В авторском свидетельстве № 34723 описан выдувательный механизм к автоматическим машинам конвейерной системы, состоящий из ряда прикрепленных к цепи верхнего конвейера пневмаггических цилиндров, оканчивающихся :П| ижимаемыми к стеклянной полосе на среднем конвейере выдувательными трубками. Каждый из означенных цилйн-дров снабжен утяжеленным поршнем, -для регулировки передвижения которого служит особый регулировочнь й винт, вставленный в крышку цилиндраПри поворачивании выдуватгльНйх цилиндров с верхней линии конвейера на нижнюю происходит постепенное нагнетание содержащегося в цилинд1: ё :воадуха, а при прохождении цилиндра по верхней линии-всасывание ларужного воздуха.
В предлагаемой форме выполнения выдувательного механизма поршень выдувательного цилиндра, с целью обеспечения устойчивой работы, составлен из двух угольных шайб, половинки коих наход1ггся под раздвигающим действием -лружин- Для регулирования подачи
гейб)
возду са поперек канала выдувательной трубки установлен микрометрический шпиндельный вентиль.
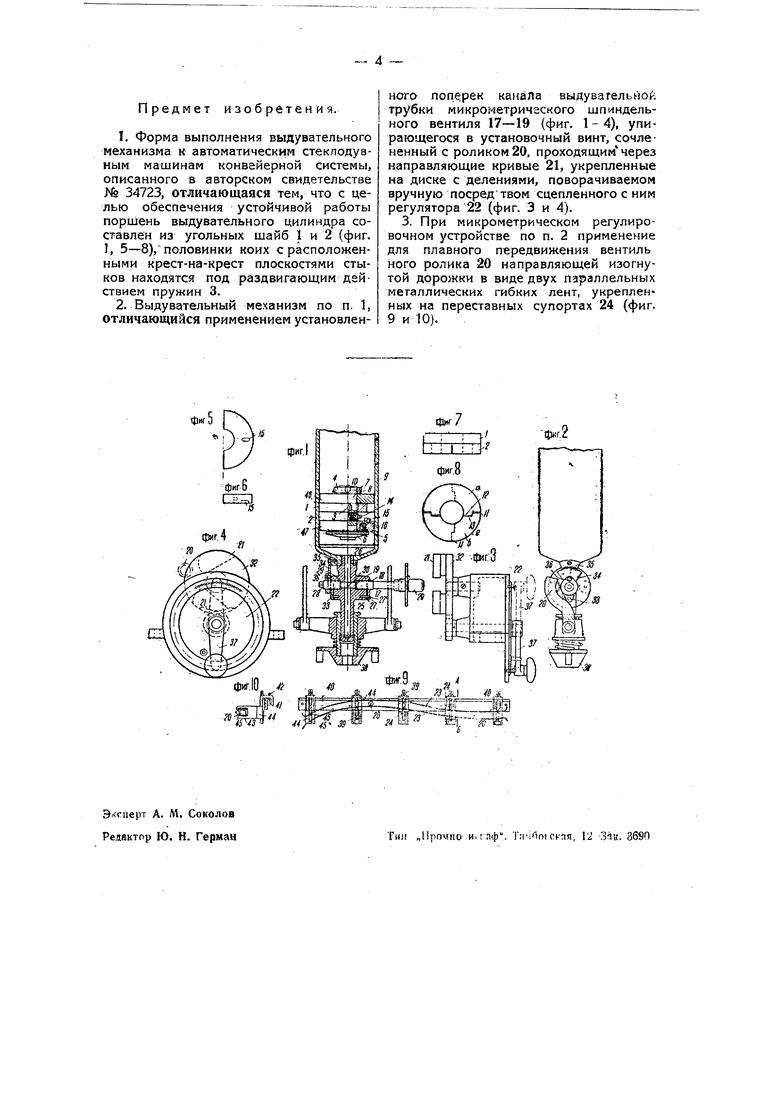
На чертеже фиг. 1 изображает продольный разрез поршня выдува тельного механизма и регулирующего подачу воздуха вентиля; фиг. 2-вид на вентиль с задней стороны выдувательного механизма; фиг. 3-вид сбоку регулятора для ручной регулировки подачи воздуха; фиг, 4-то же, вид спереди; фиг. 5 - Вид сверху на составную часть- поршня выдувательного механизма; фиг. 6 тоже, вид сбоку; фиг. 7-вид спереди на видоизмененные составные части поршня; фиг. 8-то же, вид сверху; фиг. 9-вид спереди на устройство для регулировки воздуха выдувательных механизмов при помощи перестановки направляющей кривой; фиг. 10-разрез по линии АБ на фиг. 9.
