Изобретение относится к области машиностроения и может быть применено на станкостроительных заводах.
Известен стенд для сборки и регулировки винтовых соединений качения, представляющих собой винт с двумя заключенными в общий корнус гайками, имеющими одна левую, другая правую резьбы, в рабочих иитках которых размещены щарики, содержащий станину и илиту.
Регулировка натяга указанных винтовых соединений производится без замеров, путем поворота вручную гаек, имеющих фланцы с мелкомодульными зубьями, посредством которых они взаимодействуют с зубьями, вынолненными па торцах корпуса, охватывающего гайки, и является несоверщенной, так как малейщая ошибка в регулировке приводит к быстрому выходу из строя собранного соединения.
Существующие методы сборки, регулировка натяга и определение KpyTHHJ.ero момента холостого хода очень трудоемки и не обеспечивают необходимой точио.сти сборки.
Целью изобретения является увеличение производительности, повыщение точиости сборки и регулировки натяга, а также улучшение условий труда.
бабками с центрами ;1ля крепления вннта, реверсивным приводом, тарирующей момеит холостого хода муфтой, кинематически связывающей привод с передней бабкой, дозирующим устройством для заиолнеиия рабочих ниток шарнками, закренленным на задней бабке, и кареткой для размещения корпуса гаек, установленной между нередней и задней бабками н несущей на себе нзмернтельное устройство для регулировки нулевого натяга.
Дозирующее устройство содержит обойму в виде диска с р/псположеииыми в ее верхией части бункером иод шарики и заслоикой и установленный внутри обоймы барабан, в ипжисй часги которого размещены сменная вставка и нлунжер, предназначенные для направления и подачи шарнков в рабочую нитку гайки.
Измерительное устройство выполиено в виде индикатора с расчетной таблицей, а тарирующая муфта снабжена дина.мометром и рассчетной щкало для регулировки момента холостого хода в зависимости от типоразмера собираемого соединеиия.
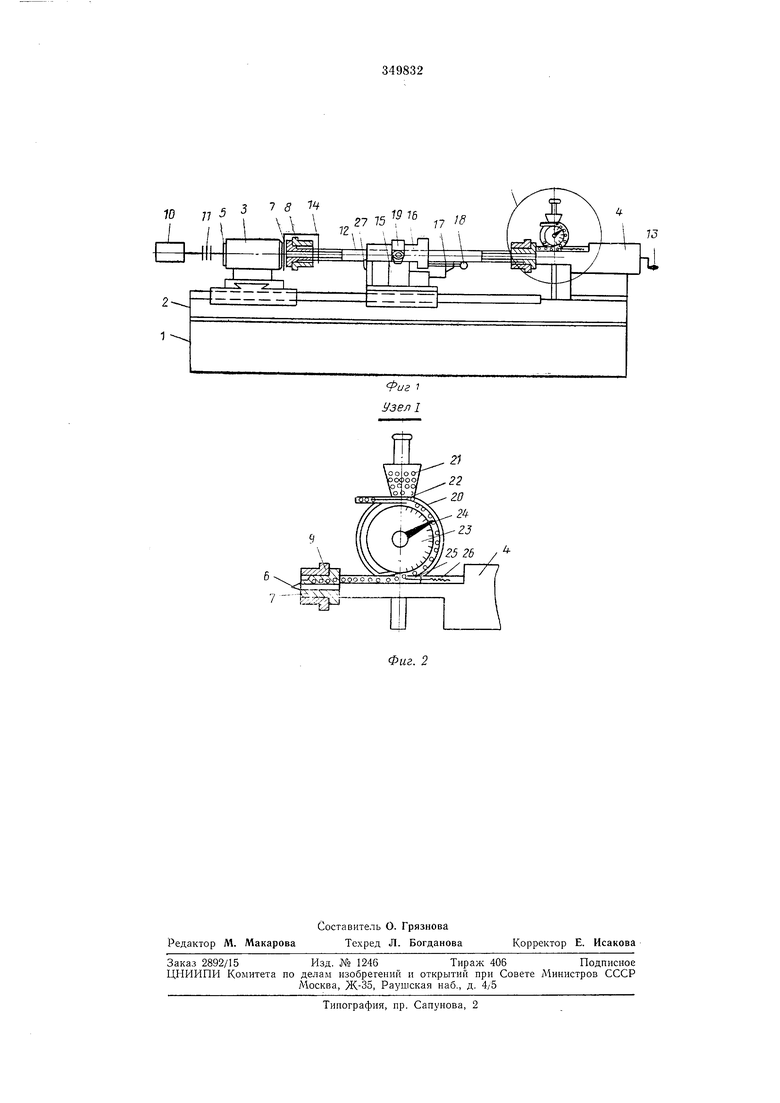
На фиг. 1 схел атично показан предложенный стенд, на фиг. 2 - то же, дозирующее устройство.
