Устройство для формовки и сварки особотонкостенных труб предназначено для авиационной промышленности и .может использоваться на предприятиях, занимающихся производсгво.м сварных особотонкостенных труб (с .продольным осевым :или .винтовым швом), гибких металлических рукавов, компенсаторов и сильфонов.
Известные устройства для фО|р1м.ир|0|ва:ния и сварки особотонкостенных труб с винтовым швом предусматривают, что лента,- откалиброванная по шир.ине, натягивается на шаговую оправку, снабженную подвижными секторами, и сваривается в трубу. В процессе формования трубы из ленты большая часть подвижных секторов двигается в направлении осевой подачи трубы, опираясь на внутреннюю поверхность последней и перемещая ее в результате -натяга по диаметру. Часть подвил ных секторов шаговой оправки движется, скользя по внутренней поверхности трубы против ее осевого перемещения.
Целью изобретения является повышение качества выпускаемых особотонкостенных труб путем ликвидации контакта внутренней поверхности свариваемой трубы и секторов шаговой o-npaiBKiH, движущихся пропив осевого перемещения трубы, обеспечение возможности качественной сварки особотонкостенных труб как больших, так и малых диаметров; применение настоящего устройства для сварки особотонкостенных труб как с винтовым, так и с продольным (осевым) распололсением сварного шва.
В устройстве для формовки и сварки особотонкостенных труб сектор шаговой оправки, двигающ.ийся против осевого пере.мещения трубы (любой из сектор.ов, но калсдый1в авоеврбмя по заданному закону) выполнен западающим
в продольный осевой паз внутреннего барабана оправки. За счет пружины происходит размыкание контакта внутренней поверхности свариваемой особотонкостен-ной трубы и сектора. Для достаточного сцепления в.нутренне1 1
поверхности особотонкостенной трубы с ведущими секторами оправюи при западании поочередио возвращающихся в исходное положение секторов, верхняя накладка выполиема подпружиненной (западающий сектор не плюет .контакта с :В,нутренней поверхностью свар; ваемой трубы). Для сварки труб как больших, так и 1малых диа-метров, верхняя накладка выполнена сменной. При сварке особотонкостенных труб с продольным
(осевым) щвом приводится во вращение внутренний барабан, сообщающий секторам вочвратно-поступательное движение и обеспечивающий западание последних при возвращении их в исходное положение. Наружный бапродольных (осевых) пазах, -остается неподвпжны.м. Свернутая в трубу лента че.рез ф|ильеру (вдоль оси опращки. П.р,и Оварке о;ооботс1н1косте.;:1ных труб с иинтМвы.м рйюположеиием сварного шва одновременно приводятся ВО вращение )внутренний я наружный барабалы, то есть дополнительно 1вр:ащается наружный барабан, (Который натаскивает откалиброванную по ширине ленту на шаговую оправку. Лента поступ-ает на оправку сбоку ПОД определенным углом.
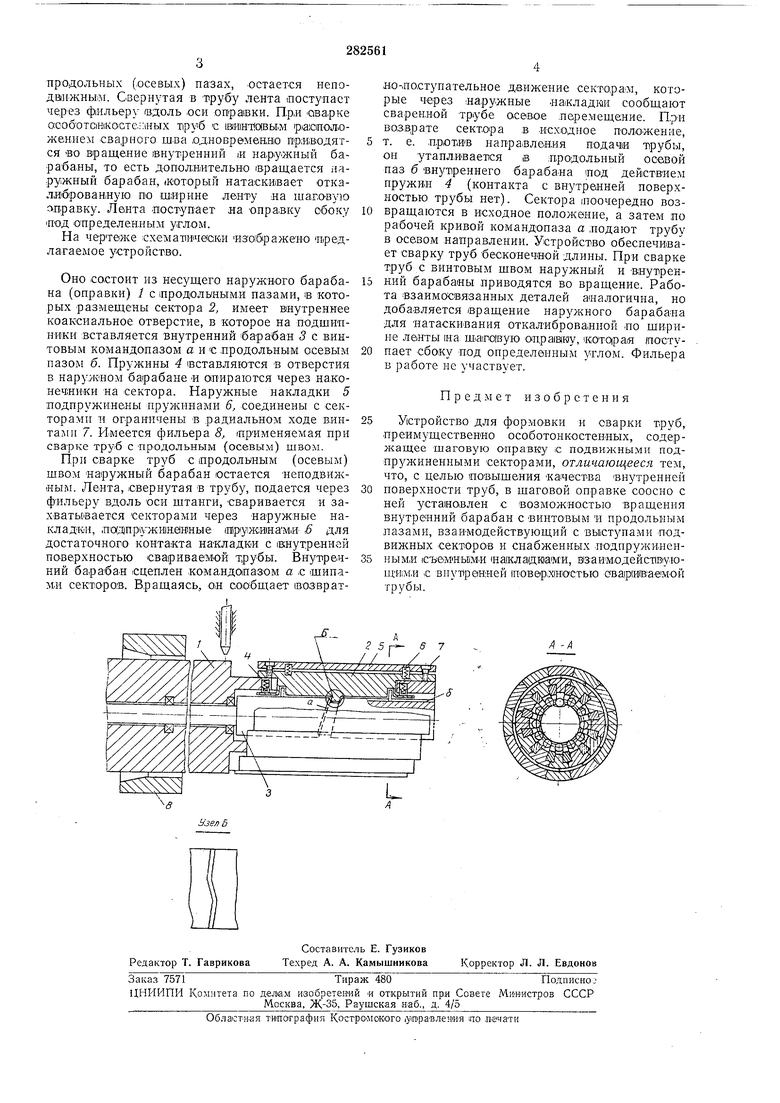
На чертеже схема-11иче1ски изображено П|редлагаемое устройство.
