Известны различные способы изготовления длииномерных тонкостенны.х электродов-инструментов для электрохимической обработки каналов. Для сохранения прямолинейности электродов к их концам приложены растягивающие усил1ия, и на заготовку ток.
Предложенный способ отличается от известных тем, что к концам предварительно иаиряженНой растягивающиМИ усилиями и покрытой эмалью заготовки подводят ток необходимой величины для разогрева заготовки при обжиге эмали, после чего заготовку обесточивают и термофИКсируют в натянутом состоянии.
Цель изобретения - устранение остаточных деформаций, сохранение прямолинейности оси при СНЯТИИ нагрузки.
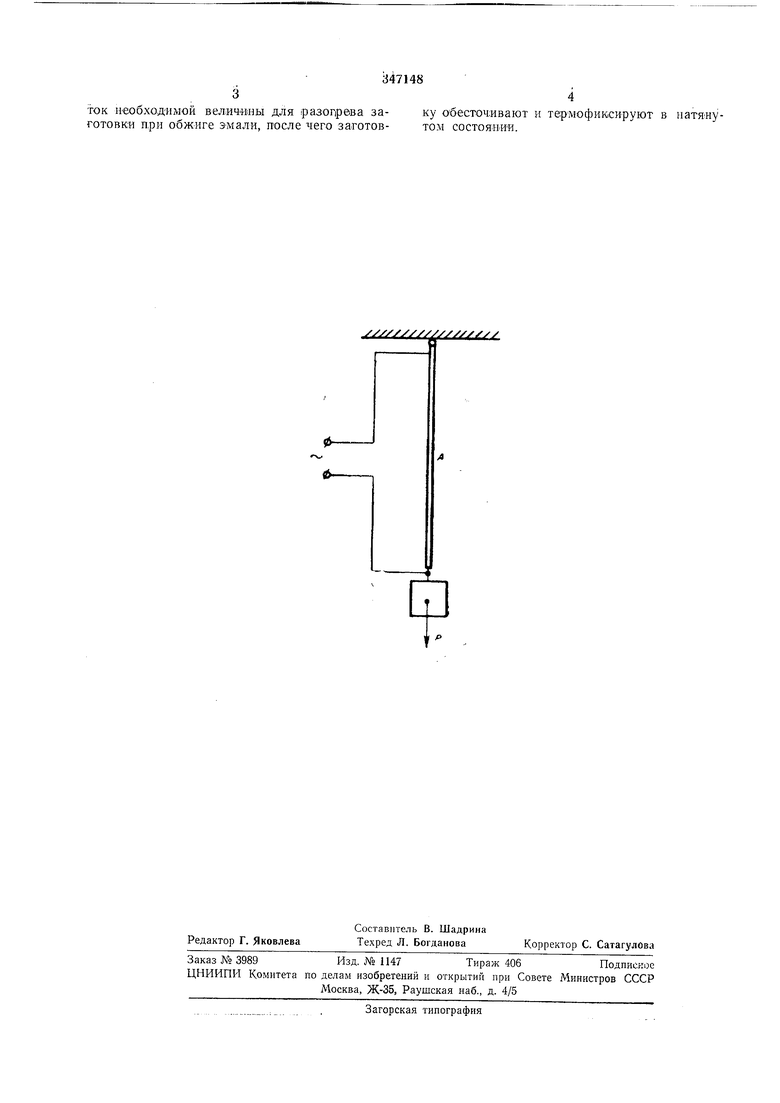
Способ поясняется чертежолг.
Трубку-заготовку А предварительно покрывают керамической эмалью, например, методом окунания или-нанесения суспензии эмали, после чего один конец трубки-заготовки защемляют, а к другому прикладывают растягивающее усилие Р, например, с помощью подвещенного rpyisa.
трод охлаждают до комнатной температуры R натянутом состоянии.
Пример изготовления электрода по предлагаемому способу.
Трубчатую заготовку с наружным диаметром 3 ,iLif и толщиной стенки 0,5 мм покрывают керамической эмалью, закрепляют .м концом 3 приспособлении, а к другому концу прикладывают растягивающее усилие в 40 кг. Через заготовку пропускают ток в 3 а при иапряжении 4 в. В течение 2 мин производят обжиг керамической эмали с одновременной термофиксацией заготовки. Затем, отключив ток, электрод-инструмент охлаждают iHa воздухе в
наиряжеином состоянии. При прощпвке отверстий электродом, изготовленным предлагаемым способом, получены положительные резу,1ьтаты.
Предмет изобретения
Способ изготовления длииномериых тонкостенных электродов для электрохимической обработки, нри котором для исправления оси
электрода к его концам прикладывают растягивающие усилия, отличающийся тем, что, с целью устранения остаточных деформаций, со.храяения прямолинейности оси, к ко.нцам предварительно напряженной растягивающими уситок необходимой велич-ины для разогрева заготовки при обжиге э-мали, после чего заготовку обесточивают и термофик/сируют в натянутом состояния.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВОГО ТОНКОСТЕННОГО ЭЛЕКТРОДА-ИНСТРУМЕНТА | 1970 |
|
SU285144A1 |
| Способ изготовления электродаинструмента | 1974 |
|
SU529040A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОДА-ПРОВОЛОКИ | 2013 |
|
RU2537345C2 |
| СПОСОБ ОБЖИГА ЭМАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2117076C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЯ ИЗ ЗАГОТОВКИ, ВЫПОЛНЕННОЙ ИЗ ТРУДНОДЕФОРМИРУЕМОГО МЕТАЛЛА ИЛИ СПЛАВА | 2014 |
|
RU2589965C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО ИЗГОТОВЛЕНИЯ УГЛУБЛЕНИЙ, ОБРАЗУЮЩИХ ТУРБУЛИЗАТОРЫ НА РЕБРАХ И В ДОННОЙ ЧАСТИ ОХЛАЖДАЮЩИХ КАНАЛОВ ТЕПЛОНАПРЯЖЕННЫХ МАШИН, И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2573465C2 |
| Керамическая масса для изготовления майоликовых изделий | 1981 |
|
SU1021674A1 |
| Способ получения стеклоэмалевого покрытия на внутренней поверхности труб | 1979 |
|
SU885348A1 |
| Способ изготовления трубопроводов из эмалированных труб | 1985 |
|
SU1268348A2 |
| Способ изготовления длинномерных тонкостенных никелевых трубок | 1989 |
|
SU1720820A1 |
//yy/XX/XXXX/X/X/X
11 р
