(54) УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ КОПИРОВАЛЬНЫМ
СТАНКОМ

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для копировальной обработки | 1984 |
|
SU1227424A1 |
| Устройство для автоматического копирования криволинейных замкнутых контуров при сварке | 1974 |
|
SU488669A1 |
| Преобразователь кода в угол поворота вала | 1989 |
|
SU1711330A1 |
| УСТРОЙСТВО для УПРАВЛЕНИЯ КОПИРОВАЛЬНЫМСТАНКОМ | 1972 |
|
SU348336A1 |
| Электропривод переменного тока | 1989 |
|
SU1757041A1 |
| Дискретный замкнутый электропривод | 1983 |
|
SU1159146A1 |
| СПОСОБ РЕГУЛИРОВАНИЯ ПРОИЗВОДИТЕЛЬНОСТИ ТКАЦКОГО СТАНКА И СИСТЕМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2045457C1 |
| Устройство для автоматической сварки криволинейных стыков | 1973 |
|
SU538844A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ЭЛЕКТРОВОЗОМ | 1968 |
|
SU207966A1 |
| СТЕНД ДЛЯ КОНТРОЛЯ ПРЕЦИЗИОННОГО ГИРОСКОПИЧЕСКОГО ДАТЧИКА УГЛОВОЙ СКОРОСТИ | 1992 |
|
RU2044274C1 |
1
Изобретение относится к станкостроению и может быть использовано для управления регулируемыми приводами копировальных станков.
Известно устройство для управления копировальным станком, в котором сигналы 5 датчика обхода контура и положения нормали через систему преобразователей сигналов управляют приводами поступательно перемещающихся и поворотного рабочих органов станка. Датчик положения нормали в ,Q этом устройстве выполнен в виде вращающегося трансформатора, который соединен с копирным элементом (роликом), ощупывающим копир, при помощи державки. Повыщение точности ориентации оси инструмента по радиусу кривизны копира в устройстве .15 достигнуто установкой на державке дополнительного ролика, а также размещением вращающегося трансформатора в качающемся стакане с осью качения, перпендикулярной оси поворотного органа и расположен- jo ной в плоскости торца инструмента. Датчик обхода контура выполнен в виде дифференциального трансформатора, подпружиненный подвнжный элемент которого контактирует с наружной поверхностью стакана, осуществляя прижим роликов к копиру. Система управления содержит усилитель, через который выходы датчиков подсоединены к двигателям подач 1.
Однако это устройство не обеспечивает достаточной точности формообразования деталей в соответствии с формой копира ввиду возрастания погрещностей датчика обхода контура. Это происходит вследствие того, что на величину сигнала датчика обхода контура существенное влияние оказывают допуски на изготовление и эксплуатационные зазоры в соединении: копирный элемент державка-вращающийся трансформатор- стакан-узел качания стакана-поворотный орган, приводящие к непропорциональному перемещению от нулевого положения копирных элементов (роликов) и подпружиненного подвижного элемента (якоря) дифференциального трансформатора.
