Устройство относится к текстильной промышленности.
Известно устройство для автоматического регулирования толщины нокрытия при нанесении поверхностного слоя на движущейся основе, содержащее блоки измерения, задатчики, весы с пневмопреобразователем, программное корректируюн,1,ее устройство и логическое устройство с шаговым иснолнительным механизмом.
Однако известные устройства не обеспечивают автоматического расчета толщины наносимых покрытий.
С целью оперативности контроля и автоматического расчета толщины наносимых покрытий описываемое устройство снабжено вычислительным блоком, суммирующим реле, блоками памяти и логическим блоком переключения, причем вычислительный блок соединен с суммирующим реле и задатчиками, а выход вычислительного блока связан с логическим устройством и исполнительным механизмом, при этом выхохчы блоков памяти соединены с суммируюни1м реле, а входы - с логическим блоком переключепия, соединенным с нрограммным корректирующим устройством.
Приицип действия устройства поясняется чертежом.
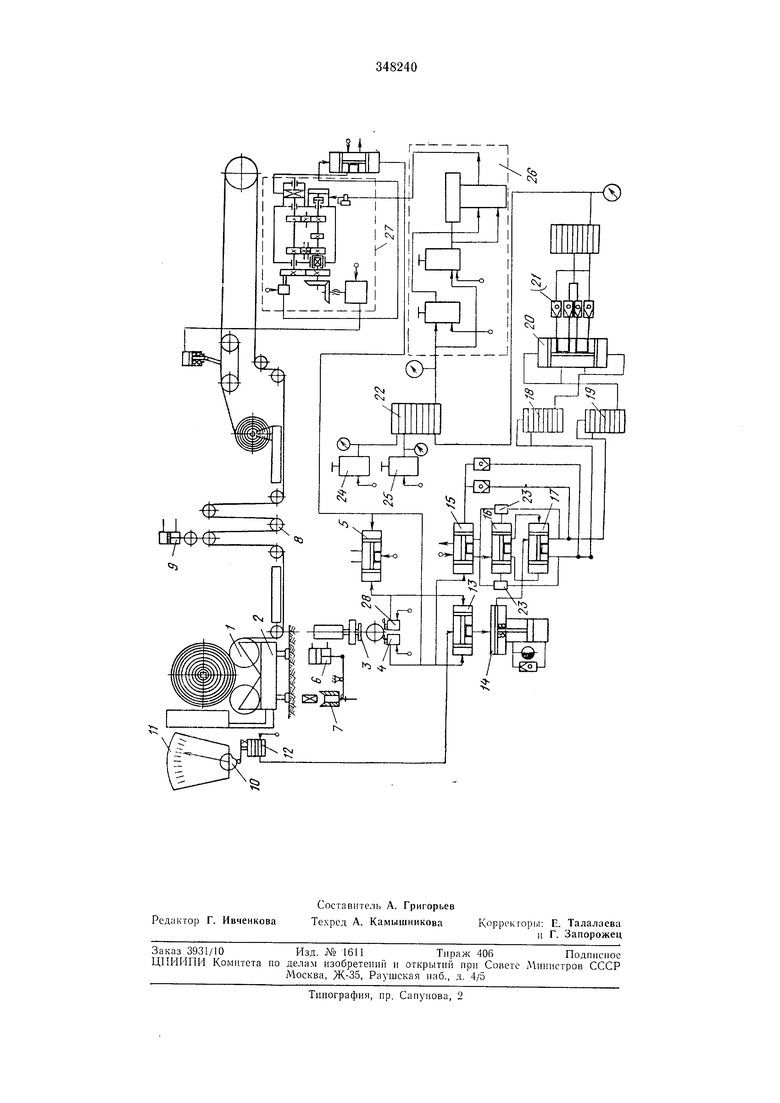
граммный диск 3, конечный выключатель 4, золотник 5, пневмопривод 6, муфту 7 приводного вала намоточного устройства, компенсатор 8, пневмопрнвод 9, кулачковый механизм 10, ноказывающий прибор П, пневмообразователь 12, воздухораспределитель 13, реле 14 выдернски, клапан 15, воздухораспределители 16 11 17, запоминающие блоки /6 и 19, воздухораспределитель 20, суммирующее реле 21, блок 22 умножения, блокировочные клапаны 23, задатчикн 24 н 25, логическое устройство 26, ншговый исполнительный механизм 27, конечный выключатель 28.
Устройство автоматически регулирует толщину покрытия по результатам контроля веса одного квадратного метра готового материала.
Наиболее удобно производить контроль веса ткани взвешиванием ее в рулоне на намоточном механизме наносного агрегага. Для этого намоточный механизм устанавливают на платформе 2 весового прибора.
