Предлагаемое устройство относится к области А1аши«остро«ния и может пршменяться на 1пре{а|приятиях, выпускающих машины, снабжениые гидравличеоки/м оборуцованием, и на с.пециализироваиных предприятиях, выпускающих рукава высокого давления.
Известны устройст1ва для последовательной опоОперащионной сборки шлангов, натри-мер, устройства обжима муфт шлавдгов, снабженные миогокулачковой обжимочной головкой на силовом органе устройства. Однако указанные устройства не о;беапвчи1вают надежное соединение «иппеля с муфтой. Это вызывается тем, что в процессе обжатия сборка базируется относителыно обжн.мо1чной головки по торцу головки ниппеля, поэтому погрешности расположения торца муфты относительно кольцевой каиавки ниппеля не учитываются, следовательно, не обеспечивается правильное затекание металла муфты в кольцевую KaiHaiBKy ниппеля. Кроме того, базирование сборки по торцу головки ниппеля требует высокой точности изготовления деталей.
В отличие от известных устройств предлагаемое устроЙ1Ство обеспечивает в процессе Обжатия муфты точное взаимораюположение ниппеля и муфты, следователыно, обеспечивает высокую надежность их соединения. Это достигается тем, .что в обжи,моч«ой головке
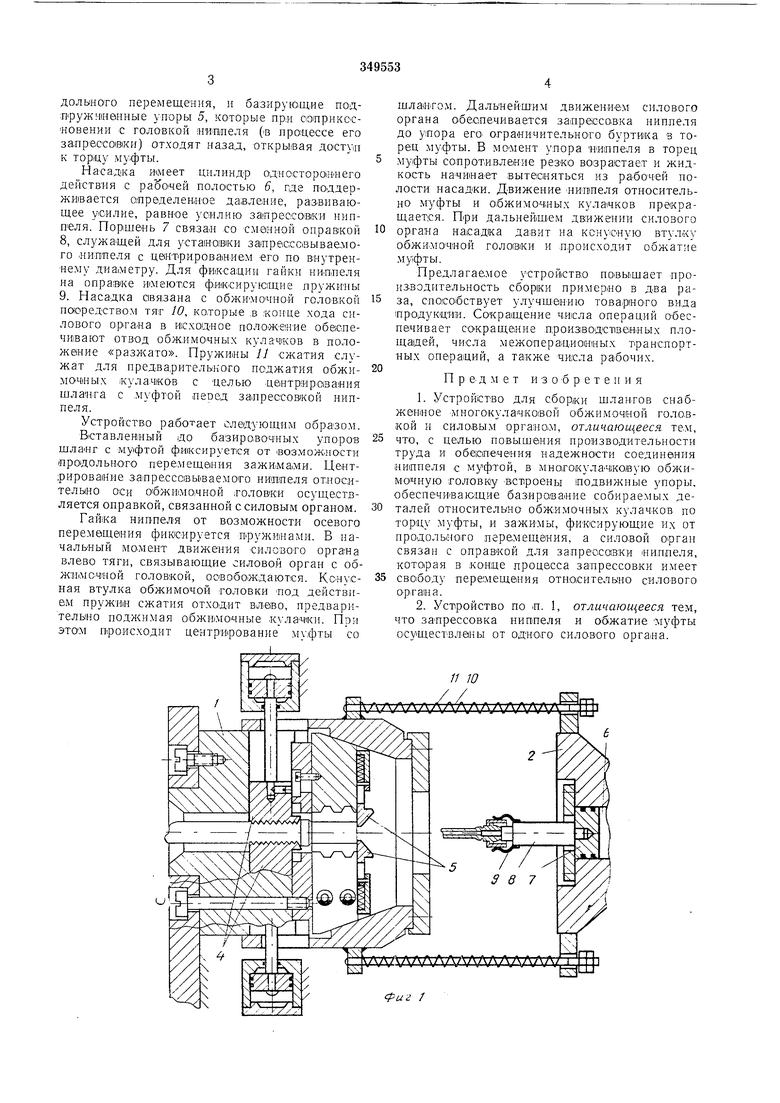
встроены подвижные упоры, обеспечивающие базирование собираемых деталей относительно обжимочных кулачков по торцу муфты, и зажимы, фиксирующие их от продольного перемещения, а силовой орган посредством насадки связан с оп1рав1кой для запрессовки ниппеля, которая в конце процесса запрессовки имеет свободу перемещения относительно силового органа, причем за один рабочий ход силового органа до упора его органического буртика в торец Л1уфты, а затем, удерживая ни пп«ль в этом положении - осуществляется обжатие муфты. На фиг. 1 показано ра(С1Положе(н-ие рабочих
органов предлагаемого устройства в исходном положении «разжато : шланг с .муфтой вставлен в обжимочную головку до базировочных упОров и зафиксирован зажимами, а ниппель с гайкой установл-ен на сменной оправке,
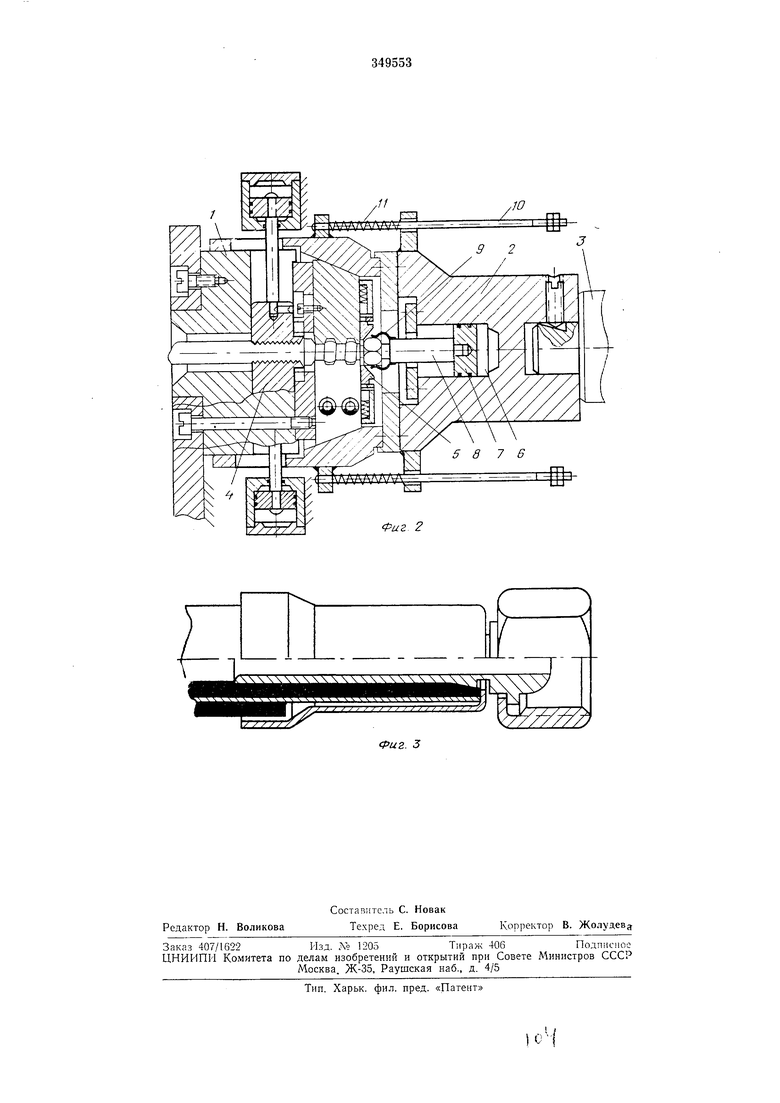
связанной с силовым органом; на фиг. 2 - расположение рабочих органов устройства з конце процесса обжатия муфты, когда силовой орган находится в крайнем левом положении; на фиг. 3 - собранный шланг с ниппеле-м и муфтой до обжатия.
