11
Изобретение относится к литейному производству, а именно к способам разливки металла с магнитодинамичес- ким насосом.
Цель изобретения - повышение точности дозирования металла, улучшение его кач-ества и снижение угара.
Пример. Способ осуществляют в магнитодинамическом насосе с Ш-об- разным каналом МДН-6А.
В тигель насоса заливают алюминиевый сплав АЛ-9 с температурой . Через понижающие трансформаторы включают индукторы на равные по величине напряжения. Фаза напряжения первого индуктора соответствует фазам АВ трехфазной питающей сети. На второй индуктор подают напряжение от пони.жающего трансформатора, первичную обмотку которого запитывают от вторичной обмотки фазорегулятора типа ФРО-72А, подключенного к фазам АС, и обеспечивающего возможность варьирования фазы питающего напряжения индуктора. При совпадении фаз входного и выходного напряжений на ФРО, напряжение питания первого индуктора опережает по фазе напряжение питания второго индуктора на 60. .
Для управления исходным -уровнем металла в сливном металлопроводе на электромагнит подают напряжение, равное дпя данной установки 0,1-0,2 номинального, получаемое запитываьшем трансформатора электромагнита от вторичной обмотки трансформатора первог индуктора. Таким образом, фаза напряжения питания электромагнита совпадает с фазой напряжения питания пер- вого индуктора.
При взаимодействии внешнего магнитного поля, создаваемого электромагнитом, с электрическим током, растекающимся в области рабочей зоны, возникает система электромагнитных сил F и Гл, величина каждой из ко- .торых определяется соотношением
(
где Ig - составляющие тока в витке; В - индукция внешнего магнитного поля.
Сила F , образующаяся при взаимодействии внешнего магнитного поля .с составляющей тока, замыкающегося по центральному вертикальному участку канала, .обеспечиэ ет циркуляционное движение сплава при установленном металлопроводе вдоль горизонтального
Q
5
0 5 0
5 0
5
0
участка канала. Скорость металла на выходе из бокового участка канала не превьш1ает 0,06-0,07 м/с, восходящий поток металла не разрушает окисную пленку на поверхности сплава. Это улучшает качество выплавляемого металла и снижает его угар.
Сила F)j , образующаяся при взаимодействии внешнего магнитного поля с составляющей тока, направленной вдоль горизонтального участка канала, частично компенсирует втягивание металла в центральный канал вследствие реакции якоря и обеспечивает создание тождественных исходных уровней металла в сливном металлопроводе; в любой момент времени уровень металла в сливном металлопроводе на 20-40 мм ниже уровня металла в тигле.
Это исключает возможность изменения гидравлического сопротивления металлопроврда вследствие намораживания металла на стенках. Снижение уровня металла в сливном металлопроводе более, чем на 40 мм, приводит к оголению дросселирующего отверстия металлопровода и засорению его шлаком и окислами.
Регулирование температуры металла в тигле осуществляют отключением второго индуктора, питаемого напряжением отстающей фазы. При этом, величина тока в канале уменьшается и соответственно уменьшается эффект втягивание металла, вследствие реакции якоря. Однако, за счет увеличения угла сдвига фаз между током в канале и индукцией внешнего магнитного поля, величина электромагнитной силы F также уменьшается,что обеспечивает поддержание уровня металла в сливном металлопроводе в заданных пределах (т.е. на 20-40 мм ниже уровня метал ла в тигле).
Для разливки металла переключают второй индуктор на фазы АВ трехфазной
,сети, а первичную обмотку трансформатора электромагнита включают на напряжение фаз ЕС (или во). Требуемый расход устанавливают выбором ступени напряжения вторичной обмотки трансформатора электромагнита.
За счет создания тождественных уровней металла в сливном металлопроводе перед процессом разливки повышается стабильность и точность процесса дозирования.
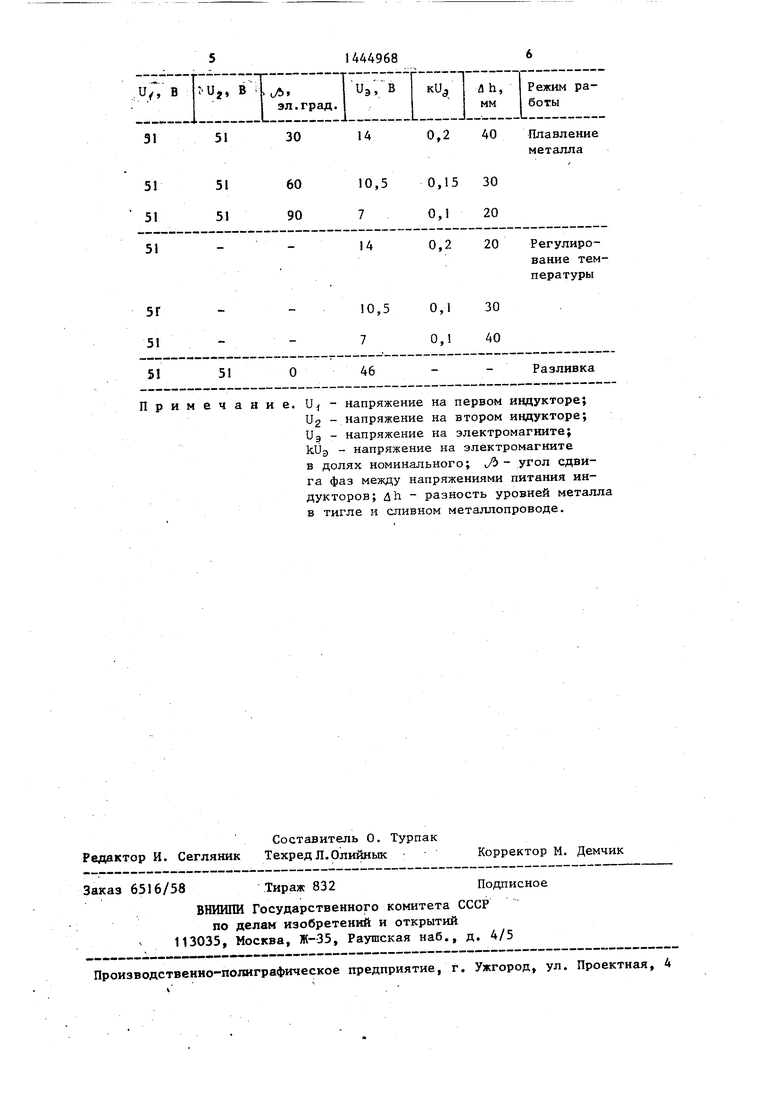
Реалыие параметры выполнения способа приведены в таблице.
