(Лу
(Л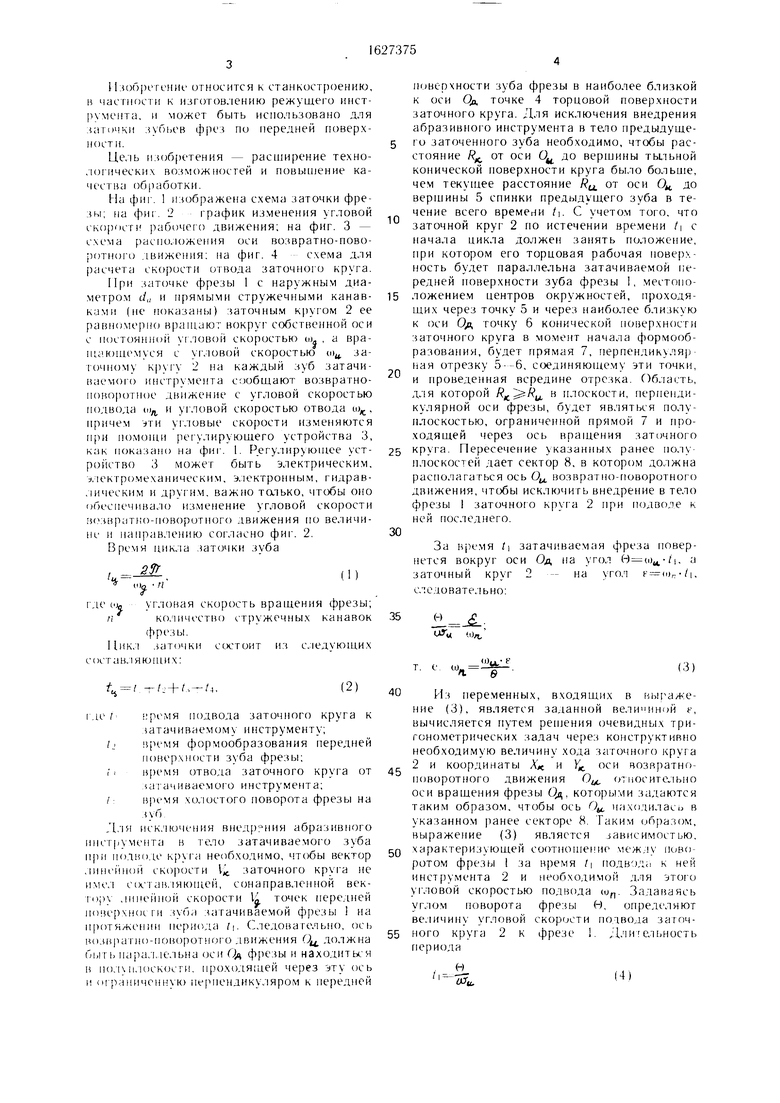
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ заточки фрез | 1980 |
|
SU975339A1 |
| Устройство к металлорежущему станку для обработки фасонных поверхностей инструментов | 1986 |
|
SU1371875A1 |
| Способ заточки острозаточенных червячных фрез | 1989 |
|
SU1734986A1 |
| Способ заточки червячных фрез | 1980 |
|
SU1087309A1 |
| Способ заточки долбяков | 1988 |
|
SU1604567A1 |
| Способ нарезания червячных колес | 1984 |
|
SU1194611A1 |
| Способ затылования червячной фрезы | 1989 |
|
SU1743810A1 |
| Способ затылования червячных фрез | 1979 |
|
SU831546A1 |
| Способ затылования фрез | 1984 |
|
SU1194612A1 |
| Способ заточки многолезвийного режущего инструмента с винтовым или наклонным зубом | 1958 |
|
SU123049A1 |
Изобретение относится к (.танковрое нию. а именно к изготовлению режущего и не гр мента, и мо/кег быть исполыовано для заточки зубьев фрез по передней новерчнех ти Цель июбретения - расширение техно логических возможностей и повышение качества обработки Затачиваемую фрезу 1 с прямыми стружечными канавками равномерно вращают вокруг собственной оси с постоянной угловой скоростью ецо . а вращающемуся с угловой скоростью (1). заточному круг 2 на каждый зуб фреш 1 сообщают возвратно-поворотное движение с чыовой скоростью подвода w и УГЛОВОЙ скоростью отвода djj. Изменение скоростей произво т pei У лиру ющим устройством 3 Ось 0 воз- вратно-поворотною движения паралтешча (к и On фрезы 1, а проекция оси Оя на пп(Ч кость перпендик тят.у. ю оси фреи, pai положена в секторе, положите кото рем) опре i,e.ienr) при УСЛОВИИ ч ктвия KOI такта межту фрезой I и кругом 2 ipn от во,,с после uiei о от фрезы 1 4 HI
05
N:
i ос ел
И зобрегение относится к станкостроению, в частости к изготовлению режущего инст- р мента, и может быть использовано для заточки зубьев фрез по передней поверхности