центрах установлены втулки 7 для размещения па них собираемых гаек 8 и 9. Гайка S имеет правую резьбу, гайка 9 - левую. Реверсивный привод 10 через тарирующую момент холостого хода муфту // соединен с лередней бабкой 3. Винт 12 кренится в центрах передней и задней бабок посредством рукоятки 13. Вращение на винт от привода передается через хомут 14.
Каретка 15 служит для размещения корпуса гаек 16, снабжена измерительным устройством 17 для регулировки нулевого натяга и вынолпена в виде индикатора 18 с расчетной таблицей. Корпус гаек 16 кренится к каретке хомутом 19.
Для заполнения рабочих ниток гаек щариками на задней бабке 4 установлено дозирующее устройство, содержащее обойму 20 в виде диска, бункер 2J, заслонку 22, барабан 23 с делительной шкалой и отсекателем 24, сменпую вставку 25 и плупжер 26 для подачи шариков в рабочую нитку гайки.
Фиксация гайки в отверстии корпуса, охватывающего гайки, осуществляется жестким упором 27.
Работа стенда осуществляется следующим образом.
В бункер 21 засыпаются щарики определенного типоразмера. Втулка 7 с гайкой 8, имеющей правую резьбу надевается на центр 6 задней бабки 4 и фиксируется относительно сменной вставки 25. После открытия заслонки 22 обойма 20 заполняется шариками. Расчетное по шкале барабана 23 нужное количество шариков подается через отсекатель 24 в промежуточный канал сменной вставки, а затем плунжером 26 - в рабочую нитку гайки 8. При этом гайка 8 дважды поворачивается на угол 120, и повторяется весь цикл заполнения остальных двух рабочих ниток гайки, поскольку она выполнена трехзаходной.
Гайка 8 в сборе с втулкой 7 и шариками снимается с центра 6 и устанавливается на центр 5 передней бабки 3.
Вся последовательность операций повторяется с гайкой 9 и втулкой 7, но уже без перестановки с центра 6 задней бабки 4.
На каретке 15 устанавливается корнус гаек 16 и крепится хомутом 19. Затем в отверстие корпуса гаек вводится винт 12 с последующим закреплением в центрах лередней и задней бабок посредством рукоятки 13.
Гайка 8 сдвигается с центра передней бабки 3 и навинчивается на винт 12. Каретка 15 подводится к гайке 8, в крайнее левое положение, и эта гайка устанавливается в корнусе гаек 16 с последующей фиксацией упором 27.
Привод 10 через хомут 14 передает вращение винту 12, навинчивая на него гайку 8.
После этого каретка 15 отводится в крайнее правое положение, гайка 9 сдвигается с центра задней бабки 4, устанавливается в корпусе гаек 16 и фиксируется измерительным устройством 17.
Вращением привода 10 в другую сторону гайка 9 навинчивается на винт 12.
По индикатору 18 с расчетной таблицей производится регулировка нулевого натяга, путем поворота гаек на расчетное число зубьев в корпусе.
После окончательной сборки и регулировки натяга включается привод 10, при помощи муфты 11 производится тарировка мо.мента холостого хода, а по динамометру и расчетной шкале - окончательная регулировка натяга шариковой пары.
Предмет изобретения
1.Стенд для сборки и регулировки винтовых соединений качения, представляющих собой винт с двумя заключенными в общий корпус гайками, имеющими одна левую, другая
правую резьбы, в рабочих нитках которых размещены щарики, содержащий станину и плиту, отличающийся тем, что, с целью увеличения производительности, новышения точности сборки и регулировки нагяга, а также
улучшения условий труда, он снабжен установленными на плите передней и задней бабками с центрами для крепления винта, реверсивным приводом, тарирующей момент холостого хода муфтой, кинематически связывающей привод с передней бабкой, дозирующим устройством для заполнения рабочих ниток шариками, закрепленным на задней бабке, и кареткой для размещения корлуса гаек, установленной между передней и задней бабками
и несущей на себе из1мерительное устройство для регулировки нулевого натяга.
2.Стенд по п. 1, отличающийся тем, что дозирующее устройство содержит обойму в
виде диска с расположенными в ее верхней части бункером под шарики и заслонкой и установленный внутри обоймы барабан, в нижней части которого размещены сменная вставка и плунжер, предназначенные для направления и подачи шариков в рабочую нитку гайки.
