Известен электроискровой станок для изготовления деталей, например, с контурами, образованными сочетанием прямых линий и дуг окружностей, электродом-проволокой, проходящим через направляющие губки, закрепленные на звеньях, связанных с механизмом перемещения электрода-проволоки по обрабатываемому контуру.
Целью изобретения является изготовление контуров с наклонной образующей, например, матриц вырубных щтампов. Это достигается тем, что звенья предлагаемого станка снабжены регулируемыми эксцентриками, закрепленными на общей оси, установлепной на задающем звене механизма перемещения электрода-проволоки с возможностью поворота.
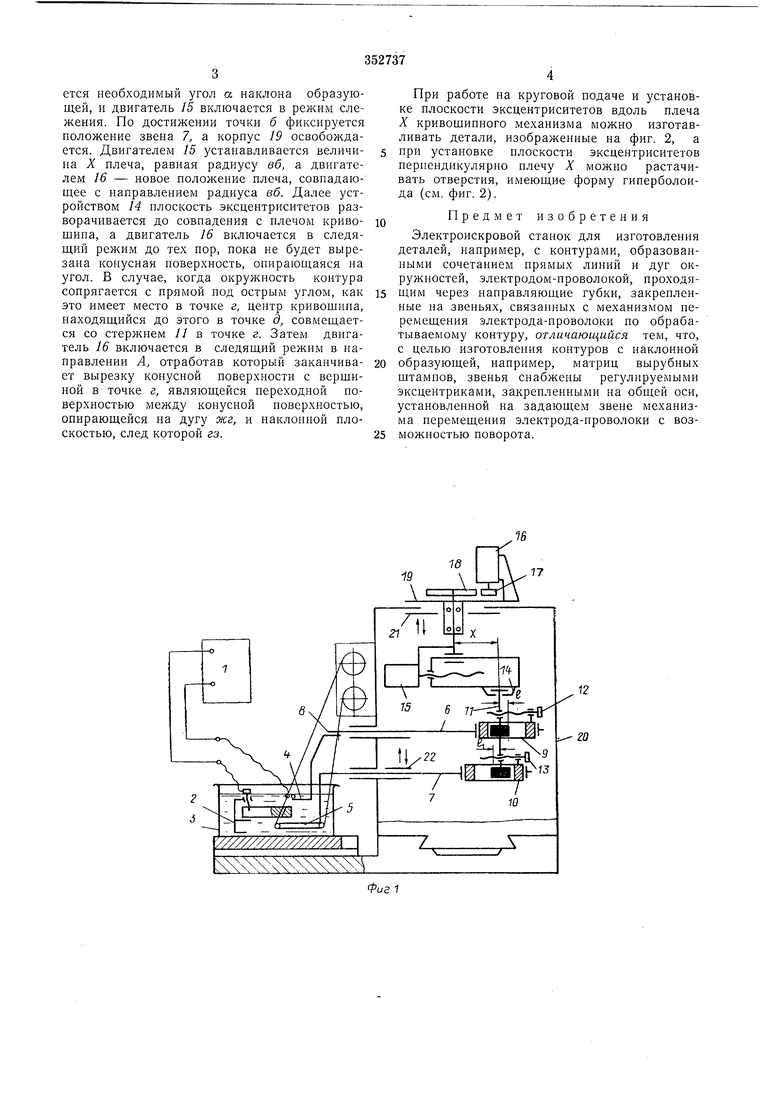
На фиг. 1 изображена кинематическая схема описываемого станка; на фиг. 2 - схема установки эксцентриков; на фиг. 3 - обрабатываемая деталь.
Источник / питания одной клеммой соединен с деталью, установленной на столе 2 в ванне 3, а другой - с губками 4 и 5 устройств для направления электрода-проволоки. Последние расположены на исполнительных звеньях б и 7 механизмов плоскопараллельного поступательного движения. Губка 4 имеет приспособление 8 для фиксации ее на корпусе станка, а звенья - эксцентрики 9
и 10. Величина эксцентриситета эксцентриков регулируется относительно стержня Л винтами 12 и 13. Стержень // устанавливается на задающем звене кривошипного механизма при помощи поворотного устройства 14. Величина плеча X кривощипного механизма может изменяться двигателем 15, а угловое направление его - двигателем 16 через шестерни 17 и 18.
