Изобретение относится к области производства резервуаров высокого давления.
Известен способ изготовления многослойных резервуаров высокого давления путем рулонирования полосы для получения многослойных заготовок, которые затем соединяют при помощи сварки.
Предлагаемый способ отличается от известного тем, что в процессе намотки рулона по краям полосы навивают ленты, имеющие профиль, соответствующий сечениям зазоров между витками полосы.
Это позволяет повысить качество заготовок при использовании полосы бочкообразного поперечного сечения, а следовательно, уменьщить изгибающие напряжения в соединяющих заготовки кольцевых сварных швах.
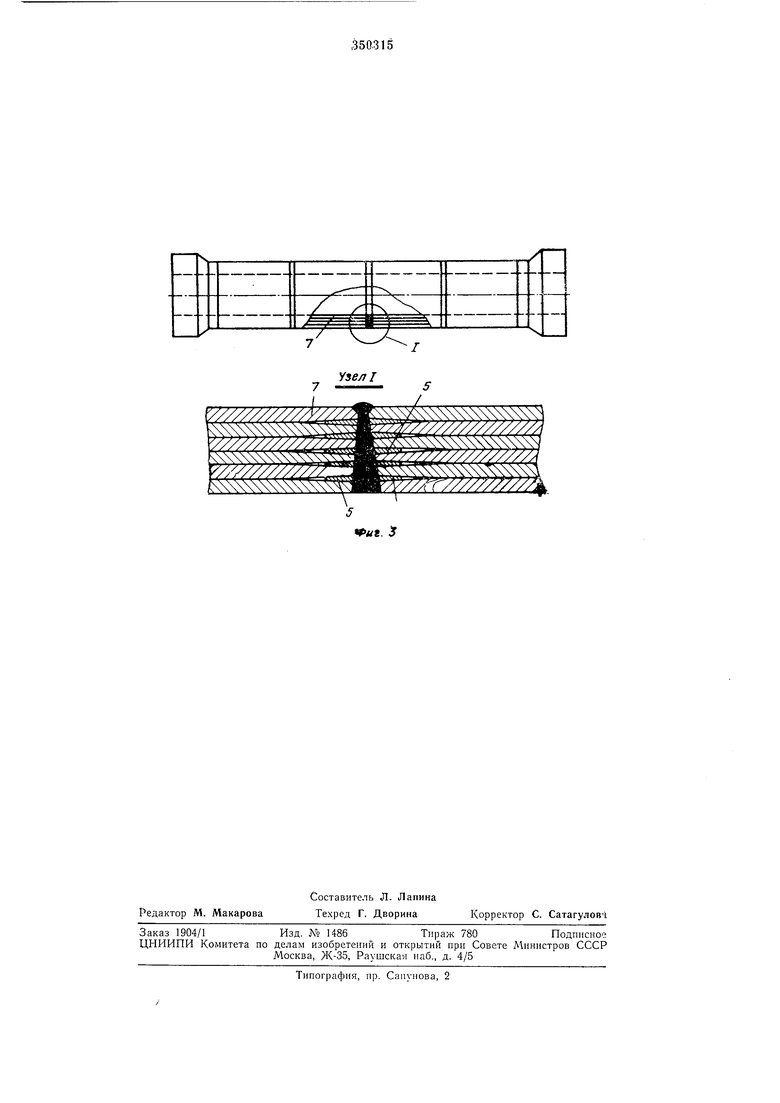
На фиг. 1 показана рулонированная обечайка в процессе намотки совместно с дополнительными лентами по ее краям; на фиг. 2,а - поперечное сечение стенки обечайки, выполневной из «бочкообразной полосы без дополнительных лент; на фиг. 2,6 - то же, но с дополнительными лентами, намотанными по краям обечайки; на фиг. 3 - корпус сосуда, выполненный из нескольких рулони рован:ных обечаек, сваренных между собой кольцевыми швами с дополнительными лентами.
Предлагаемый способ реализуется следующим образом.
Рулонная обечайка / наматывается валками 2. Намотка производится в направлении стрелки А. На специальном валу 3 устанавливаются две бобины 4 с тонкой металлической лентой 5 так, чтобы в процессе намотки лента ложилась по краям рулонной полосы 6.
В начале н амотки рулова ленты с бобин и полоса закрепляются на центральной трубе 7 обечайки, например, путем приварки. Затем ленты и полоса наматываются совместно до тех пор, пока толщина стенки обечайки не достигнет заданной величины.
При отсутствии ленты между слоями полосы из-за ее «бочкообразности получаются зазоры b у краев (см. фиг. 2,а). Величина зазора b у краев равн.а разности толщины полосы в центре и у края. Если по краям полосы помещена лента необходимой толщины и ширины, то зазор ликвидируется (см. фиг. 2,6). При этом края обечайки получаются практически столь же жесткими, как и в случае выполнения обечайки из полосы с «идеальным прямоугольным сечением. Нагрузка от внутрениего давления распределяется равномерно
,SS: У///////Л ///////
г//////Л
иг. 3
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления многослойных обечаек для сосудов высокого давления | 1976 |
|
SU606262A1 |
| Способ изготовления многослойных обечаек | 1980 |
|
SU1085662A1 |
| Способ изготовления сферических многослойных сосудов | 1976 |
|
SU749510A1 |
| Способ изготовления сосуда высокого давления | 1977 |
|
SU715185A1 |
| СПОСОБ ПРОИЗВОДСТВА МНОГОСЛОЙНЫХ МЕТАЛЛИЧЕСКИХ ТРУБ | 1993 |
|
RU2068326C1 |
| УСТРОЙСТВО И СПОСОБ НАНЕСЕНИЯ КЛЕЯ НА СЕРДЕЧНИК ДЛЯ НАМОТКИ РУЛОННОГО МАТЕРИАЛА | 1994 |
|
RU2108956C1 |
| Способ изготовления многослойных корпусов сосудов | 1974 |
|
SU659828A1 |
| ГАЗООТВОДЯЩИЙ СТЕКЛОПЛАСТИКОВЫЙ СТВОЛ ДЫМОВОЙ ТРУБЫ И СПОСОБ СБОРКИ ГАЗООТВОДЯЩЕГО СТЕКЛОПЛАСТИКОВОГО СТВОЛА ДЫМОВОЙ ТРУБЫ | 2004 |
|
RU2253723C1 |
| ПЕРЕМОТОЧНАЯ МАШИНА С УСТРОЙСТВОМ ДЛЯ ПРИКЛЕИВАНИЯ КОНЕЧНОГО КРАЯ СФОРМИРОВАННОЙ БОБИНЫ И СПОСОБ НАМОТКИ | 2003 |
|
RU2344065C2 |
| ВЫСОКОПРОЧНОЕ МЯГКОЕ ПОЛОТЕНЦЕ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2000 |
|
RU2175091C1 |