(54) СПОСОБ ЗАТОЧКИ НЕЗАТЫЛОВАННЫХ ЧЕРВЯЧНЫХ ФРЕЗ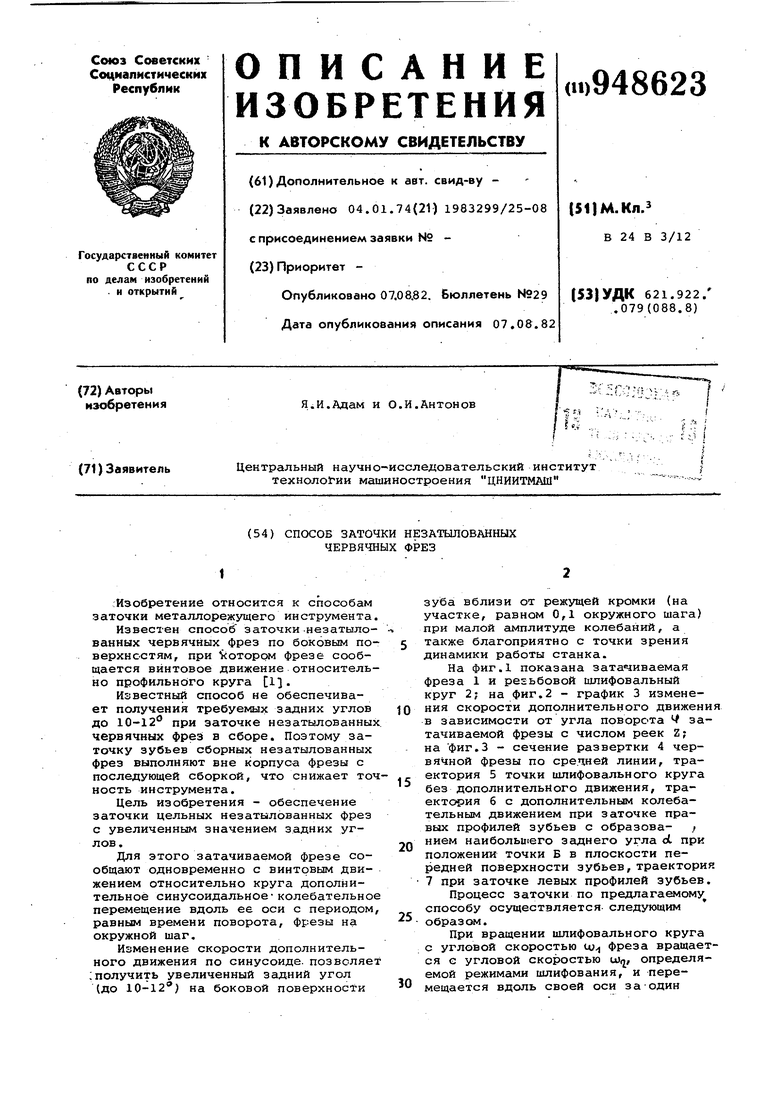
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ заточки по задней поверхности винтовых зубьев фасонного инструмента | 1979 |
|
SU768604A1 |
| Способ заточки концевых модульных фрез | 1986 |
|
SU1371874A1 |
| СПОСОБ ПРАВКИ АБРАЗИВНОГО КРУГА | 2013 |
|
RU2538519C2 |
| УСТРОЙСТВО для ЗАТОЧКИ МНОГОЛЕЗВИЙНОГО ИНСТРУМЕНТА | 1969 |
|
SU252874A1 |
| Способ заточки острозаточенных червячных фрез | 1989 |
|
SU1734986A1 |
| Способ заточки задней поверхности фрезы | 1986 |
|
SU1491665A1 |
| Способ изготовления червячной фрезы | 1986 |
|
SU1364415A1 |
| Фреза червячная незатылованная и способ ее изготовления | 1986 |
|
SU1360924A1 |
| Автомат для вышлифовки винтовых поверхностей и заточки зубьев на цилиндрической поверхности и торце концевого инструмента | 1984 |
|
SU1172678A1 |
| Полуавтомат для заточки мелкомодульного многолезвийного инструмента | 1968 |
|
SU301030A1 |
/Изобретение относится к способам заточки металлорежущего инструмента.
Известен способ заточки-незатыло- i ванных червячных фрез по боковым поверхностям, при koTopoM фрезе сообщается винтовое движение относительно профильного круга 1.
Известный способ не обеспечивает получения требуемых згщних углов до 10-12 при заточке незатылованных червячных фрез в сборе. Поэтому заточку зубьев сборных незатылованных фрез выполняют вне корпус-а фрезы с последующей сборкой, что снижает точность инструмента.
Цель изобретения - обеспечение заточки цельных незатылованных фрез с увеличенным значением задних углов.
Для зтого затачиваемой фрезе сообщают одновременно с винтовым движением относительно круга дополнительное синусоидальное-колебательное перемещение вдоль ее оси с периодом, равным времени поворота, фрезы на окружной шаг.
Изменение скорости дополнительного движения по синусоиде, позволяет ;получить увеличенный задний угол (до 10-12) на боковой поверхности
зуба вблизи от режущей кромки (на участке, равном 0,1 окружного шага) при малой амплитуде колебаний, а также благоприятно с точки зрения динамики работы станка.
