К
HC O l,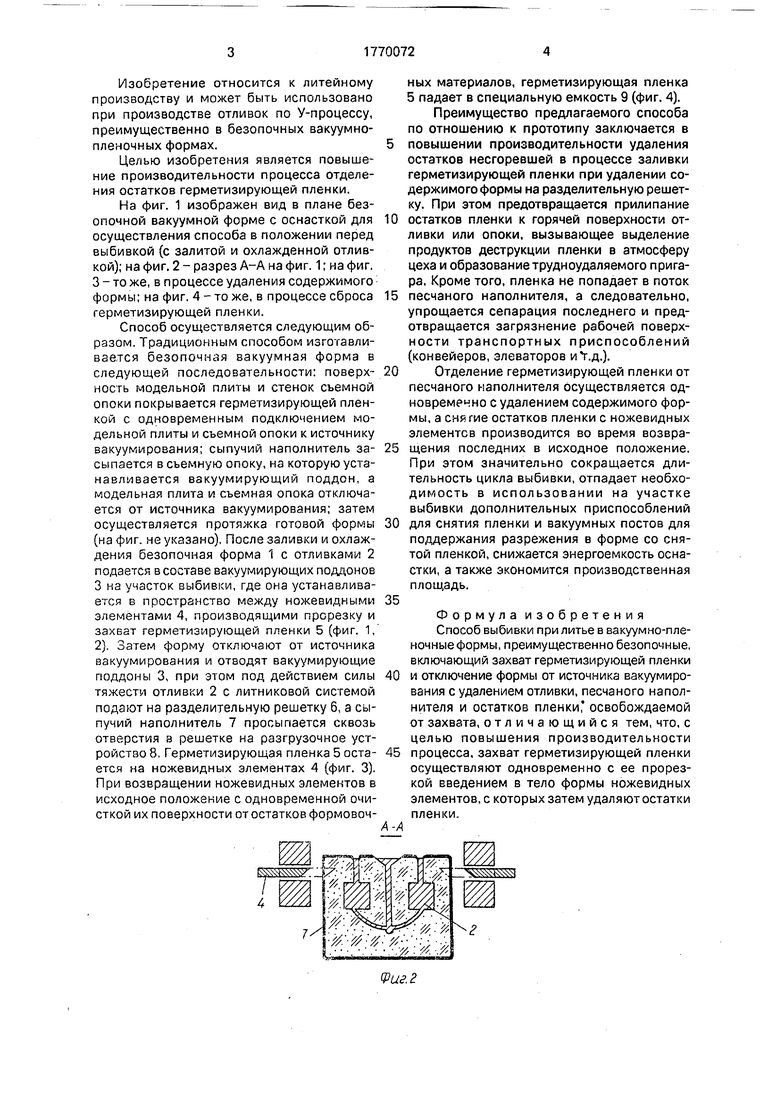
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления безопочных литейных форм вакуумной формовкой | 1990 |
|
SU1766587A1 |
| Опока для вакуумной формовки | 1980 |
|
SU952416A1 |
| Выбивное устройство | 1980 |
|
SU921673A1 |
| Автомат для литья в вакуумно-пленочные формы | 1985 |
|
SU1247151A1 |
| Способ выбивки литейных форм и установка для его осуществления | 1987 |
|
SU1423276A1 |
| Способ выбивки литейных форм, изготовленных методом вакуумно-пленочной формовки и установка для его осуществления | 1990 |
|
SU1724417A1 |
| ОСНАСТКА ДЛЯ ВАКУУМНОЙ ФОРМОВКИ НА КОНВЕЙЕРЕ | 1991 |
|
RU2044592C1 |
| Установка для поточного литьяпО ВАКууМ-пРОцЕССу | 1979 |
|
SU852445A1 |
| Автоматическая линия вакуумной формовки | 1982 |
|
SU1096033A1 |
| Способ изготовления литейных форм вакуумной формовкой | 1981 |
|
SU973214A1 |
Сущность изобретения: во время выбивки при отключении вакуума захват герметизирующей пленки 5 осуществляется одновременно с ее прорезкой, введением в тело формы 1 ножевидных элементов 4. При этом отливки 1 с литниковой системой падает на разделительную решетку 6, а сыпучий наполнитель 7 просыпается сквозь отверстия в последней. При возврате ножевидных элементов 4 в исходное положение герметизирующая пленка 5 падает в специальную емкость 9. 4 ил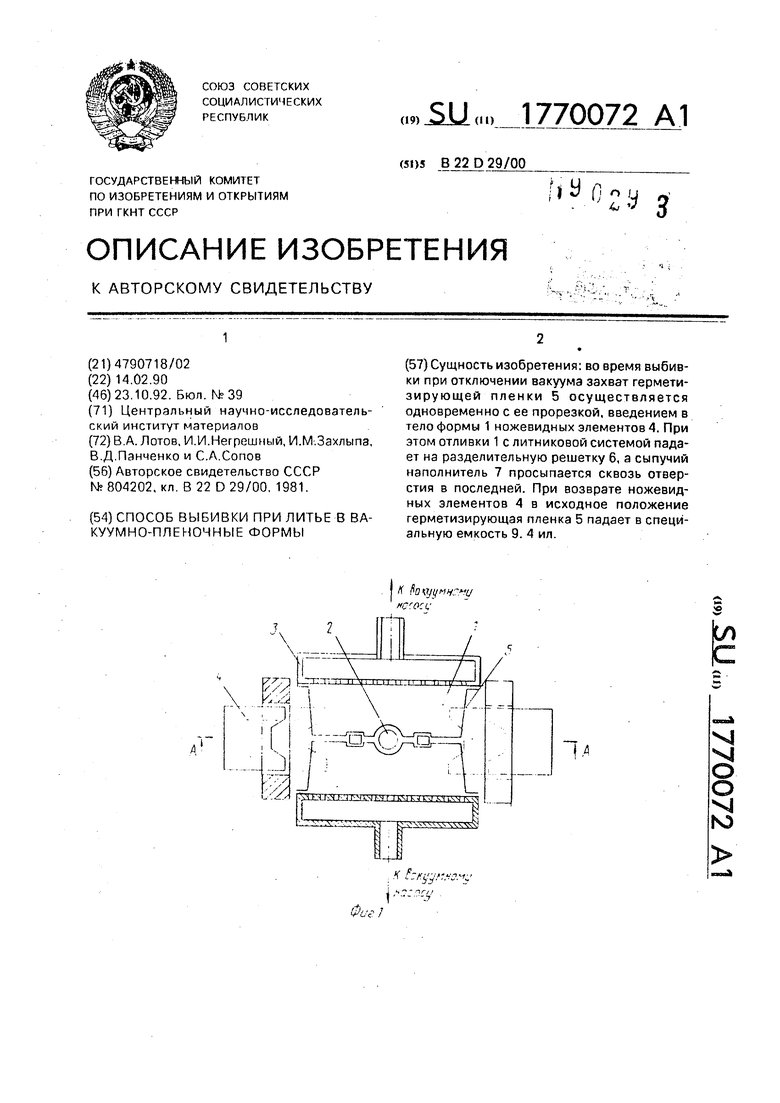
4р-7)
К
-) .-JJ
/,
ь /.Л г .ч h; I м г i k j k j LXM N чч
L
чч
4
V|
3
о VJ ю
I
« -гь у гъ
Изобретение относится к литейному производству и может быть использовано при производстве отливок по У-процессу, преимущественно в безопочных вакуумно- пленочных формах.
Целью изобретения является повышение производительности процесса отделения остатков герметизирующей пленки.
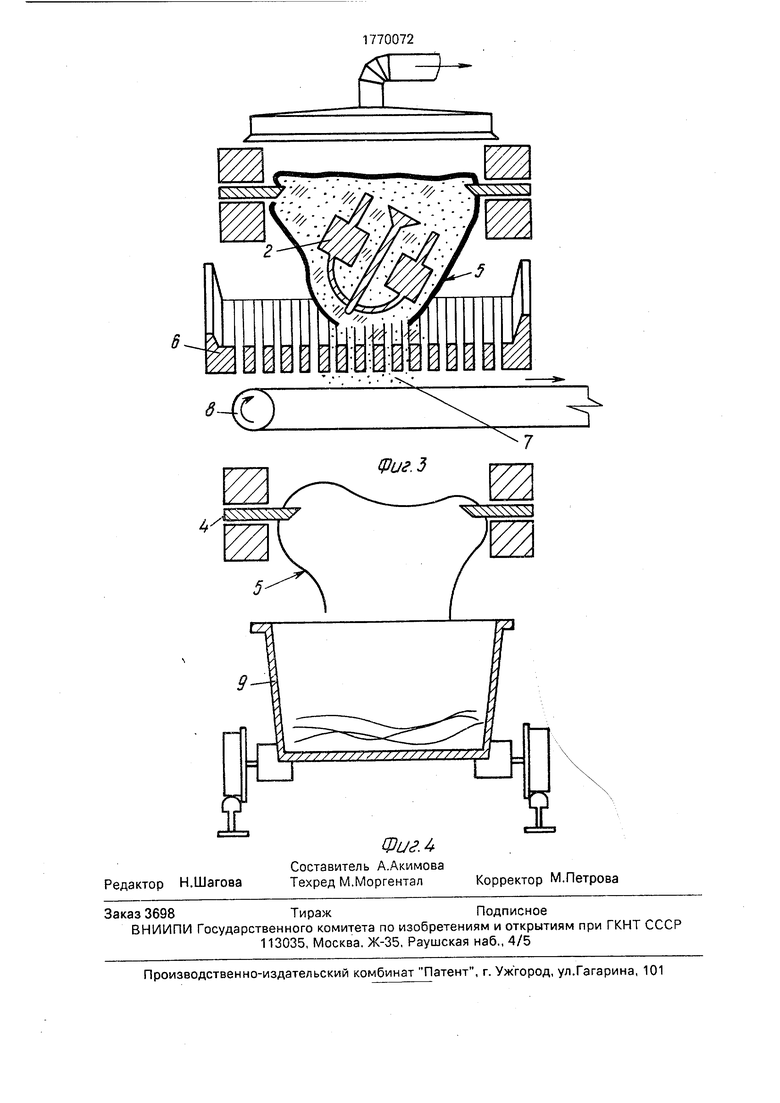