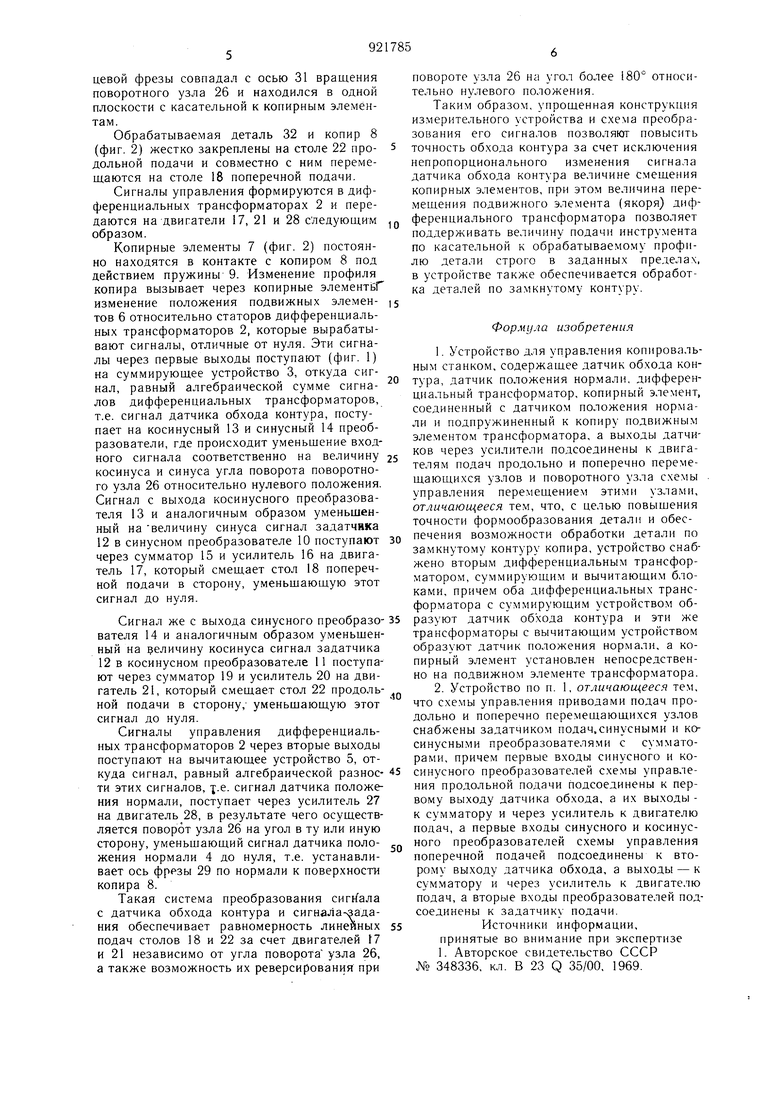
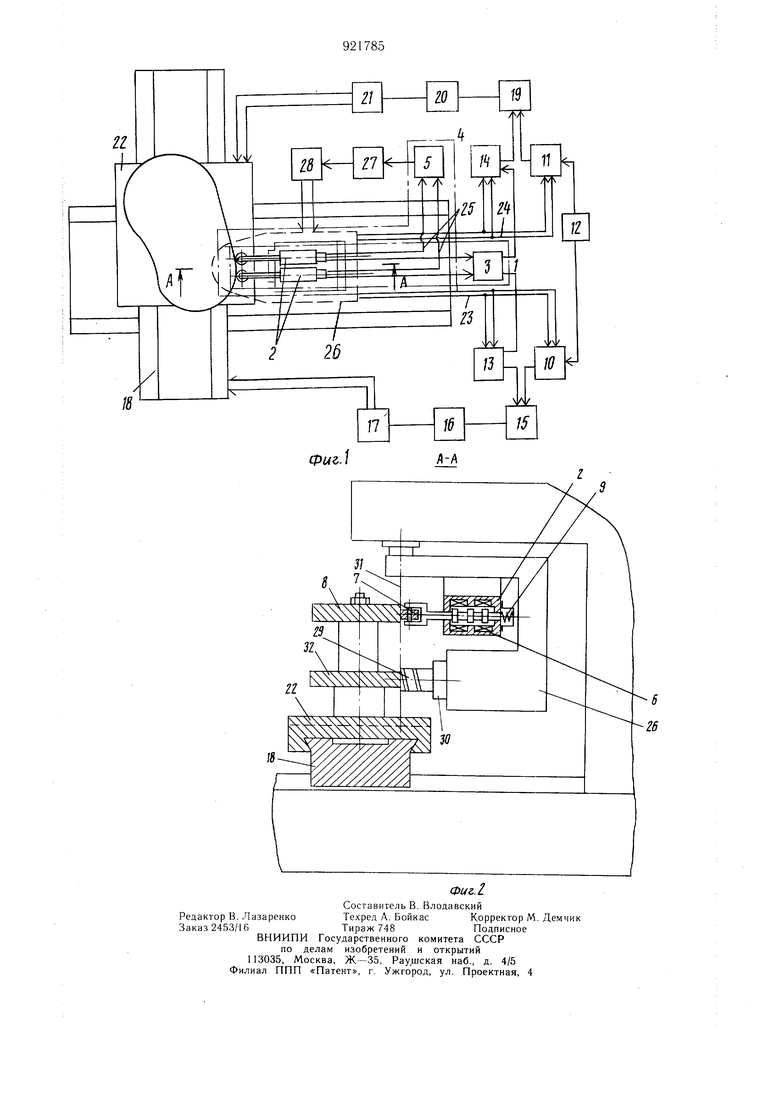
Непропорциональность усугубляет характер взаимодействия контактных поверхностей роликов копира при отклонении оси вращения трансформатора от вертикали в ту или иную сторону, когда ролики взаимодействуют с поверхностью копира либо своей верхней/либо нижней кромкой, что приводит к различной величине отклонения поверхности стакана в точке контакта с подвижным элементом дифференциального трансформатора при одинаковом отклонении указанных кромок от нулевого положения. Кроме того, непропорциональность перемещения роликов и подвижного элемента в ту и другую сторону от нулевого положения усугубляется с возрастанием радиуса образующей качающегося стакана, величину которого определяет конструкция вращающегося трансформатора. Следует отметить также, что система преобразования сигналов подач поступательного движения рабочих органов известного устройства не позволяет осуществлять копирование по за.мкнутому контуру, так как она не содержит преобразователей реверса подач приводов этих органов. Цель изобретения - повышение точности формообразования детали, а также обеспечение возможности обработки детали по замкнутому контуру копира. Поставленная цель достигается те.м, что устройство снабжено вторым дифференциальным трансформатором, суммирующим и вычитающими блоками, причем оба дифференциальных трансформатора с суммирующим блоком образуют датчик об.хода контура и эти же трансформаторы с вычитающим устройством образуют датчик положения нор.мали, а копирный элемент установлен непосредственно на подвижном элементе трансформатора. Кроме того,схемы управления приводами подач продольно и поперечно перемещающ,ихся узлов снабжены задатчиком подач, синусными и косинусными преобразователями с сум.маторами, причем первые входы синусного и косинусного преобразователей схемы управления продольпой подачи под, соединены к первому выходу датчика обхода, а их выходы - к сумматору и через усилитель к двигателю подач, а первые входы синусного и косинусного преобразователей схемы управления поперечной подачей подсоединены к второму выходу датчика обхода, а выходы -- к сумматору и через усилитель к двигателю подач, а вторые входы преобразователей подсоединены к задатчику подачи. На фиг. 1 изображена блок-схе.ма предлагаемого устройства со схемой управления; на фиг. 2 - разрез А-А на фиг. 1. Устройство для управления копировальным станком содержит датчик 1 обхода контура, выполненный в виде двух дифференциальных трансформаторов 2 соленоидного типа и суммирующего устройства 3, входы которого соединены с нервыми выходами дифференциальных трансформаторов 2, и датчик 4 положения нормали, выполненный в виде тех же дифференциальных трансформаторов 2 и вычитающего устройства 5, входы которого соединены со вторыми выходами дифференциальных трансформаторов 2. На подвижных элементах (якорях) 6 (фиг. 2) дифференциальных трансформаторов 2 жестко закреплены оси вращающихся копирных. элементов (.