На фиг.1 показана затачиваемая фреза 1 и реЕьбовой шлифовальный круг 2; на фиг.2 - график 3 изменения скорости дополнительного движения
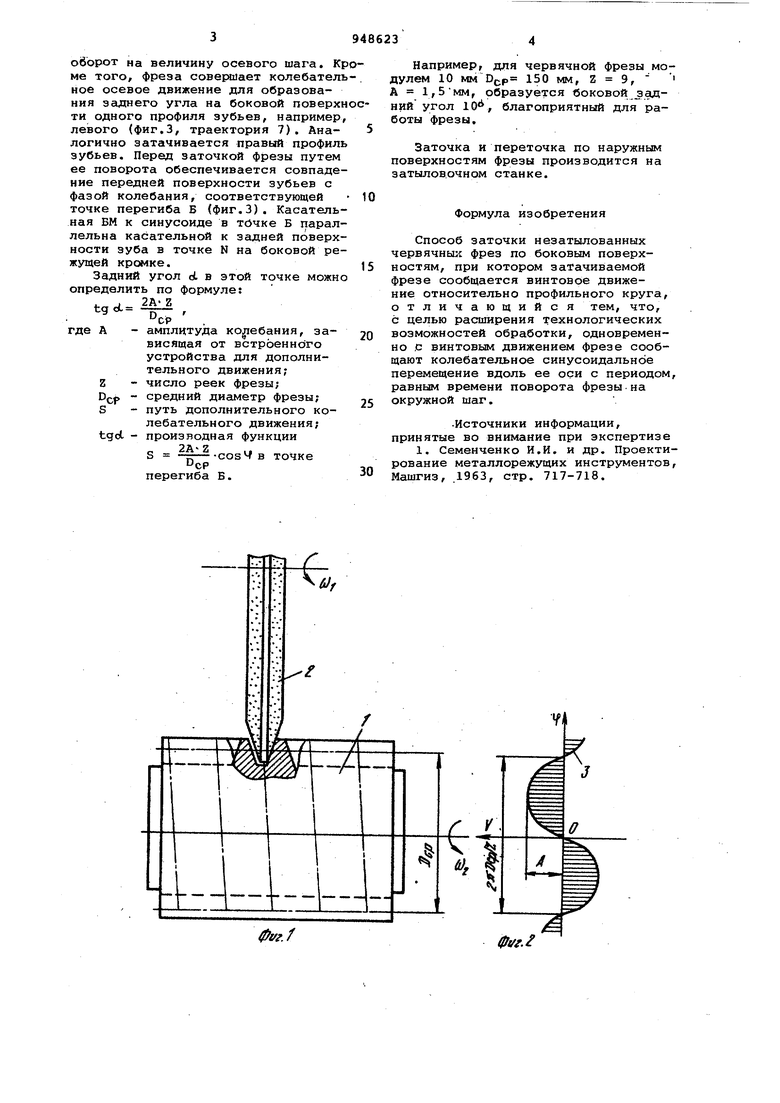
10 в зависимости от угла поворота затачиваемой фрезы с числом реек Z; на фиг.З - сечение развертки 4 червячной фрезы по средней линии, траектория 5 точки шлифовального круга
15 без дополнительного движения, траектория 6 с дополнительным колебательным движением при заточке правых профилей зубьев с образова- ; нием наибольшего заднего угла d при
20 положении точки Б в плоскости передней поверхности зубьев, траектория 7 при заточке левых профилей зубьев.
Процесс заточки по предлагаемсиму способу осуществляется, следующим
25 образом.
При вращении шлифовального круга с угловой скоростью iu фреза вращается с угловой скоростью u),j, определяемой режимами шлифования, и пере30мещается вдоль своей оси за-один оборот на величину осевого шага. Кр ме того, фреза совесаиает колебатель ное осевое движение для образования заднего угла на боковой поверхн ти одного профиля зубьев, например левого (фиг.З, траектория 7). Аналогично затачивается правый профиль зубьев. Перед заточкой фрезы путем ее поворота обеспечивается совпадение передней поверхности зубьев с фазой колебания, соответствующей точке перегиба Б (фиг.З). Касательная БМ к синусоиде в точке Б парал лельна касательной к задней поверх ности зуба в точке N на боковой ре жущей кромке. Задний угол oL в этой точке можн определить по формуле: 2А Z tgcl D -амплитуда колебания, загде А висящая от встроенного устройства для дополнительного движения; -число реек фрезы; -средний диаметр фрезы; -путь дополнительного колебательного движения; tgd - производная функции S в точке DCP перегиба Б.
i
6)f Например, для червячной фрезы моулем 10 мм ПСР 150 мм, Z 9, 1,5мм, образуется боковой .задий угол 10, благоприятный для раоты фрезы. Заточка и переточка по наружным поверхностям фрезы производится на затылов.очном станке. Формула изобретения Способ заточки незатылованных червячных фрез по боковым поверхностям, при котором затачиваемой фрезе сообщается винтовое движение относительно профильного круга, отличающийся тем, что, с целью расширения технологических возможностей обработки, одновременно с винтовым движением фрезе сообщают колебательное синусоидальное перемещение вдоль ее оси с периодом, равным времени поворота фрезы на окружной шаг. Источники информации, принятые во внимание при экспертизе 1. Семенченко И.И. и др. Проектирование металлорежущих инструментов, Машгиз, .1963, стр. 717-718.
