Изобретение относится к области автоматической Дутовой сва(рки и наплавки.
Известен способ двухдуговой сварки с подачей нрисадочной проволокой между дугами.
При этом способе плавление присадочной проволоки .в основном происходит за счет тепла сварочной ванны. Тепло, идущее от дуги, действует на проволоку мало из-за большого расстояния между дугами.
Таким образом, количество расплавляемой присадочной проволоки ограничено степенью перегрева сварочной ванны.
Подача присадки в зону горения одной из дуг приводит к нарушению формирования шва . Так, если присадка :подается в зо«у горения первой дуги, уменьшается глубина провара, а если в зону второй дуги, то происходит уменьшение ширины и увеличение высоты усиления шва.
Следовательно, такой способ подачи прнсадки ограничен в при.менении.
Целью изобретения является повышение качества и производительности процесса сварки (наплавки) и механических характеристик .наплавленного металла.
Это достигается тем, что присадочная проволока подается между сварочными дугами с одновременными продольными колебаниями вдоль оси шва с амплитудой, равной не
более половины расстояния между дугами. При этом, присадочная проволока может быть как сплошного сечения, так и порошковой, в зависимости от требований, предъявляемых к свариваемому или наплавляемому изделию.
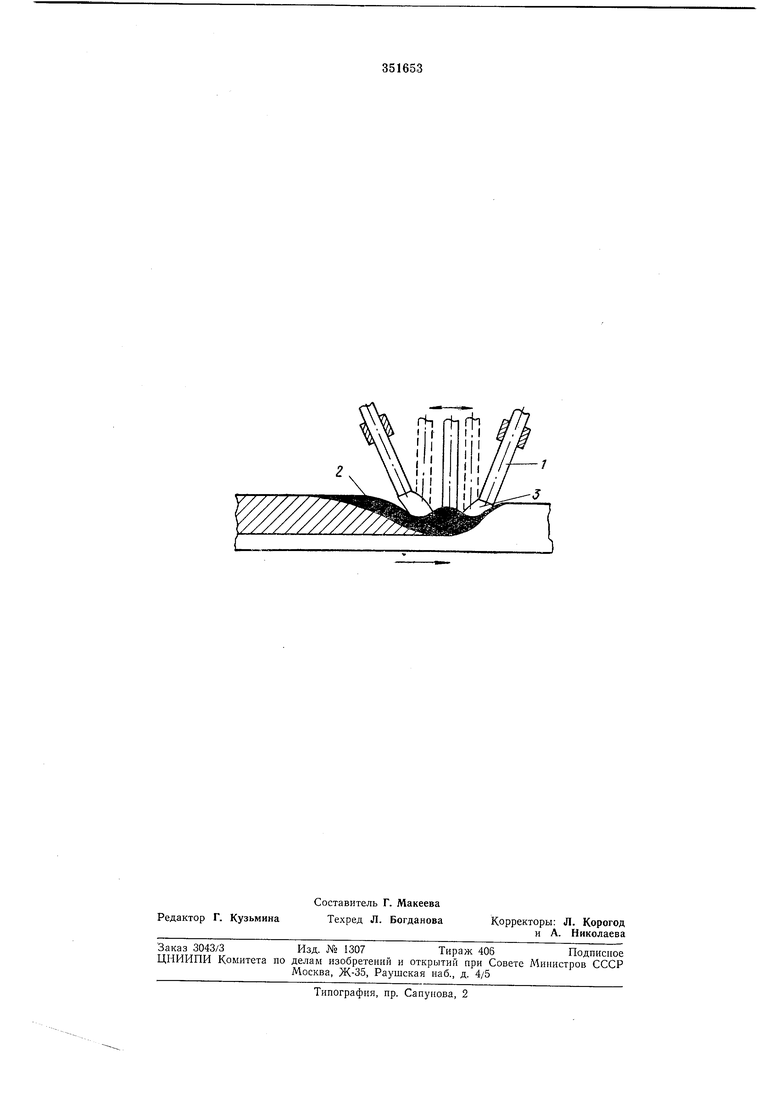
Изобретение поясняется чертежом.
Между двумя дугами /, горяшими в общей ванне 2, подается присадочная проволока 3.
В процессе сварки присадочная проволока колеблется вдоль оси шва, попеременно попадая в зону горения каждой дуги, что позволяет повысить скорость ее плавлеиня, а следовательно, и увеличить количество наплавленного металла.
Еше большее количество наплавленного металла можно получить, если при попадании присадки в зону дуги осуществлять выдержку времени.
Предмет изобретения
Способ двухдуговой сварки с подачей присадочной проволоки между дугами, отличающийся тем, что, с целью повышения производительности процесса и качества соединения, присадочной проволоке сообщают колебания вдоль продольной оси шва с амплитудой, равной не более половины расстояния между дугами.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДУГОВОЙ СВАРКИ | 1993 |
|
RU2049620C1 |
| Способ односторонней двухдуговой сварки неплавящимися электродами | 1986 |
|
SU1449274A1 |
| Способ двухдуговой сварки и наплавки плавящимися электродами | 1990 |
|
SU1731508A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРПУСОВ СНАРЯДОВ | 2008 |
|
RU2384383C1 |
| СПОСОБ ВЫСОКОПРОИЗВОДИТЕЛЬНОЙ АВТОМАТИЧЕСКОЙ ДУГО-КОНТАКТНОЙ НАПЛАВКИ ПОД ФЛЮСОМ С ПОПЕРЕЧНЫМИ КОЛЕБАНИЯМИ ПРИСАДОЧНОЙ ПРОВОЛОКИ | 2015 |
|
RU2613800C2 |
| СПОСОБ ДУГОВОЙ СВАРКИ | 1988 |
|
SU1559567A1 |
| Способ дуговой сварки под флюсом с дополнительной присадкой | 2020 |
|
RU2735084C1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| Способ дуговой сварки и устройство для его осуществления | 1988 |
|
SU1574391A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ НАПЛАВКОЙ ПОВЕРХНОСТЕЙ КАТАНИЯ | 1997 |
|
RU2143962C1 |