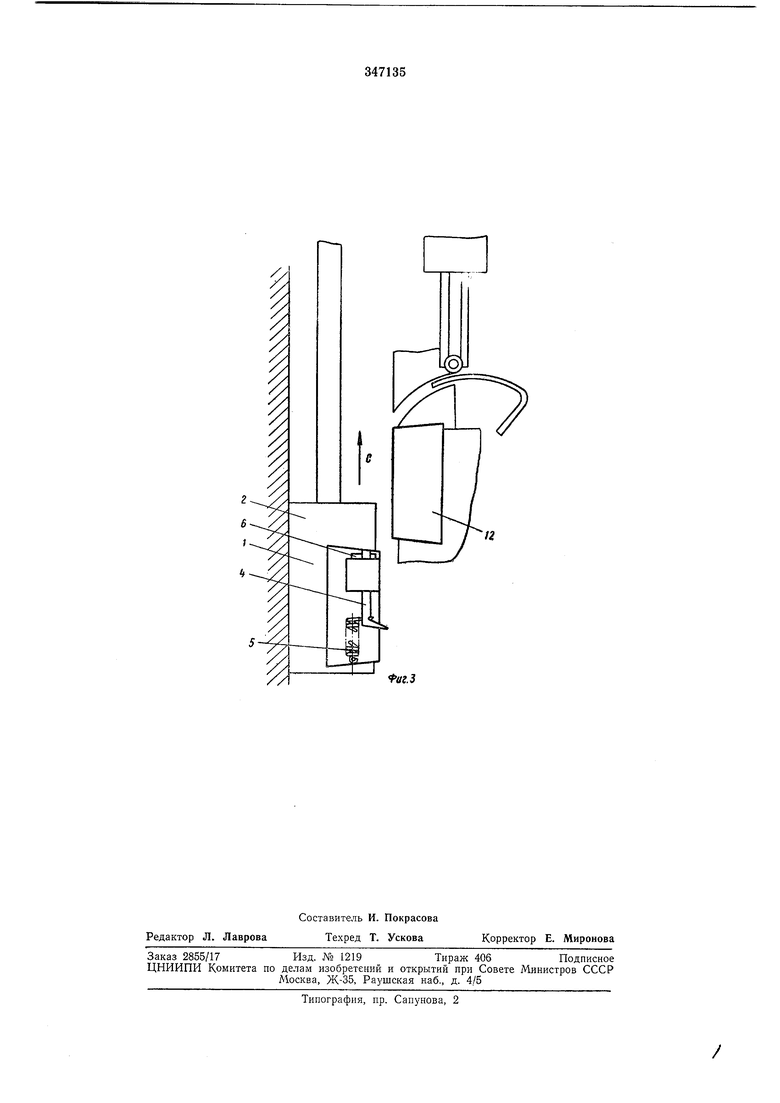
На фиг. 1 - показано положение устройства в начале процесса накатки резьбы; на фиг. 2 - положение устройства в момент встречи резца с головкой винта; на фиг. 3 - положение устройства в конце процесса накатки резьбы.
Подвижная плашка 1 установлена на ползуне 2 резьбонакатного автомата и несет корпус 3 устройства для зачистки заусенцев.
В корпусе 3 выполнен паз, в котором подвижно установлен резец 4. К плашке 1 прикреплен один конец пружины 5, другой конец которой закреплен на резце 4. На конце последнего установлен тифт 6, удерживающий
резец 4 в корпусе 3, создавая предварительное растяжение пружины. Заготовки винтов 7 из бункера 8 подаю гея на склизы 9, по которым направляются к заталкивателю 10.
Как только последний дошлет очередную заготовку винта 7 в зону накатки, ползун 2 вместе с плашкой / начинает движение по стрелке А, увлекая в своем движении заготовку 7 с заусенцем 11. Происходит накатка
резьбы на стерл не заготовки винта, в процессе которой заготовка вращается между плашками. После того, как заготовка прошла около половины длины неподвижной плашки 12 резец 4, движущийся совместно с подвижной плашкой 1, догоняет заготовку, упирается своей режущей кромкой 13 в головку винта 7 и сопровождает ее в течение последующего процесса накатки.
Скорость подвижной плашки /, а следовательно, и резца 4 в два раза превышает линейную скорость перемещения заготовки между плашками, до того момента, пока резец не коснется головки заготовки.
После этого, их скорости уравниваются, т. е. резец и центр заготовки находятся в покое относительно друг друга. жину 5. Головка заготовки продолжает вращаться вокруг своей оси относительно режущей кромки 13, снимающей заусенец 11. После окончания накатки резьбы готовый винт сбрасывается с неподвижной плашки 12. 5 Резец 4 под действием пружины 5 занимает положение, фиксируемое штифтом 6. При обратном ходе ползуна 2 подвижная плашка / вместе с устройством для снятия заусенцев возвращается в исходное положение по ю стрелке С. Предмет изобретения Устройство для зачистки заусенцев, остающихся на головках винтов после прорезки шлицев, устанавливаемое на резьбонакатном автомате со плоскими плашками, отличающееся тем, что, с целью повышения эффектив ности процесса зачистки, корпус устройства закреплен на подвижной плашке и несет упруго связанный с последней резец, подвижно установленный в пазу корпуса.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОТЯЖНОЙ АВТОМАТ | 1969 |
|
SU249153A1 |
| Резьбонакатный станок | 1935 |
|
SU48110A1 |
| Приспособление к плоским накатным плашкам резьбонакатных машин | 1955 |
|
SU105143A1 |
| Двухударный автомат для холодной высадки болтов | 1954 |
|
SU109594A1 |
| Резьбонакатной автомат | 1981 |
|
SU1006009A1 |
| РЕЗЬБОНАКАТНАЯ ГОЛОВКА С ПЛОСКИМИ ПЛАШКАМИ ДЛЯ ОБРАБОТКИ ПРЕДЕЛЬНО МЕЛКОРАЗМЕРНЫХ РЕЗЬБ (ВАРИАНТЫ) | 1995 |
|
RU2087237C1 |
| Способ изготовления винтов на продольно-токарных одно-шпиндельных автоматах и фрезерное приспособление для осуществления способа | 1955 |
|
SU112650A1 |
| Автоматическое устройство для накатки резьбы и мелких шлицев | 1981 |
|
SU1009585A1 |
| Резьбонакатной инструмент | 1977 |
|
SU716693A1 |
| Резьбонакатный станок для деталей с головками | 1989 |
|
SU1697957A1 |
/г
Раг.З