Устройство содержит многокулаадковую обжигмочную головку 1 и насадку 2, связанную с силовым органом 3. долыного перемещения, и базируЮ|Щ.ие подиружмшвнные упоры 5, которые при ооприкосновении с головкой ииипеля (IB процессе его запрессоаки) отходяг назад, откры(вая доступ к торцу му,фты. Насадка имеет цилиндр односторо.Ннего действия с рабочей полостью 6, лде поддерживается определештое давление, .вивающее усилие, равное усилию за Преосо В1Ки ниппеля. Поршень 7 связан со сменной оправкой 8,служащей для уста Н01В1ки запрессовываемого ниппеля с цвнтрировацием его по внутреннему диа|Метру. Для фиксации гайки ниллеля на оправке И1меются фиксирующие пружины 9.Насадка связана с обжимочной головкой посредством тяг 10, которые ,в хода силового орГа.на в исходное полож еигие обеспечивают отвод обжнмочных кулачков в положение «разжато. Пружины 1J сжатия служат для предварительного поджатия обжиМОЧ1НЫХ кулачков с целью .центрирования шланга с .муфтой неоед залреосовкой ниппеля. Устройство ра.ботает сладующцм образом. Вставленный до базиро.воч-ных упоров шлЗНг с муфтой ф.иксируется от возможности /продольного перемещения зажимами. Центрирование залрессо1ВЫ1ваемото нитпеля относителыно оси 01бжи1мочной ;головк:и осуществляется оправкой, связанной с силовым органом. Гайка ниппеля от возможности осевого перемещения фиксируется Иружияами. В начальный мо.мент движения силового органа влево тяги, связывающие силовой орган с обжнлю.чной головкой, оовойож.даются. Кен усная втулка обжимочой головки под действием пружин сжатия отходит ВЛ.ево, предварителыно поджимая обжидючные .кулачки. При этоМ происходит центрирование муфты со
// Ш шланго.м. Дальнейшим движен.ием силового органа о.бес1печивается за1пре1ссо.вка ниплеля до упора его ограничительного буртика в торец муфты. В МО-мент унора ниппеля в торец муфты солроти.вление резко возрастает и жидкость начиеа.ет вытесняться из рабочей полости насадки. Движение ниипеля относительно .муфты и обжимочных кулачков прекращается. При дальнейшем движении силового органа насадка да;вит на конусную втулку о.бжи.мочной головки и .ироисходит обжатие му;фты. Предлагаемое устройство повышает произ.водительность сборки примерно в два раза, способствует улучшению товарного вида 1про.дукции. Сокращение ч.исла онераций Обеспечивает сокращение произ1водст1ве1нных площадей, числа межолерационных транспортных операций, а также числа рабочих. Предмет изобретения 1.Устройство для сборки шлангов снабженное многокулачко(вой обжимочной гол.о.вкой и силовым органо.м, отличающееся тем, что, с целью повышения производительности труда и обеспечения надежности соединения ниппеля с муфтой, в многокулачковую обжимочную головку встроены подвижные упоры, обеспечивающие базирование собираемых деталей относителыно обжнмочных кулачков по торцу муфты, и зажимы, фиксирующие их от продольного перемещения, а силовой орган связан с оправкой для залреосовки ни.плеля, которая в конце процесса залрессовки имеет свободу перемещения относителыно силового opraiHH. 2.Устройство по л. 1, отличающееся тем, что запрессовка ниплеля и обжатие муфты осуществлены от одн.ого сило.вого органа.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки шлангов | 1977 |
|
SU632534A2 |
| УСТРОЙСТВО ДЛЯ СБОРКИ ШЛАНГОВ | 1971 |
|
SU433005A1 |
| Устройство для сборки шлангов | 1980 |
|
SU837723A1 |
| СПОСОБ СБОРКИ ШЛАНГОВ С НИППЕЛЕМ И МУФТОЙ | 1972 |
|
SU342749A1 |
| Устройство для обжатия муфты | 1988 |
|
SU1516194A1 |
| Устройство для обжатия муфты на концах шлангов | 1988 |
|
SU1649205A2 |
| Устройство для сборки шлангов | 1976 |
|
SU667372A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ СБОРКИ РОЛИКОВ | 1973 |
|
SU382494A1 |
| Устройство для сборки узла деталей запрессовкой | 1980 |
|
SU946878A1 |
| Устройство для установки эластичной оболочки на трубу | 1982 |
|
SU1106666A1 |