На фиг. 1 изображен вид в плане без- опочной вакуумной форме с оснасткой для осуществления способа в положении перед выбивкой (с залитой и охлажденной отливкой); на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - то же, в процессе удаления содержимого формы; на фиг. 4 - то же, в процессе сброса герметизирующей пленки.
Способ осуществляется следующим образом. Традиционным способом изготавливается безопочиая вакуумная форма Б следующей последовательности: поверх- ность модельной плиты и стенок съемной опоки покрывается герметизирующей пленкой с одновременным подключением модельной плиты и съемной опоки к источнику вакуумирования; сыпучий наполнитель за- сыпается в съемную опоку, на которую устанавливается вакуумирующий поддон, а модельная плита и съемная опока отключается от источника вакуумирования; затем осуществляется протяжка готовой формы (на фиг. не указано), После заливки и охлаждения безопочная форма 1 с отливками 2 подается в составе вакуумирующих поддонов 3 на участок выбивки, где она устанавливается в пространство между ножевидными элементами 4, производящими прорезку и захват герметизирующей пленки 5 (фиг. 1, 2). Затем форму отключают от источника вакуумирования и отводят вакуумирующие поддоны 3, при этом под действием силы тяжести отливки 2 с литниковой системой подают на разделительную решетку 6, а сыпучий наполнитель 7 просыпается сквозь отверстия в решетке на разгрузочное устройство 8, Герметизирующая пленка 5 оста- ется на ножевидных элементах 4 (фиг. 3). При возвращении ножевидных элементов в исходное положение с одновременной очисткой их поверхности от остатков формовоч
5
10 15
20 25 30 35 40 45
-А
ных материалов, герметизирующая пленка 5 падает в специальную емкость 9 (фиг. 4).
