1
Изобретение относится к электроискровым станкам, работающим по принципу вырезания электродом-проволокой, перематывающейся в процессе обработки, и может найти применение при изготовлении отверстий любой конфигурации не только с параллельными гранями, но и с конусностью.
Известен электроискровой станок для обработки отверстий с конусностью, в котором обработка конуса с любым углом обуславливает поворот вокруг полюсной точки и аксиальную перестановку направляющих планок с опорными поверхностями, по которым скользит электрод-проволока, с помощью двух приводных электродвигателей, работающих от пульта программного управления.
Однако в известном станке пульт программного управления, специально предназначенный для накопления, увеличивает потребляемую мощность, габариты и стоимость. Кроме того, этот станок имеет единственный способ задания профиля обрабатываемой детали - с помощью пантографа, а также копир и контактный датчик, обкатывающийся по копиру. Так как датчик копирного устройства разбит только на 36 контактных сегментов, то нельзя получить эквидистантный профиль основания конуса - оно получится граненым. Во время установки заданного угла задерживается обработка детали по контуру,
что вызывает разбивку поверхности отверстия.
Цель изобретения - обработка отверстия конусной формы без специального программного устройства и без необходимости разбивки обрабатываемого отверстия на определенное количество сегментов.
Это достигается тем, что в предлагаемом станке направляющие планки закреплены на
приводимых в синхронное вращение соосно установленных щпинделях с возможностью установочного перемещения их опорных поверхностей в плоскости, проходящей через ось щпинделя.
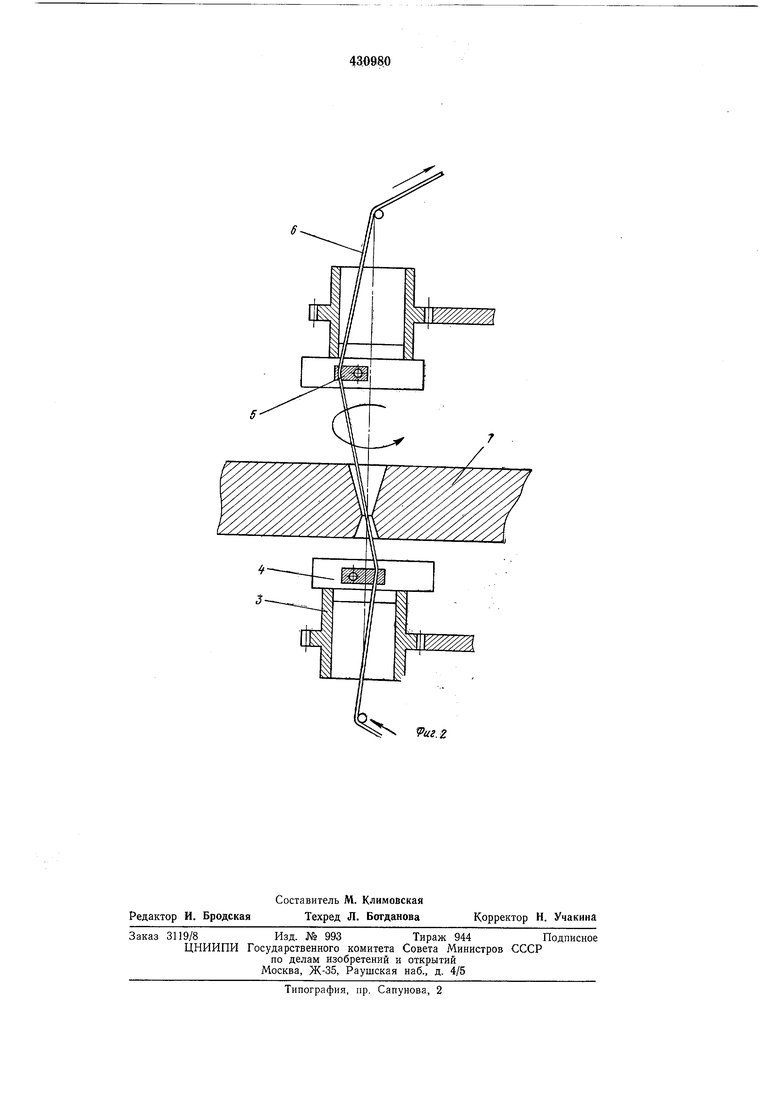
Одна из направляющих планок или обе устанавливаются со сдвигом их опорных поверхностей для электрода-проволоки по отношению к оси вращения. При одновременном вращении направляющих планок н протягивании по их опорным поверхностям электрода-проволоки с помощью известных механизмов перемотки и натягивания электрод-проволока в первом случае описывает в пространстве фигуру конусной формы, верщина
которой находится у нижней направляющей планки, опорная поверхность которой совпадает с осью вращения, а основание - у верхней планки, ее опорная поверхность смещена от оси. В случае, когда обе планки смещены
в противоположные от оси стороны, электродпроволока описывает в пространстве фигуру двоякого конуса с общей точкой противорасположенных вершин.