Устройство работает периодически после наработки определенного количества ткани. За наработку заданного количества ткани программный диск 3 делает один оборот. По завершеиии оборота он воздействует на конечный выключатель 4, который переключает золотник 5. Одновременно диск 3, прпводящий в движепие пневмопривод 6 для взвешивания рулона на весах, выводит из зацепления с пневмоириводом 6 муфту 7 приводного вала намоточного устройства и стонорит леиту материала для набора ее компенсатором 8. Стопорение производится пневмоприводом 9. Пневмоприводы для включения весов управляются золотником 5. Роликовый компенсатор позволяет производить периодическое взвешивание рулонов без останова грунтовальной машины. Для выбора ткани из компенсатора скорость намоточной машины должна быть больше, чем скорость грунтовальной машины.
Результат взвешивания с помошью кулачкового механизма 10, установленного на оси показываюш,его прибора 11, преобразуется в давление воздуха пневмопреобразователем 12.
Для того чтобы избежать погрешности показаний от колебания стрелки показываюш,его прибора из-за инерционного колебания весов в начальный момент взвешивания, воздух к автоматической системе подается от пневмопреобразователя через воздухораспределитель 13 и реле 14 выдержки.
Конечный выключатель 4 переключает клапан /5 включения логического блока переключения, состоящего из двух воздухораспределителей 16 и 17. После соответствующего переключения воздухораспределителей давление воздуха поступает в один из запоминающих блоков 18 и 19. Давление от блоков запоминания через воздухораспределитель 20 поступает на суммирующее реле 2, которое дает разницу показаний веса настоящего и предыдущего измерения.
Воздухораспределитель 20 обеспечивает подачу сигнала на суммирующее реле в следующем порядке: в одну из линий повышенное давление, пропорциональное весу рулона в предыдущий цикл подналадки.
Как только воздухораспределитель 17 будет переключен, переключается воздухораспределитель 16 на положение для подачи давления воздуха на другой запоминающий блок в следующем цикле подналадки.
Для блокировки предварительно переключается клапан 15 с одновременным включением блокировочных клапанов 23, которые открывают доступ воздуху к управляющим полостям воздухораспределителя 16.
Результирующий сигнал пропорциональный весу 1 лг2 материала с покрытием дает блок 22 умножения. К нему подводятся пневмолинии от прибора контроля веса (суммирующее реле 21} и от задатчиков 24 и 25. Задатчик 24 настраивается на давление, определяющее метраж ткани в рулоне, полученный за цикл между подналадками. Задатчик 25 настраивается на обратную величину щирины ткани. Таким образо.м, блок 22 умножения осуществляет деление следуюн 1нх величин:
АЯ„.
ДР,:
РьР
где ДРс - привес ткани в рулоне за цикл; РЬ - величина, обратная ширине ткани; Ра -величина, пропорциональная метражу ткани, намотанному в рулон за цикл между подналадками.
Сигнал от блока 22 поступает на пневматическое логическое устройство 26 и шаговый исполнительный механизм 27.
После завершения цикла подналадки диск 3 воздействует на конечный выключатель 28. В результате воздухораспределитель 13 отключает от пневмоуправляющей системы пневмопреобразователь 12, а золотник 5, переключив пневмоприборы 7, 9 и привод намоточного устройства на платформе весов, включает в работу намоточную машину.
Предмет изобретения
Устройство для автоматического контроля толщины покрытий на движущейся основе, содержащее блоки измерения, задатчики, весы с пневмопреобразователем, программное корректирующее устройство и логическое устройство с щаговым исполнительным механизмом, отличающееся тем, что, с целью оперативного контроля и автоматического расчета толщины наносимых покрытий, оно снабжено вычислительным блоком, суммирующим реле,
блоками памяти и логическим блоком переключения, причем вычислительный блок соединен с суммирующим реле и задатчиками, а выход вычислительного блока связан с логическим устройством и исполнительным механизмом, при этом выходы блоков памяти соединены с суммирующим реле, а входы - с логическим блоком переключения, соединенным с программным корректирующим устройством.

| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ТОЛЩИНЫ СЛОЯ ПОКРЫТИЯ | 1970 |
|
SU273552A1 |
| Устройство для регулированияТОлщиНы пОКРыТия | 1979 |
|
SU796795A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ТОЛЩИНЫ ПОКРЫТИЯ | 1970 |
|
SU273554A1 |
| УСТРОЙСТВО для ВУЛКАНИЗАЦИИ ПРОРЕЗИНЕННОЙ ТКАНИ | 1973 |
|
SU368057A1 |
| Устройство управления перемещением сматываемого с рулона длинномерного материала | 1986 |
|
SU1345171A1 |
| УСТРОЙСТВО АВТОМАТИЧЕСКОГО ПРОГРАММНОГО УПРАВЛЕНИЯ ПРОЦЕССОМ ВЫПЛАВКИ СТАЛИ И СПЛАВОВ | 1964 |
|
SU165507A1 |
| Станок для бандажирования | 1984 |
|
SU1277304A1 |
| ПОТОЧНАЯ ЛИНИЯ для чистки и РАЗБРАКОВКИ СУРОВЫХТКАНЕЙ | 1966 |
|
SU182681A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ КОМБАЙНОМ | 1971 |
|
SU312048A1 |
| Пневматическое устройство для управления процессом дозирования | 1985 |
|
SU1270753A2 |