роликов) 7, находящихся в контакте с копиром 8 за счет усилия пружин 9. Систе.ма преобразования сигналов измерительного устройства включает синусный 10и косинусный 11 преобразователи задатчика подачи инструмента 12, а также косинусный 13 и синусный 14 преобразователи сигнала датчика обхода контура, входы которых соединены с выходом суммирующего устройства 3. Выход синусного преобразователя 10 и косинусного преобразователя 13 соединены через сумматор 15 и усилитель 16 с двигателем 17 стола 18 поперечной подачи, а выход косинусного преобразователя 11и синусного преобразователя 14 соединены через сумматор 19 и усилитель 20 с двигателем 21 стола продольной подачи 22. Преобразователи 10, 13 и 11, 14 через кинематические связи 23 и 24, а су.ммирующее устройство 3 через линии 25 связаны с поворотным узлом 26. Указанные преобразователи обеспечивают преобразование сигнала задатчика 12 и сигнала с датчика 1 обхода контура для последующей передачи их на двигатели продольной 21 и поперечной 17 подач с учетом угла поворота поворотного узла 26 относительно нулевого положения. Так, например, при нулевом положении поворотного узла 26, т.е. когда sinoC 0, а cos. 1, на двигатель 21 стола 22 продольной подачи будет поступать только сигнал с задатчика 12, а на двигатель 17 стола 18 поперечной подачи - только сигнал с датчика 1 обхода контура. При повороте поворотного узла 26 на угол 90° (против часовой стрелки), когда sin оС 1, а cos ot О, сигнал задатчика 12 будет поступать на двигатель 17 стола 18, поперечной подачи, а сигнал датчика 1 обхода контура будет поступать на двигатель 21 стола 22 продольной подачи, т.е. они поменяются местами. При повороте поворотного узла 26 на угол 180°, т.е. когда sin с О, а cos ot 1, сигнал задатчика 12 и сигнал с датчика 1 обхода контура будет поступать по аналпгии с нулевым положением поворотного .узла, но с обратным знаком, т.е. движение столов продольной и поперечной подачи будет осуществляться в обратную сторону. Вход усилителя 27 сигнала датчика положения нормали 4 соединен с выходом датчика, а выход - с двигателем 28 узла поворота 26. Параллельно осям подвижных элементов 6 (фиг. 2) дифференциальных трансформаторов 2 на одинаковом расстоянии от них расположена ось вращения концевой фрезы 29, закрепленной в щпинделе 30 поворотного узла 26 станка таким образом, чтобы торец концевой фрезы совпадал с осью 31 вращения поворотного узла 26 и находился в одной плоскости с касательной к копирным элементам.
