Предлагаемая модельная плита со съемным приспособлением предназначена для замены съемной машины.
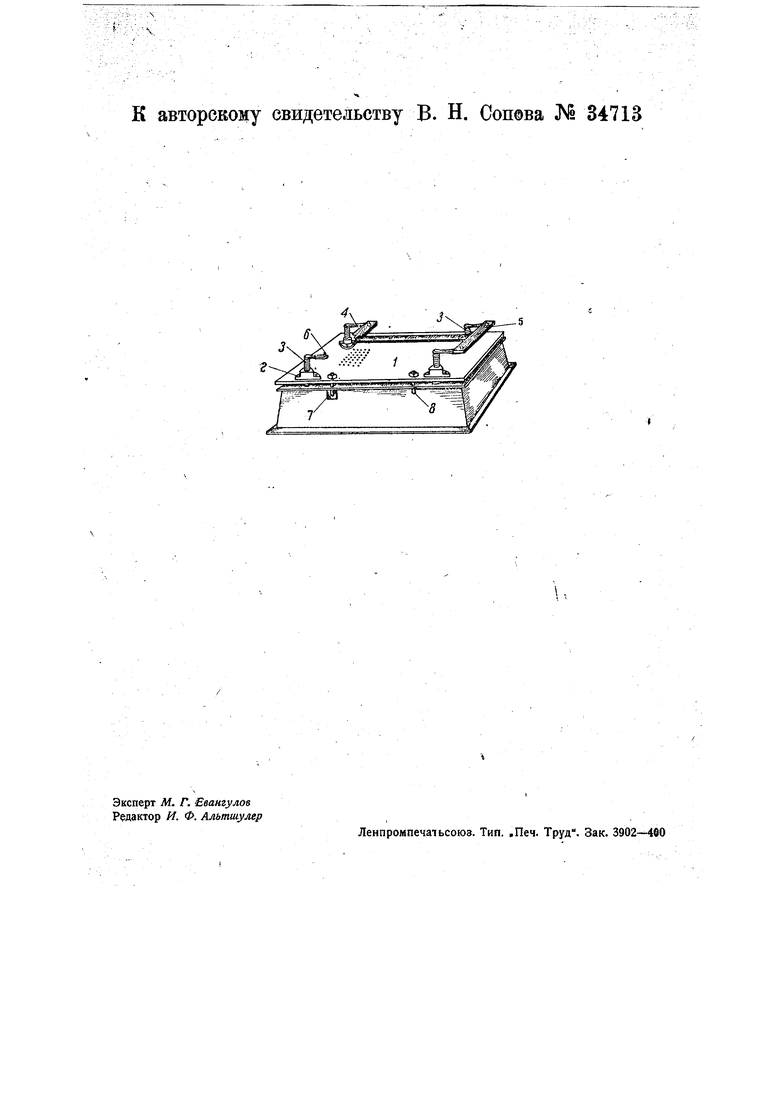
На чертеже изображена модельная плита в перспективном виде.
Предлагаемая модельная плита состоит из плиты /, снабженной по углам привернутыми муфточками 2, в которые ввинчиваются винты 3 с кривошипами 4 Винты 3 подпилены с торца таким образом, что, когда плита лежит на опоке готовая к подъему, все кривошипы 4 обращены в одном направлении.
Планка 5 надевается на цапфы б кривошипов 4. Для съема сперва при помощи планки 5 и кривошипов 4 поворачивают на четверть оборота винты 3, затем после постукивания по плите, действуя далее планкой 5, производят совершенно плавный съем не требующий дополнительной подправки формы.
Работать лучше всего со съемной опокой, на обеих половинках которой привернуты или прилиты втулки 7 для направляющих шпилек 8 плиты.
Удобно использовать следующий прием размещения моделей на плите.
В плите просверливаются в шахматном порядке отверстия диаметром 2,5, мм шаг . Наносится центровая риска по длинной оси доски, и на нее наклеивается лист восковой , так, чтобы его можно было перевернуть, как страницу книги, имея осью центровую риску. Расположив модели и привернув их шурупами, обводят их контуры иглой и, перевернув лист (вырезки останутся под моделями), делают укрепление вторых половинок по рисунку контуров на кальке. Так располагаются симметричные и несимметричные относительно плоскости разъема модели; плоскосторонние удобно прослаивать шишкой, получая двуэтажную отливку.
Предмет изобретения.
Модельная плита, отличающаяся тем, что она снабжена съемным приспособлением, состоящим из четырех винтов 5, для одновременного поворачивания которых предназначены кривошипы 4, связанные общей планкой 5.
| название | год | авторы | номер документа |
|---|---|---|---|
| Приспособление для прекращения прорыва металла из форм | 1931 |
|
SU24085A1 |
| Модельная плита для машинной формовки | 1931 |
|
SU31092A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВОК ГРЕБНЫХ ВИНТОВ ИЗ СПЛАВОВ НА МЕДНОЙ ОСНОВЕ | 1996 |
|
RU2089342C1 |
| Способ изготовления безопочных литейных форм вакуумной формовкой | 1990 |
|
SU1766587A1 |
| Способ центрирования полых изделий при обработке их внутренней поверхности и патрон для осуществления способа | 1943 |
|
SU63779A1 |
| Способ выбивки при литье в вакуумно-пленочные формы | 1990 |
|
SU1770072A1 |
| Устройство для разметки и контроля модельной оснастки | 1980 |
|
SU900936A1 |
| Конвейерное формовочное устройство | 1933 |
|
SU40522A1 |
| Способ изготовления литейных форм | 1979 |
|
SU821031A1 |
| ОСНАСТКА ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ | 1994 |
|
RU2122918C1 |