3.Стенд по н. 1, отличающийся тем, что измерительное устройство выполнено в виде
индикатора с расчетной таблицей.
4.Стенд но п. 1, отличающийся тем, что тарирующая муфта снабжена динамометром и расчетной шкалой для регулировки момента
холостого хода в зависимости от типоразмера собираемого соединения. 3 ID Л 5 7 8 Ч 7--ШМЗ-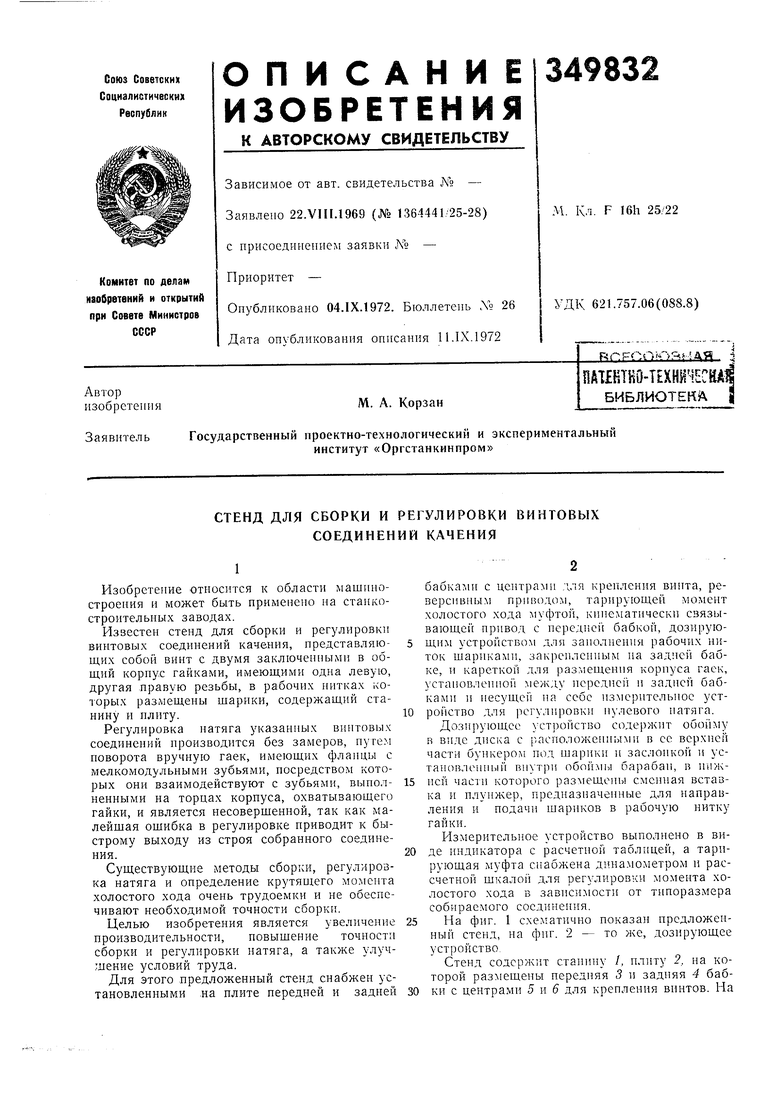
| название | год | авторы | номер документа |
|---|---|---|---|
| Стенд для испытания передач винт-гайка качения | 1982 |
|
SU1037111A1 |
| СТЕНД ДЛЯ ИСПЫТАНИЯ ХОДОВЬ'Х ВИНТОВ и ГАЕК | 1970 |
|
SU263965A1 |
| Прибор для контроля механизмов подачи станков | 1981 |
|
SU986612A1 |
| Стенд для испытания передач "винт-гайкаКАчЕНия | 1978 |
|
SU796694A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ИЗДЕЛИЙ | 1992 |
|
RU2021092C1 |
| РАСПИЛОВОЧНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ КАМНЯ | 1967 |
|
SU193985A1 |
| Устройство для обработки цилиндрических валов | 1981 |
|
SU1007932A1 |
| ВИНТОРЕЗНЫЙ СТАНОК ДЛЯ НАРЕЗАНИЯ ХОДОВЫХ ВИНТОВ | 1972 |
|
SU428912A1 |
| Задняя бабка с электроприводом | 1988 |
|
SU1646690A1 |
| Стенд для испытания интеллектуальной системы адаптивного управления процессом резания на металлорежущих станках со шпиндельным узлом с активными магнитными подшипниками | 2015 |
|
RU2690625C2 |