При подаче напряжения на электрод-проволоку и заготовку и движении заготовки в сторону вращающегося электрода-проволоки в заготовке образуются выемки конусной формы. Заготовка как обычно расположена в ваине с диэлектрической жидкостью, а ванна размещена на координатном столе, получающим движение любым известным способом, например, от пантографа по копиру, фотоэлектронной системы, пульта цифрового программного управления и т. п.
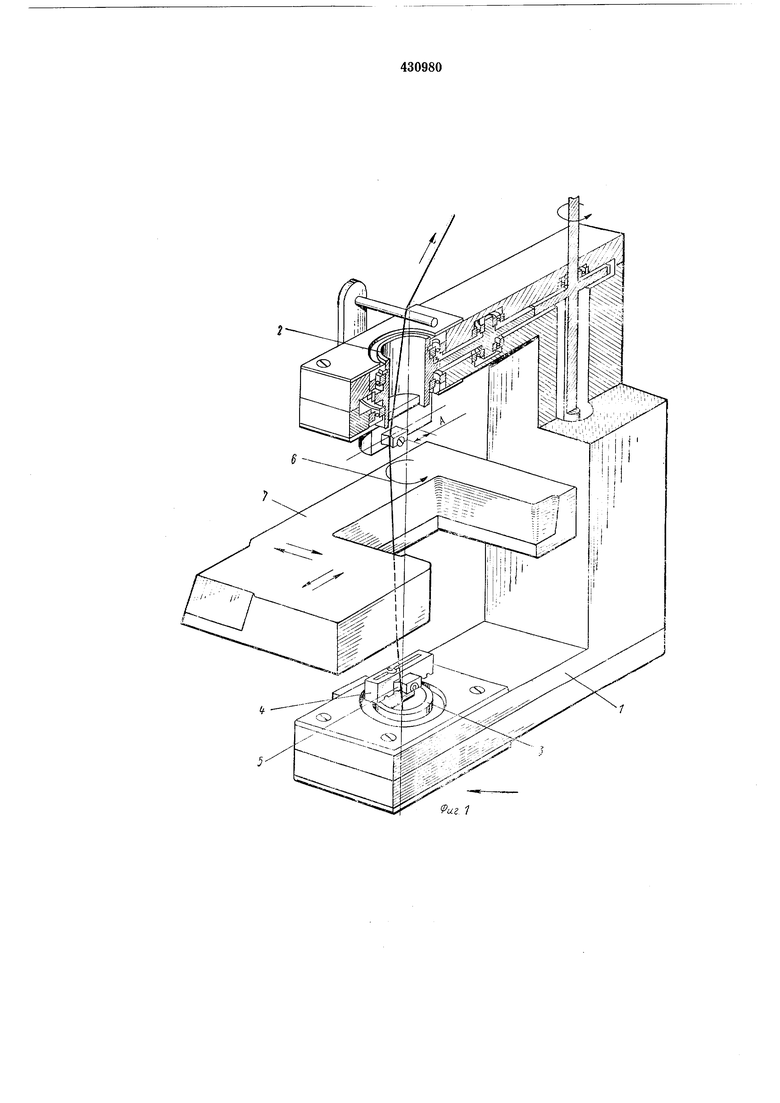
На фиг. 1 изображена схема предлагаемого электроискрового станка, на котором обрабатываемая деталь показана условно расположенной в ванне с диэлектрической жидкостью, установленной на программном координатном столе; на фиг. 2 - схема образования отверстия с двояким конусом.