Цель изобретения - расширение технологических возможностей и повьииение качества обработки
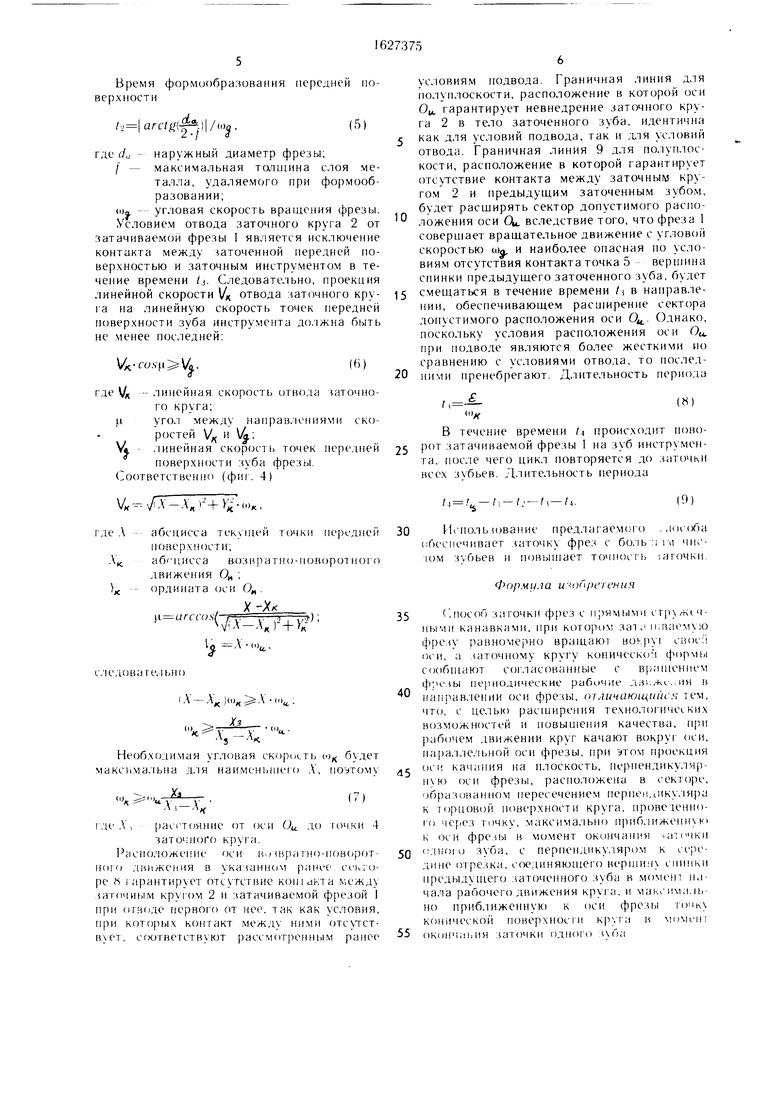
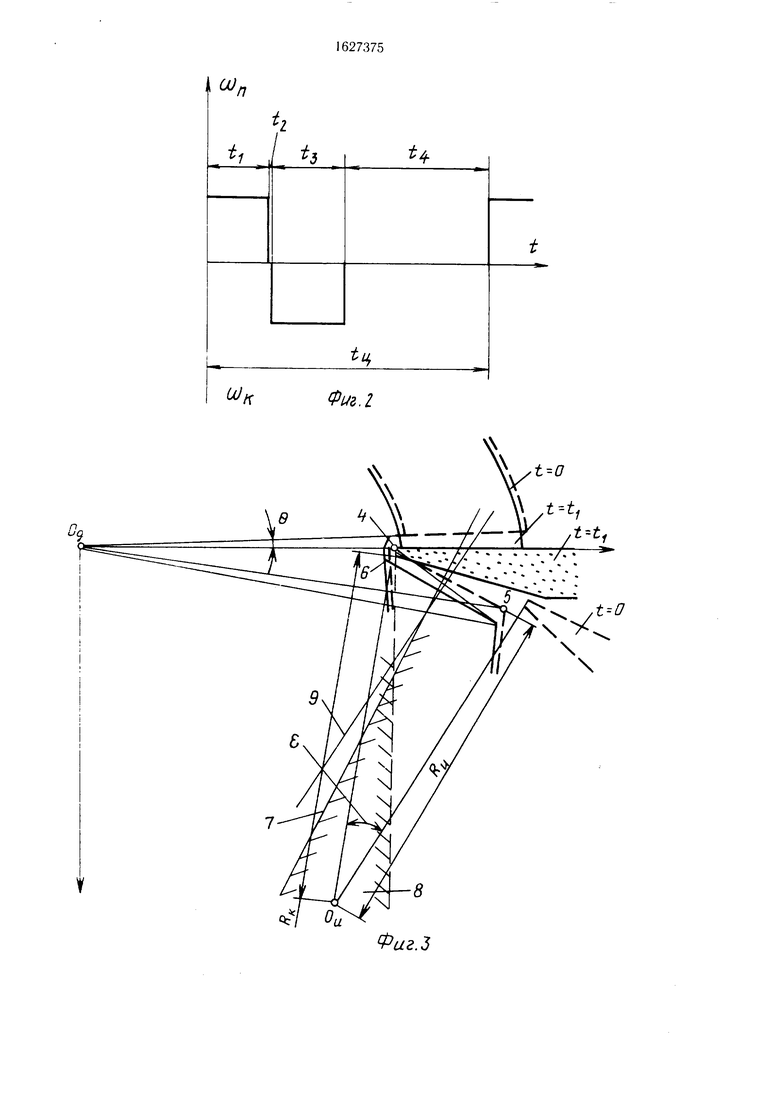
На фи 1 изображена схема заточки фре iw, на фш 2 график изменения угловой скорости рабочего движения, на фиг 3 - схема расположения оси вошратно-пово- POIHOIU гвижения. на фиг 4 схема для расчета скорости отвода заточною круга
При заточке фрезы 1 с наружным диаметром da и прямыми стружечными канав- к 1ми (не показаны) заточным крутом 2 ее равномерно вращают вокруг собственной оси с постоянной иловой скоростью м. , а вра- пичошемчся с пловой скоростью м за- iочному к|)г 2 на каждый зуб затачи- ваемою инструмента сообщают возврагно- повороттюе движение с угловой скоростью подвода (ил и угловой скоростью отвода шл, причем эти угловые скорости изменяются при помощи per удиру ющего устройства 3, как показано на фиг 1 Регулиру югцее уст- роиство Л можег быть электрическим, электромеханическим, электронным, гидравлическим и другим, важтю только, чтобы оно обеспечивало изменение угловой скорости :зрзвратж -гюворотного движения по величине и направлению согласно фиг 2
Время цикла заточки зуба
йУг
ч-
(1)
У
где о иловая скорость вращения фрезы, пкоигчс ство стр жечных канавок
фрезы Цикл заточки состоит из сдедмшцих
сое гавляющих
н
,-ti.
(2)
i ie ремя подвода заточного круга к
затачиваемому инструмент}, /J время формообразования передней
поверхности фрезы. .I отвода заточного крпа от
iaiачиваемог о инструмента, /время холостого поворота фрезы на
з б
Л Я искчючения внедрения абразивного инструмента в тело затачиваемого п|)и потно гс круга необходимо, чтобы вектор линейной скорости л заточного кр г а не имел с IK i ав гяющей, сонаправденной век- III(H линейной скорости Ц точек перстней поверхности иба загачиваемой фрезы 1 на протяжении периода 1 Следовательно, ось во шрашо-поворотнот о шижения О, должна бь тьпар 1 i it-льна оси Ол фрезы и находиться в по т плоско, ги проходящей через эт ось и шиченную перпендикуляром к передней