Оно состоит из несущего наружного барабана (оправки) 1 с лродольнымн пазами, в которых размещены сектора 2, имеет внутреннее коаксиальное отверстие, в которое на подшипники вставляется внутренний барабан 3 с вннтовым командоиазом с и с продольным осевым пазом б. Пружины 4 вставляются в отверстия Б наружном барабане « опираются через наконечники на сектора. Наружные накладки 5 подпружинены пружинами 6, соединены с секторами и ограничены в радиальном ходе в.интат н 7. Имеется фильера 8, (применяемая при сварке труб с продольным (осевым) швом.
Прп сварке труб с продольным (осевым) швом наружный барабан остается неподвиж,ный. Лента, свернутая в трубу, подается через фильеру вдоль оси штанги, сваривается и захватывается секторами через наружные накладк1И, ,п0 Д|Пр1ужи1н.ан1ные йружинаМИ 6 для достаточного контакта накладки с внутренней поверхностью свариваемой трубы. Внутренний барабан сцеплен командопазом а с шипам.и секторов. Вращаясь, он сообщает шозврато-лоступательное движение сектора м, которые через наружные аа ладии сообщают сваренной трубе осевое .перемещение. П.рн возврате сектора в исходное положение,
. е. протяВ направлеаня подачи трубы, он утапливается в .продольный осевой паз б внутреннего барабана иод действием пружин 4 (контакта с внутренней поверхностью трубы нет). Сектора поочередно возвращаются в исходное положение, а затем по рабочей кривой командопаза а лодают трубу в осевом направлении. Устройство обеспечивает сварку труб бесконечной длины. При сварке труб с винтовым швом наружный и внутренНИИ барабаны .приводятся во вращение. Работа взаимосвязанных деталей аналогична, но добавляется вращение наружного барабана для натаскивания откалнброванной по ширине ленты |на Ша1го|вую onpaiHKiy, (которая лоступает сбоку под определенным углом. Фильера в работе не участвует.
Предмет изобретения
Устройство для формовки и сварки труб, преимущественно особотонкостенных, содержащее шаговую Оправну с подвижными подпружиненными секторами, отличающееся тем, что, с целью повыщения качества внутренней
поверхности труб, в щаговой оправке соосно с ней установлен с возможно.стью вращения внутренний барабан с винтовым и продольным пазами, взаи-модействующий с выступами подвижных секторов и снабженных .подпру жиненными съемными щакладюами, взаиэдодейст1В ую пхим.и € внутренней |повер,х(ностью ова р1И1вае мой трубы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для формовки и сварки особотонкостенных труб | 1980 |
|
SU889184A1 |
| УСТАНОВКА ДЛЯ СВАРКИ ТОНКОСТЕННЫХ СПИРАЛЬНОШОВНЫХ ТРУБ | 1972 |
|
SU422493A1 |
| Устройство для изготовления спиральношовных труб | 1980 |
|
SU935155A1 |
| Устройство для формовки и сварки прямошовных особотонкостенных труб | 1981 |
|
SU997896A1 |
| Устройство для формовки спиральношовных труб | 1982 |
|
SU1017403A1 |
| ФОРМУЮЩЕЕ УСТРОЙСТВО | 1972 |
|
SU324087A1 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ ОСОБОТОНКОСТЕННЫХ ПРЯМОШОВНЫХ ТРУБ | 1969 |
|
SU250101A1 |
| Устройство для изготовления сварных труб со спиральным швом | 1984 |
|
SU1146116A1 |
| Установка для сварки сильфонов | 1982 |
|
SU1069970A1 |
| Устройство для формовки спиральношовных сварных труб | 1981 |
|
SU1026886A1 |
г 5 г / / 57 /./