С целью устранения недостатков обыкновенного поршня и получения достаточно устойчивой работы, поршень выдувательных механизмов предлагаемой машины выполнен следующим образом: на стальной (или бронзовый) стержень 7
(фиг. 1) надеты Две стальные шайбы 46 и 47. Как отверстия в шайбах, так и цилиндрическая часть стального стержня точно отшлифованы с допусками по ходовой посадке
Так как стальные шайбы 46 и 47 дают только направление ходу поршня в цилиндре 9 и не служат непосредственным препятствием для прохода воздуха между наружными стенками поршня и внутренними стенками цилиндра, то, следовательно, наружный диаметр стальных шайб будет несколько меньше внутреннего диаметра цилиндра. Между стальными шайбами установлены две угольные шайбы 1 и 2, изготовленные из прессованного угля, применяемого в угольных щетках динамомашин. Каждая из угольных шайб состоит из двух половинок лив. Плоскости прилегания угольных шайб друг к другу, а также и плоскости их прилегания к стальным шайбам имеют ровно шлифованную поверхность. Это относится также и к плоскостям стальных шайб, имеющим соприкосновение с угольными шайбами. Наружная цилиндрическая гГОверхность С угольных шайб (фиг. 8) отшлифована точно по радиусу внутренних стенок цилиндра
Все четыре шайбы поршня прижимаются посредством гайки 4 к пружинам 5, опирающимся в свою очередь на фланец 6 стержня 7. С целью защиты гайки от отвинчивания предусмотрена предохранительная шайба 8. Отверстие 10 на верхнем конце стержня служит для вставления и вынимания, посредством соответствующей ручки, поршня из цилиндра 9. Для перекрытия получающейся между . половинками угольных шайб щели 11 шайбы поставлены одна на другую крест-на-крест (фиг. 7 и 8).
Угольные шайбы могут бьиь составлены из половинок с прямой плоскостью стыка (фиг. 5. и ) или же из половинок, у которых выступ 12 на одной половинке заходит в выемку 13 другой (фиг 8).
В поперечных, расположенных крестна-крест отверстиях стального стержня вставлены две спиральные пружины 3, которые посредством наконечников 14
прижимают половинки угольных -щайб к внутренним стенкам цилиндра.
Сила действия пружин 3, радвигающих половинки угольных шайб, больше, чем сила действия пружин 5, посредством которых прижимаются друг к другу шайбы поршня,.
Чтобы при вынимании поршня из цилиндра не могли выпасть от действия пружин 3 половинки угольных шайб, на каждой из них имеется продолговатая выемка 15, в которую заходит конец вставленного в стальную шайбу штифтика 16.
С целью уменьшения износа и уменьшения коэфициента трения, половинки угольных шайб провариваются в вазелине, способом, применяемым для угольных щеток.
Для регулирования подачи воздуха поперек канала выдувательной трубки 25 установлен микрометрический шпиндельный вентиль 17-19. Вентиль упирается в установочный винт, сочлененный с роликом 20, проходящим через направляющие кривые 21, укрепленные на диске с делениями, поворачиваемом вручную посредством сцепленного с ним регулятора 22 (фиг. 3 и 4).
С целью плавного передвижения вентильного ролика применена направляющая изогнутая дорожка в виде двух параллельных металлических гибких лент 23, укрепленных на переставных супортах 24 (фиг. 9 и 10).
Шпиндель 17 микрометрического вентиля ввинчивается посредством имеющейся на нем резьбы 18 в поперечное отверстие выдувательной трубки 25,-причем внутренний цилиндрический и отшлифованный конец 19 шпинделя точно пригнан к гладкой части стенок поперечного отверстия. Диаметр внутреннего цилиндрического конца шпинделя несколько больше диаметра канала 2-3 внутри выдувагельной трубки 25.
Для устранения слишкой свободного хода при поворачивании шпинделя тело вентиля имеет поперечный разрез 27, так что при затяжке винтика 27 зажимается также и резьба шпинделя.