Преимущество предлагаемого способа по отношению к прототипу заключается в повышении производительности удаления остатков несгоревшей в процессе заливки герметизирующей пленки при удалении содержимого формы на разделительную решетку. При этом предотвращается прилипание остатков пленки к горячей поверхности отливки или опоки, вызывающее выделение продуктов деструкции пленки в атмосферу цеха и образование трудноудаляемого пригара. Кроме того, пленка не попадает в поток песчаного наполнителя, а следовательно, упрощается сепарация последнего и предотвращается загрязнение рабочей поверхности транспортных приспособлений (конвейеров, элеваторов .д.).
Отделение герметизирующей пленки от песчаного наполнителя осуществляется одновременно с удалением содержимого формы, а снятие остатков пленки с ножевидных элементов производится во время возвращения последних в исходное положение. При этом значительно сокращается длительность цикла выбивки, отпадает необходимость в использовании на участке выбивки дополнительных приспособлений для снятия пленки и вакуумных постов для поддержания разрежения в форме со снятой пленкой, снижается энергоемкость оснастки, а также экономится производственная площадь.
Формула изобретения Способ выбивки при литье в вакуумно-пле- ночные формы, преимущественно безоп очные, включающий захват герметизирующей пленки и отключение формы от источника вакуумирования с удалением отливки, песчаного наполнителя и остатков пленки, освобождаемой от захвата, отличающийся тем, что, с целью повышения производительности процесса, захват герметизирующей пленки осуществляют одновременно с ее прорезкой введением в тело формы ножевидных элементов, с которых затем удаляют остатки пленки.
в
-О
Редактор Н.Шагова
Фиг.ь
Составитель А.Акимова Техред М.Моргентал
Фиг.З
Корректор М.Петрова
| Выбивная установка | 1979 |
|
SU804202A1 |