Станок включает вал, установленный в корпусе I. Вал передает вращательное движение от двигателя с помощью зубчатых передач на два щпинделя - верхний 2 и нижний 3. Корпус крепится с помощью кронштейна на станину станка (не показано). На шпинделях, вращающихся соосно, установлены рейки 4, на которых закреплены направляющие планки 5 с опорными поверхностями для электрода-проволоки. Планки выполнены в виде призм из износоустойчивой керамики. С помощью крепежных винтов и овальных пазов в рейках 4 направляющие планки могут быть установлены так, чтобы их опорные поверхности были сдвинуты от оси на определенный эксцентриситет или совпадали с осью вращения. На фиг. I показана верхняя направляющая . планка, сдвинутая на величину А, а нижняя - совпадает с осью, что соответствует образованию конуса с вершиной внизу и основанием диаметра 2 А вверху. При одновременном синхронном вращении щпинделей с электродом-проволокой 6 и подачей заготовки 7 в ней образуется конусное отверстие, согласно заданной программной конфигурации.
Скручивание электрода-проволоки при этом не происходит, так как она не вращается
вокруг своей оси, а направляющие планки оборачиваются вокруг нее, и незначительное истирание ее вследствие трения об опорную поверхность (грань призмы) компенсируется постоянным обновлением благодаря перемотке.
На предлагаемом станке можно обработать, например, развал в матрицах вырубного штампа с точной эквидистантностью относительно основного профиля, используя ту же
программу и обрабатывая по необходимости верхнюю или нижнюю кромку отверстия с параллельными сторонами. Можно обработать, например, фильеры с двояким развалом обеих сторон.
Предмет изобретения
Станок для электроискрового вырезания отверстий перематываемым электродом-проволокой, скользящим по опорным поверхностям направляющих планок, расположенных по обе стороны обрабатываемой детали, установленной на координатном столе, отличающийся тем, что, с целью обеспечения возможности обработки отверстий конусной
формы, направляющие планки закреплены на приводимых в синхронное вращение соосно установленных шпинделях с возможностью установочного перемещения их опорных поверхностей в плоскости, проходящей через
ось шпинделей.
Vui.Z
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для электроискрового вырезаниящЕлЕй | 1979 |
|
SU837709A1 |
| Устройство для электроэрозионной обработки проволочным электродом- инструментом | 1977 |
|
SU738814A1 |
| СПОСОБ ЭЛЕКТРОИСКРОВОЙ ОБРАБОТКИ МЕТАЛЛОВ | 1948 |
|
SU74965A1 |
| Станок для электроэрозионной обработки проволочным электродом-инструментом | 1981 |
|
SU1068248A1 |
| Гибкий производственный модуль | 1988 |
|
SU1593915A1 |
| Станок типа лобзикового | 1968 |
|
SU413730A1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ ЗАПРАВКИ ЭЛЕКТРОДА-ПРОВОЛОКИ В ЭЛЕКТРОЭРОЗИОННЫХ ВЫРЕЗНЫХ СТАНКАХ | 1995 |
|
RU2094186C1 |
| Станок для электроэрозионной обработки деталей непрофилированным электродомпроволокой | 1963 |
|
SU208850A1 |
| Направляющее устройство для проволочного электрода | 1977 |
|
SU738813A1 |
| Станок для механической обработки | 1987 |
|
SU1512707A1 |