Изобретение касается машиностроения.
Известны способы автоматического уменьшения погреШНости у.становки вращающихся деталей перед 0|бра богкой, измерением или сборкой. Однако -они не всегда мотут быть использованы при центрировании ряда деталей, Например тяжелых деталей, типа дисков, -при установке и обработке их на карусельных, расточных и других ставках, а также цилиндрических деталей в тех случаях, когда недолустимо закрепление их по наружному диаметру. KpOiMe того, при известных способах центрирования Погрещность установки носит случайный характер и уменьшить эту погрещность ниже заданного предела не всегда возможно, так как отсутствует обратная связь между величиной погрешности и перемещением детали прл центрировании.
Для повышения точности установк1И измеряют величину радиального .биения при помощи, например, индуктивного датчика, преобразуют полученный электрический сигвал, выделяя оигнал
X - а, С05(ш-}- G},
и используют переменный преобразованный сигнал X для управления серводвигателем, сдвига.ющидг деталь до тех пор, пока фаза сигнала х не изменится на обратную.
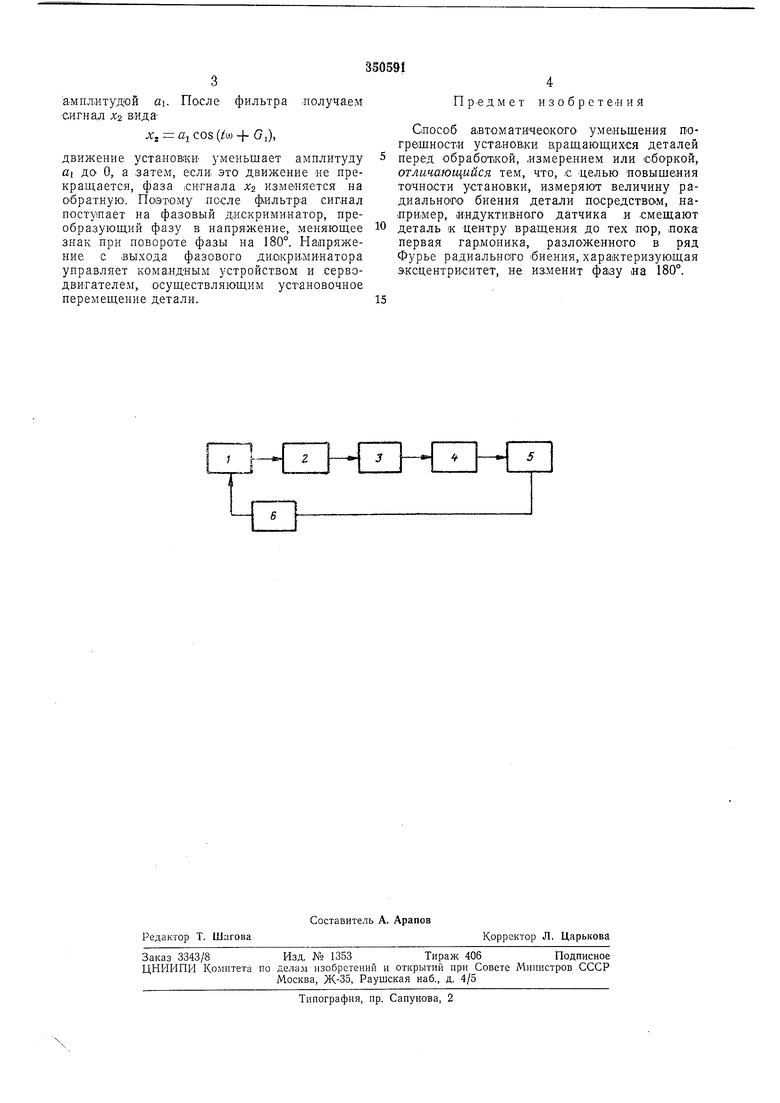
На чертеже изображена схема устройства, реализующего предлагаемый способ.
Устройство лмеет деталь /, индуктивный датчик 2, фильтр 3, фазовый дискриминатор 4, командное устройство 5 и серводаигат ель 6.
Деталь устанавливается в шпинделе станка и зажимается по торцам. Индуктивный датчик, ось которого проходит через центр вращения щпинделя, измеряет радиус-вектор вращающейся поверхности. Сигнал с датчика, представляющий периодическую фун1кци.ю времени, может быть представлен рядом Фурье
л оо
«о + S п COS ( + 0„),
где ai - амплитуда первой гармоники, т. е. эксцентриситет детали относительно центра
вращения, а остальные гармоники - это погрешность формы в поперечном сечении. Поэтому задача установки состоит в получении минимальной величины эксцентриситета fl. Сигнал с датчика проходит через
амплитудой fli. После фильтра получа,ем
Сигнал Х.Ч ВЙДЭ
.tj Й1 cos (/ш-f Gj),
движение устайоваШ уменьшает амплитуду а до О, а затем, если это движение не прекращается, фаза ;ситнала х изменяется на обратную. Поэтому после фильтр а сигнал поступает на фазовый дискриминатор, преобразующий фазу в напряжение, меняющее знак при повороте фазы на 180°. Напряжение с зыхода фазового диакриминатора управляет командным устройством и серводвигателе.м, осуществляющим установочное перемещение детали.
Предмет изобретегний
Слособ автоматичеокого уменьщения пограшности установки в,ращающиХСя деталей перед обработкой, .измерением или сборкой, отличающийся тем, что, с -целью повышения точнасти установки, измеряют величину ради альното биения детали посредством, например, индуктивного датчика .и смещают деталь к центру вр-ащенля до тех пор, пока первая гармоника,, разложенного в ряд Фурье радиального -биения, характеризующая эксцентриситет, не иаменит фа1зу на 180°.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для центрирования и закрепления цилиндрических зубчатых колес при обработке центрального отверстия | 1990 |
|
SU1808542A1 |
| Устройство для обработки нежестких деталей | 1980 |
|
SU921683A1 |
| Преобразователь угла поворота вала в фазовый сдвиг | 1979 |
|
SU855396A1 |
| Устройство для компенсации эксцентриситета прокатных валков | 1981 |
|
SU990357A1 |
| Устройство для стабилизации частоты вращения электродвигателя | 1982 |
|
SU1051678A1 |
| Способ центрирования ротора и статора относительно оси вращения электрической машины | 1982 |
|
SU1056378A1 |
| СИСТЕМА ПРОГРАММНОГО УПРАВЛЕНИЯ МЕТАЛЛОРЕЖУЩИМИ СТАНКАМИ | 1972 |
|
SU326556A1 |
| Индукционный датчик угла | 1974 |
|
SU521636A1 |
| ВИБРАЦИОННАЯ СЕЙСМОСТАНЦИЯ | 1967 |
|
SU204616A1 |
| Устройство для обработки глубоких отверстий | 1981 |
|
SU1000231A1 |