Корпус 19, в котором смонтирован кривошипный механизм с приводами, установлен на верхней плоскости корпуса 20 станка подвижно и может располагаться в любом месте
в пределах отверстия, имеющегося в плоскости. Звено 7 и корпус 19 имеют устройства 21 и 22 для фиксирования достигнутого положения. Станок работает следующим образом.
Перед началом вырезания стержень // совмещается с осью кривошипного механизма, а величина эксцентриситетов е и ei сведена к нулю. Направление плеча кривошипа совмещается с направлением аб контура, а
плоскость, в которой расположены эксцентриситеты, при помощи устройства 14 установлена перпендикулярно плечу кривошипа. Устройством 21 фиксируется положение корпуса 19, а устройство 22 освобождает звеется необходимый угол а наклона образующей, и двигатель 15 включается в режим слежения. По достижении точки б фиксируется положение звена 7 а корпус 19 освобождается. Двигателем 15 устанавливается величина X плеча, равная радиусу вб, а двигателем 16 - новое положение плеча, совпадающее с направлением радиуса вб. Далее устройством 14 плоскость эксцентриситетов разворачивается до совпадения с плечом кривошипа, а двигатель 16 включается в следящий режим до тех нор, пока не будет вырезана конусная поверхность, опираюпдаяся на угол. В случае, когда окружность контура сопрягается с прямой под острым углом, как это имеет место в точке г, центр кривошипа, находящийся до этого в точке д, совмещается со стержнем 11 в точке г. Затем двигатель 16 включается в следящий режим в направлении А, отработав который заканчивает вырезку конусной поверхности с вершиной в точке г, являющейся переходной поверхностью между конусной поверхностью, опирающейся на дугу жг, и наклонной плоскостью, след которой 23.
При работе на круговой подаче и установке плоскости эксцентриситетов вдоль плеча X кривошипного механизма можно изготавливать детали, изображенные на фиг. 2, а при установке плоскости эксцентриситетов перпендикулярно плечу X можно растачивать отверстия, имеющие форму гиперболоида (см. фиг. 2).
Предмет изобретения
Электроискровой станок для изготовления деталей, например, с контурами, образованными сочетанием прямых линий и дуг окружностей, электродом-проволокой, проходящим через направляющие губки, закрепленные на звеньях, связанных с механизмом перемещения электрода-проволоки по обрабатываемому контуру, отличающийся тем, что, с целью изготовления контуров с наклонной образующей, например, матриц вырубных штампов, звенья снабжены регулируемыми эксцентриками, закрепленными на общей осн, установленной на задающем звене механизма перемещения электрода-проволоки с возможностью поворота.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРОИСКРОВОЙ СТАНОКliAiEtiiiU]":L^id; .'(. 'л:Щ БИ5 | 1972 |
|
SU343811A1 |
| СТАНОК-КАЧАЛКА | 1995 |
|
RU2105197C1 |
| СТАНОК ДЛЯ ЭЛЕКТРОИСКРОВОГО ВЫРЕЗАНИЯОТВЕРСТИЙ | 1971 |
|
SU430980A1 |
| ЭКСЦЕНТРИКОВЫЙ ШАТУН | 1999 |
|
RU2178106C2 |
| ФРЕЗЕРНЫЙ СТАНОК | 1994 |
|
RU2082602C1 |
| Привод подачи фрезерного станка для обработки вафельной конструкции обечайки | 2024 |
|
RU2824782C1 |
| Система числового программногоупРАВлЕНия элЕКТРОэРОзиОННыМ CTAHKOM | 1979 |
|
SU798723A1 |
| Зубодолбежный станок | 1986 |
|
SU1518092A1 |
| МАНИПУЛЯТОР ДЛЯ ПЕРЕДАЧИ ИЗДЕЛИЙ | 2007 |
|
RU2356725C1 |
| Станок для изготовления шплинтов | 1945 |
|
SU68568A1 |

7 1
12
го
10