Номинальное напряжение электромагнита 70 В. Максимальный уровень ме- талла в тигле 410 мм, минимальный уровень металла в тигле 80 мм.
теплопотери в центральном канале превьшает выделяемую мощность, что приводит к частичной или полной кристаллизации металла на это участке.
выделяемая в центральном участке канала модность значительно превышает теплопотери, что приводит к перегреву сплава, после включения электромагнита возникает интенсивное движение металла по горизонтальному и боковым вертикальным участкам канала, и восходящие пото- ки металла разрушают окисную пленку на поверхности сплава в тигле.
При включении электромагнита, в период плавления металла на напряжение меньше 0,1 номинального, уровень металла в сливном металлопроводе уменьшится более, чем на 40 мм, что вызовет засорение дросселирующего отверстия металлопровода при уровне металла в тигле, близком к техноло- гическому остатку. Если же напряжени на электромагните превысит 0,2 номинального, то уровень металла в сливном металлопроводе превьш1ает уровень металла в тигле, что приводит к на
мерзанию металла на стенках металло- ( провода.
Применение изобретения позволяет повысить стабильность процесса дозирования металла; за счет исключения
.намораживания металла на стенках металлопровода и засорения его дросселирующего отверстия, снизить на 30-40% погрешность дозирования малых порций алюминиевых сплавов за счет создания тождественных исходных уровней металла в сливном металлопроводе перед разливкой, повысить качество металла в печи и снизить его угар с 1,5-2% до 0,5%, за счет уменьшения окисления сплава в период выдержки в печи перед разливкой.
Формула изобретения
Способ плавки и разливки металла магнитодинамическим насосом с Ш-об- разным каналом и дросселирующим отверстием в сливном металлопроводе, при котором в период плавки на оба индуктора подают напряжения, сдвинутые по фазе, а в период разливки на индукторах - совпадающие по фазе и сдвинутое по фазе напряжение на элек тромагнит, отличающийся тем, что, с целью повьшения точности дозирования металла, улучшения его качества и снижения угара, в период плавки дополнительно подают напряжение на электромагнит, совпадающее по фазе с напряжением индуктора, включенного на опережающую фазу, контролируют уровень металла в сливном металлопроводе и поддерживают этот уровень вьш1е дросселирующего отверст тия и ниже уровня металла в ванне изменением напряжения на электромагните.
Примечание. напряжение на первом индукторе;
Ug - напряжение на втором индукторе; Ug - напряжение на электромагните; kUg - напряжение на электромагните в долях номинального; Jb - угол сдвига фаз между напряжениями питания индукторов; 4h - разность уровней металла в тигле и сливном металлопроводе.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ дозирования жидкого металла | 1988 |
|
SU1719155A1 |
| Индукционная канальная печь и способ плавки металла | 1977 |
|
SU965319A2 |
| Магнитодинамическая раздаточная печь | 1981 |
|
SU984667A1 |
| Индукционная печь | 1971 |
|
SU515926A1 |
| Устройство для заливки металла | 1979 |
|
SU854587A1 |
| Устройство для разливки и дозирования жидкого металла | 1981 |
|
SU1018797A1 |
| Устройство для порционной разливкиМЕТАллА | 1977 |
|
SU660342A1 |
| Устройство для разливки металла | 1986 |
|
SU1388181A1 |
| Устройство для дозирования жидкого металла | 1979 |
|
SU928804A1 |
| Устройство для разливки металла | 1981 |
|
SU1014650A1 |
Изобретение относится к электротехнике. Цель - повьшение точности дозирования металла, улучшение его качества и снижение угара. В установке для плавки и разливки металла с магнитодинамическим насосом с Ш-об- разным каналом и дросселирующим отверстием в сливном металлопроводе в период плавки на оба индуктора подают напряжения, сдвинутые по фазе, а в период разливки на индукторах - совпадающее по фазе, и сдвинутое по фазе - на электромагнит. Б период плавления включают электромагнит на напряжение 0,1-0,2 номинального напряжения индуктора на опережающей фазе. Это исключает намораживание металла на стенках металлопровода и дроссели-. рующего отверстия, снижает на 30-40% погрешности дозирования малых порций алюминиевых сплавов за счет создания отождествленных исходных металла в сливном металлопроводе перед разливкой. За счет уменьшения окисления сплава в период выдержки в печи перед разливкой повышается качествх металла в печи и снижается его угар до 0,5%. 1 табл. с б (Л
| СПОСОБ РАЗЛИВКИ МЕТАЛЛА | 0 |
|
SU358070A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Способ плавки металлов в индукционной канальной печи | 1980 |
|
SU923017A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