поверхности зуба фрезы в наиболее близкой к оси QD, точке 4 торцовой поверхности заточного крута Лля исключения внедрения абразивного инструмента в тело предыдущею заточенного зуба необходимо, чтобы расстояние от оси О до вершины тыльной конической поверхности крута было больше, чем текущее расстояние R от оси Оя до вершины 5 спинки предыдущего зуба в течение всего времени t С учетом того, что заточной круг 2 по истечении времени t с начала цикла должен занять положение, при котором его торцовая рабочая новер ность будет параллельна затачиваемой передней поверхности зуба фрезы I, местоположением центров окружностей, проходящих через точку 5 и через наиболее близкую к оси Од точку 6 конической поверхности заточного крута в момент начала формообразования, будет прямая 7, перпендикуляр пая отрезку 5 6, соединяющему эти точки, и проведенная всредине отрезка Облазь, для которой в плоскости, перпендикулярной оси фрезы, будет являться полу плоскостью, ограниченной прямой 7 и проходящей через ось вращения заточного
5 круга Пересечение указанных ранее пол плоскостей дает сектор 8, в котором должна располагаться ось О возвратно-поворотного движения, чтобы исключить внедрение в тело фрезы 1 заточного круга 2 при подводе к ней последнего
0
За ьремя t затачиваемая фреза повер0
нется вокруг оси Од на угол В (
t
заточный круг 2 еле ювательно
на
ГОЛ (- - О), /|,
35
ll jЈ«A O/t/
е u) 3)
0
5
0
5
Из переменных, входящих в выражение (3), является заданной величиной t-, вычисляется путем решения очевидных тригонометрических задач через конструктивно необходимую величину хода заточного круга
О.