Обрабатываемая деталь 32 и копир 8 (фиг. 2) жестко закреплены на столе 22 продольной подачи и совместно с ним перемещаются на столе 18 поперечной подачи.
Сигналы управления формируются в дифференциальных трансформаторах 2 и передаются на двигатели 17, 21 и 28 следующим образом.
Копирные элементы 7 (фиг. 2) постоянно находятся в контакте с копиром 8 под действием пружины 9. Изменение профиля копира вызывает через копирные элементьГ изменение положения подвижных элементов 6 относительно статоров дифференциальных трансформаторов 2, которые вырабатывают сигналы, отличные от нуля. Эти сигналы через первые выходы поступают (фиг. 1) на суммирующее устройство 3, откуда сигнал, равный алгебраической сумме сигналов дифференциальных трансформаторов, т.е. сигнал датчика обхода контура, поступает на косинусный 13 и синусный 14 преобразователи, где происходит уменьшение входного сигнала соответственно на величину косинуса и синуса угла поворота поворотного узла 26 относительно нулевого положения. Сигнал с выхода косинусного преобразователя 13 и аналогичным образом уменьшенный на величину синуса сигнал задатчика 12 в синусном преобразователе 10 поступают через сумматор 15 и усилитель 16 на двигатель 17, который смещает стол 18 поперечной подачи в сторону, уменьшающую этот сигнал до нуля.
Сигнал же с выхода синусного преобразователя 14 и аналогичным образом уменьшенный на величину косинуса сигнал задатчика 12 в косинусном преобразователе 11 поступают через сумматор 19 и усилитель 20 на двигатель 21, который смещает стол 22 продольи
НОИ подачи в сторону, уменьшающую этот сигнал до нуля.
Сигналы управления дифференциальных трансформаторов 2 через вторые выходы поступают на вычитающее устройство 5, откуда сигнал, равный алгебраической разности этих сигналов, f.e. сигнал датчика положения нормали, поступает через усилитель 27 на двигатель 28, в результате чего осуществляется поворот узла 26 на угол в ту или иную сторону, уменьшающий сигнал датчика положения нормали 4 до нуля, т.е. устанавливает ось фрезы 29 по нормали к поверхности копира 8.
Такая система преобразования сигнала с датчика обхода контура и сигнала-задания обеспечивает равномерность линейных подач столов 18 и 22 за счет двигателей 17 и 21 независимо от угла поворота узла 26, а также возможность их реверсирования при
повороте узла 26 на угол более 180° относительно нулевого положения.
Таким образом, упрощенная конструкция измерительного устройства и схема преобразования его сигналов позволяют повысить точность обхода контура за счет исключения непропорционального изменения сигнала датчика обхода контура величине смещения копирных элементов, при этом величина перемещения подвижного элемента (якоря) дифференциального трансформатора позволяет поддерживать величину подачи инструмента по касательной к обрабатываемому профилю детали строго в заданных пределах, в устройстве также обеспечивается обработка деталей по замкнутому контуру.
Формула изобретения
. Устройство для управления копировальным станком, содержащее датчик обхода контура, датчик положения нор.мали. дифференциальный трансформатор, копирный элемент, соединенный с датчиком положения нормали и подпружиненный к копиру подвижным элементом трансформатора, а выходы датчиков через усилители подсоединены к двигателям подач продольно и поперечно перемещающихся узлов и поворотного узла с.хемы управления перемещением этими узлами, отличающееся тем, что, с целью повыщения точности формообразования детали и обеспечения возможности обработки детали по замкнутому контуру копира, устройство снабжено вторым дифференциальным трансформатором, суммирующим и вычитающим блоками, причем оба дифференциальных трансформатора с суммирующим устройством образуют датчик обхода контура и эти же трансформаторы с вычитающим устройством образуют датчик положения нормали, а копирный элемент установлен непосредственно на подвижном элементе трансформатора.
Источники информации,
принятые во внимание при экспертизе