Кроме того, вентиль снабжен еще ввинченным в резьбовое отверстие выдувательной трубки 25 установочным
винтом 28. Резьба этого винта имеет одинаковый шаг с резьбой шпинделя 17. Кроме того, внутренний конец 29 установочного винта выполнен точно так же, как и у шпинделя 17. Установочный винт служит для возможности полного закрытия выпускной щели 30, при установке шпинделя 17 в соответствии с нулевым положением ручного регулятора воздуха 22 (фиг. 3 и 4). Нулевое положение шпинделя 17 будет тогда, когда установленный на шайбе шпинделя ролик 20 свободно проходит в промежутке между кривыми 21, укрепленными на диске 32 ручного регулятора 22 в то время, как рукоятка 37 последнего также занимает нулевое положение.
Наличие установочного винта 28 дает возможность получить одинаково точную отрегулировку нулевого положения вентилей всех выдувательных механизмов машины.
Для затяжки резьбы установочного винта 28, с целью избежания возможности его самоотвинчивания, служит винтик 33. На наружном, свободном конце установочного винта навинчен сегмент со шкалой 34 (фиг. 1 и 2). С целью избежания произвольных поворотов сегмента 34, после его установки на нулевое положение в отношении делений нониуса 35, резьба сегмента затягивается при помощи винтика 36.
Отсчитываемые на шкале сегмента при помощи нониуса части какого-нибудь из делений соответствуют по величине перемещению на одно деление рукоятки 37 ручного регулятора воздуха 22 (фиг. 3 и 4).
Как показали опыты при выдувании колб, изменение величины выпускной щели 30 при каждом из перемещений рукоятки 37 регулятора воздуха целесообразно принять равным, примерно, одной сотой доле квадратного миллиметра.
До начала пуска машины устанавливается посредством соответствующего поворота установочного винта 28 минимальный размер выпускающей из цилиндра воздух щели 30, лри дальнейшем уменьшении которого не будет достаточной силы воздуха для выдувания данного стеклянного изделия. Благодаря шкале 34 и нониусу 35 указанный минимум может быть установлен одинаково у всех выдуг:ательных механизмов машины.
Если после продолжительной работы машины у некоторых из выдувательных механизмов происходит изменение силы действия выдувного воздуха, вследствие, например, некоторого износа золотникового устройства 38, то посредством поворота в ту или другую сторону установочного винта 2 -появившаяся разница может быть устранена.
При установке нескольких регуляторов воздуха сила выдувного воздуха в процессе выдувания стеклянных изделий изменяется ступенями. Если же, в зависимости от характера выдуваемого изделия, потребуются плавные переходы в изменении силы выдувного воздуха в процессе выдувания стеклянных изделий, то для этой цели в предлагаемой машине может быть применено регулировочное устройство по фиг. 8 и 10. Оно устанавливается вдоль пути движения выдувательных механизмов так, чтобы пристроенный к вентилю ролик 20 проходил между стальными лентами 23, установленными в виде соответствующих кривых.
Получение же требующейся для отдельных случаев выдувания кривизны стальных лент осуществляется при помощи переставных супортов 24. Изменение в вертикальном направлении кривизны стальных лент производится при помощи воздействия на супортные шпиндели 39. Что же касается изменения кривизны стальных лент в горизонтальном направлении, то это осуществляется посредством передвижения супортов 24 по рейке 40 в горизонтальном же направлении.
Укрепление супортов 24 на рейке 40 производится при помощи зажимной колодки 41 и болта 42 (фиг. 10).
С целью получения кривой с плавными переходами, стальная лента прикреплена посредством особых держателей 43 к ползунам 44 супортных устройств. Места 45 держателей, через которые проходят стальные ленты, имеют очертания призмы.
Предмет изобретения.
1.Форма выполнения выдувательного механизма к автоматическим стеклодувным машинам конвейерной системы, описанного в авторском свидетельстве № 34723, отличающаяся тем, что с целью обеспечения устойчивой работы поршень выдувательного цилиндра составлен из угольных шайб 1 и 2 (фиг. I, 5-8), половинки коих с расположенными крест-на-крест плоскостями стыков находятся под раздвигающим действием пружин 3.
2.Выдувательный механизм по п. 1, Отличающийся применением установленного поперек канала выдувагельной трубки микрометричаского шпиндельного вентиля 17-19 (фиг. 1 - 4), упирающегося в установочный винт, сочлененный с роликом 20, проходящим через направляющие кривые 21, укрепленные на диске с делениями, поворачиваемом вручную посред твом сцепленного с ним регулятора 22 (фиг. 3 и 4).
3. При микрометрическом регулировочном устройстве по п. 2 применение для плавного передвижения вентиль ного ролика 20 направляющей изогнутой дорожки в виде двух параллельных металлических гибких лент, укрепленных на переставных супортах 24 (фиг. 9 и 10).
фиг 5

