Известен способ заточки червячных фрез конической поверхностью шлифовального круга, образующая «оторото совпадает с радиальным направлением затачиваемой передней поверхности фрезы.
Предложенный способ отличается от известного тем, что шлифовальный Круг разворачивают относительно изделия, располагая его образуюш.ую, в месте контакта с передней поверхностью затачиваемого зуба, под некоторым, отличительным от нуля углом к образующей затачиваемой передней поверхности.
С помощью этого способа повышается качество заточки.
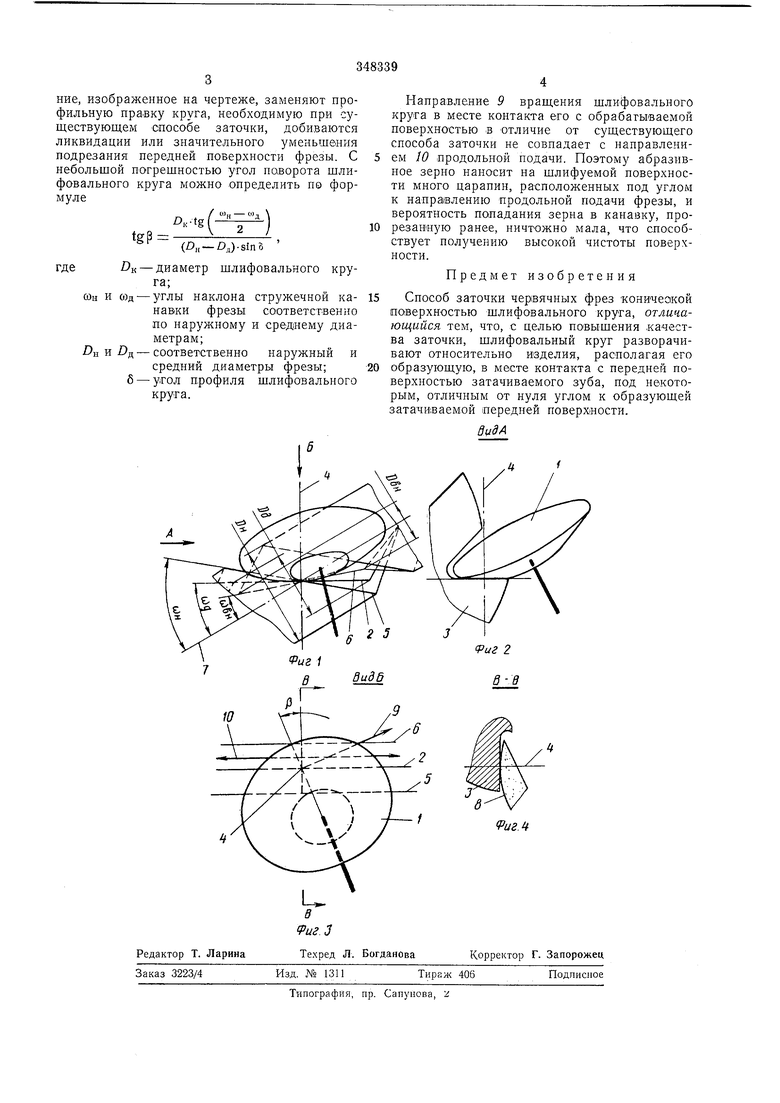
На фиг. 1 изображено взаимное расположение шлифовального круга и затачиваемой фрезы в направлении, параллельном радиальному направлению передней поверхности фрезы; на фиг. 2 - вид Л на фиг. 1; на фиг. 3 - вид Б на фиг. 1; на фиг. 4 - сечение В -В на фиг. 3.
Червячную фрезу затачивают конической поверхностью шлифовального круга, установленного относительно фрезы в положение, изображенное на чертеже, которое обеспечивается следующим образом.
лась в плоскости, перпендикулярной к винтовой линии 2 передней поверхности фрезы 3 на среднем диаметре ее, а образующая конуса совпала с радиальной образующей передней поверхности фрезы. Затем круг поворачивают вокруг оси 4, перпендикулярной к винтовой линии 2 и проходящей через нее, на угол р до тех пор, пока рабочая поверхность круга не коснется винтовой линии 5, лежащей на наружном диаметре фрезы. При повороте на угол р рабочая поверхностью круга также приближается к винтовой линии 6, лежащей на внутреннем диаметре фрезы. Так как разности углами наклона стружечных канавок к оси 7 фрезы по наружному и среднему диаметрам фрезы (wn-Шд) и среднему и внутреннему (шд-сови) мало отличаются друг от друга, то одновременно с ликвидацией подрезания передней поверхности фрезы по иаружпому диаметру уменьшится подрезание и по внутреннему диаметру.
Линия 8 рабочей поверхности установленного описанным способом щлифовального круга в плоскости, перпендикулярной к винтовой линии передней поверхности фрезы, является выпуклой.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ заточки фрез | 1980 |
|
SU975339A1 |
| СПОСОБЫ ОБРАБОТКИ ГИПЕРБОЛОИДНЫХ ЧЕРВЯКОВ И ЧЕРВЯЧНЫХ ЗУБОРЕЗНЫХ ИНСТРУМЕНТОВ И УСТРОЙСТВО ДЛЯ ИХ РЕАЛИЗАЦИИ | 2012 |
|
RU2597933C2 |
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ | 1998 |
|
RU2169061C2 |
| Способ заточки по задней поверхности винтовых зубьев фасонного инструмента | 1979 |
|
SU768604A1 |
| Способ заточки незатылованных червячных фрез | 1974 |
|
SU948623A1 |
| Полуавтомат для заточки червячных фрез | 1988 |
|
SU1565655A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ВЫПОЛНЕНИЯ ПРОФИЛЯ КРАЕВ ВХОДНОГО ВАЛА ПОВОРОТНОГО ЗОЛОТНИКА | 1993 |
|
RU2110390C1 |
| СПОСОБ ПРАВКИ АБРАЗИВНОГО КРУГА | 2013 |
|
RU2538519C2 |
| Способ заточки фрез с прямыми стружечными канавками | 1988 |
|
SU1627375A1 |
| СПОСОБ НАРЕЗАНИЯ РЕЗЬБЫ | 1973 |
|
SU380409A1 |