оси возвратно
2 и координаты А и
поворотного движения ( относительно оси вращения фрезы Од. которыми задаются таким образом, чтобы ось О. находила.о в указанном ранее секторе 8 Таким образом, выражение (3) является зависимостью, характери п ющей соотношение меж г ново ротом фрезы I за время t подвод. к ней инструмента 2 и необходимой для этою угловой скоростью подвода ип Затаваясь углом поворота фрезы В, определяют величину угловой скорости потвода за т очного крута 2 к фрезе 1 Дли ельность периода
)
Время формообразования передней поверхности
t,arctg{-..
где da наружный диаметр фреш,
/ - максимальная толщина слоя металла, удаляемого при формообразовании,
(IJ угловая скорость вращения фрезы. Условием отвода заточного круга 2 от затачиваемой фрезы 1 является исключение контакта между заточенной передней поверхностью и заточным инструментом в течение времени /j. Следовательно, проекция линейной скорости Vx отвода ваточного кру - ia на линейную скорость точек передней поверхности зуба инструмента должна быть не менее последней:
4-co.,(6)
где Д -линейная скорость отвода ваточного круга;
|л угол между направлениями скоростей /Л и Д,
Vi линейная скорость точек передней поверхности зуба фреш
Соответственно (фщ. 4)
M-V4 « абсцисса текущей точки передней
поверхности,
абсцисса возвратно-поворотной движения Ои , ордината оси О„
Li urm;s( , ,v
) + у
I ельно
А, -А
Необходимая угловая скорость ок будет максимальна для наименьше о А,
(7)
i и-А , расстояние от оси (Ас до ючки 4
заточного кру г а
Расположение оси в звратип-поворот ною движения в указанном ранее гекю- ре « кфантирует отсутствие кот акт а между заточным круюм 2 и отачиваемой фрезой 1 при отводе первого от нее. так как условия, при которых контакт между ними отсутсг- , соответствуют рассмотренным ранее
условиям подвода Граничная линия для полуплоскости, расположение в которой оси Оц. гарантирует невнедрение заточного га 2 в тело заточенного зуба, идентична
как для условий подвода, так и для условии отвода. Граничная линия 9 для полуплоскости, расположение в которой гарантирует отсутствие контакта между заточным кругом 2 и предыдущим заточенным зубом, будет расширять сектор допустимого распо ложения оси Ои. вследствие того, что фрез а 1 совершает вращательное движение с угловой скоростью шд, и наиболее опасная по условиям отсутствия контакта точка 5 вершина спинки предыдущего заточенного пба, будет
15 смещаться в течение времени /t в направлении, обеспечивающем расширение сектора допустимого расположения оси Оц, Однако, поскольку условия расположения оси Ои. при подводе являются более жесткими но сравнению с условиями отвода, то послед20 ними пренебрегают Длительность периода
,(JЈ
(И)
мк
В течение времени /4 происходит поворот затачиваемой фрезы 1 на зуб инструмента, после чего цикл повторяется до заточки всех зубьев Длительность периода
t4 ±- -fj- (-/4
(9)
Исполыование предлагаемою дш оба
сбеспечивает заточку фрез с боль ми чио- юм и повышает точность IHTOMKII
Форми.т и onpei ения
Способ за точки фрез с прямыми с гру/м. чными канавками, при котором зат J п аомхю фрезу ранномерно вращаки снос i 01 и, а заточному кругу коническом формы сообщают coi ласованные с вращением ф;юзы периодические рабочие дз ж с ия н направлении оси фрезы, счличающш ия тем, что, с целью расширения техноло ичсч кнх возможностей и повышения качества, при рабочем движении круг качают вокруг оси, параллельной оси фрезы, при этом проекция
oi и качания на плоскость, перпендикуляр оси фрезы, расположена в секюре, юра зовапном пересечением перпен, к торцовой поверхности круга, провс юнио- ю 4ef/ei i очку, максимально приближенн к к оси фреш в момент окончания
мною зуба, с перпендикуляром к сере дине oi резка, соединяющего вершичу спинки предыдущего заточенного зуба в момен1 на чала рабочего движения круга, и максима it. но приближенную к оси фрезы конической поверхнос i и крма в момен i
оконча1Л1я заточки одною
Ґ
t--o
ФигМ
| Способ заточки фрез | 1980 |
|
SU975339A1 |
