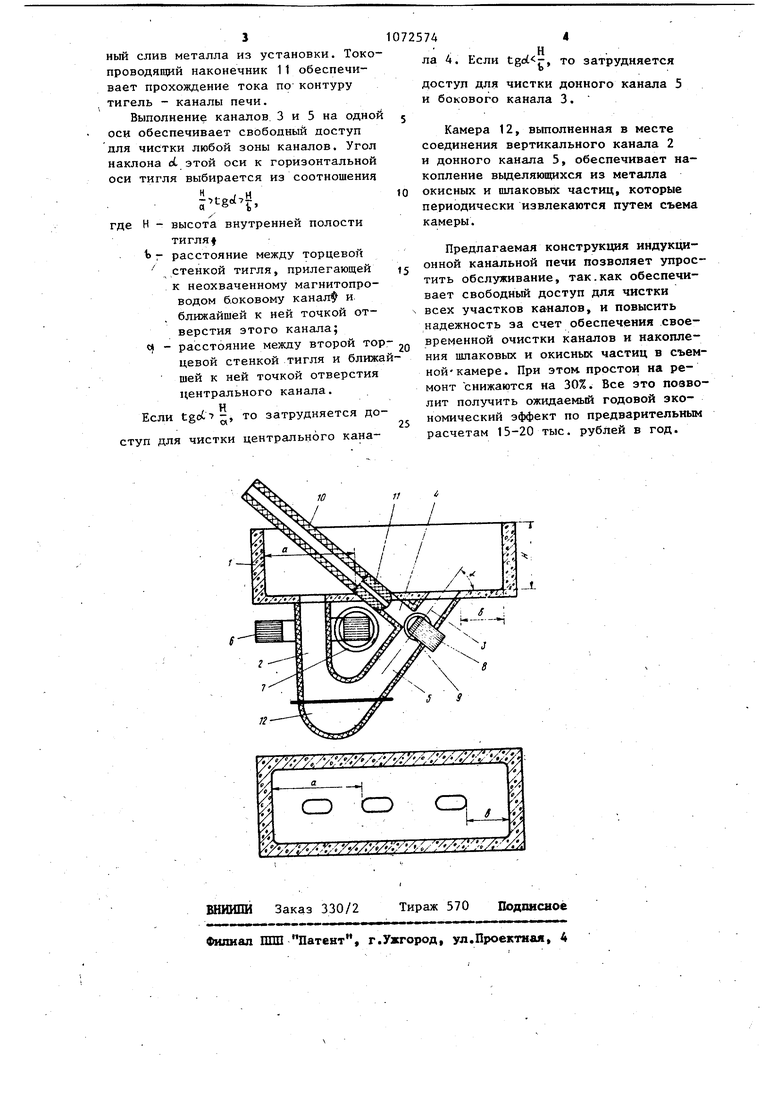
1 Изобретение относится к металлур гии, э частности к индукционным канальным печам для плавления, обра -ботки и разливки жидкого металла. Известна индукционная канальная печь для плавления, обработки и раз ливки жидкого металла, емкость для металла, три сообщающиеся с емкость канала, соединенные между собой горизонтальным каналом и замкнутый и разомкнутый магнитопроводы, питаемые переменным током ОЗ. Однако известная печь из-за слож ности конфигурации каналов не обеспечивает проведения качественной очистки каналов от окисных и шлаковых частиц, что усложняет обслужива ние печей. Известна индукционная канальная печь для плавления,обработки и разливки жидкого металла, являкщаяся наиболее близким к предлагаемой кон струкции техническим решением, соде жащим тигель, в донной части которо го установлены два боковых и центральный каналы, связанные между собой донным каналом, расположенным перпендикулярно центральному каналу замкнутый вокруг одного из боковых каналов магнитопровод с обмоткой, питаемой переменным током, и разомк нутый магитопровод с обмоткой, питаемой током той же частоты, охваты вающий участок соединения донного и центрального каналов, сливной металлопровод С2. Недостатком известной индукционной печи является сложная конфигурация каналов, затрудняющая возможность очистки боковых и особенно дон ного каналов от окисных и пшаковых частиц, образующихся приработе устройства. Кроме того, накопление их на стенках приводит к зарастанию каналов, что снижает надежность работы устройства. Цель изобретения - упрощение обслуживания и повьш1ение надежности устройства. Цель достигается тем, что в индукционной канальной печи для плавления донный и неохватываемый магни топроводом боковой каналы имеют про дольные оси, расположенные на одной прямой, которая наклонена к плоскос 74 ти днища под углом, выбираемым из соотношения .t otc-l где об угол наклона оси каналов к плоскости днища; высота внутренней полости тигля; расстояние между торцовой стенкой тигля, .прилегающей к неохваченному магнитопроводом боковому каналу и ближайшей к ней точкой отверстия этого канала; расстояние между второй торцовой стенкой и ближайшей к ней точкой отверстия центрального канала. Кроме того, место соединения охваченного магнитопроводом бокового и донного каналов выполнено в виде съемной камеры. На чертеже изображена предлагаемая индукционная канальная печь. Печь состоит из тигля 1, двух боковых каналов 2 и 3, центрального канала 4 и донного канала 5. Канал 2 охвачен замкнутым магнитопроводом 6 и катушкой 7. В месТе соединения каналов 3-5 установлен электромагнит 8 с двумя катушками 9. В устье канала 4 установлен металлопровод 10 с токопроводящим наконечником 1.1. Место соединения бокового канала 2 и донного канала 5 может быть выполнено в виде съемной камеры 12. Устройство работает следующим образом. В тигель 1, в сообщающиеся с ним каналы 2-6 заливают жидкий металл. При включении магнитопровода 6 с катушкой 7 в жидком металле, образующем короткозамкнутый виток, индуктируется ток. Взаимодействие электрического тока с магнитным потоком, создаваемым электромагнитом 8, обуславливает возникновение электромагнитной силы, приводящей в движение металл. При снятом металлопроводе 10 . струя металла, поступающего из канала 4, вызывает перемешивание расплава в тигле, обеспечивая гомогенизацию температуры и химического состава сплава. При установке металлопровода 10 над устьем канала 4 обеспечивается регулируемьш непрерывный или дискретньй слив металла из установки. Токо проводящий наконечник 11 обеспечивает прохождение тока по контуру тигель - каналы печи. Выполнение каналов 3 и 5 на одно оси обеспечивает свободный доступ для чистки любой зоны каналов. Угол наклона А этой оси к горизонтальной оси тигля выбирается из соотношения J tgcf7, где Н - высота внутренней полости тигляf г расстояние между торцевой стенкой тигля, прилегающей к неохваченному магнитопроводом боковому канал к ближайшей к ней точкой отверстия этого канала; - расстояние между второй тор цевой стенкой тигля и ближа шей к ней точкой отверстия центрального канала. Если tgoC -, то затрудняется до ступ для чистки центрального кана57Дла 4. Если , то затрудняется доступ для чистки донного канала 5 и бокового канала 3. Камера 12, выполненная в месте соединения вертикального канала 2 и донного канала 5, обеспечивает накопление выделяющихся из металла окисных и шлаковых частиц, которые периодически извлекаются путем съема камеры. Предлагаемая конструкция индукционной канальной печи позволяет упростить обслуживание, так.как обеспечивает свободный доступ для чистки всех участков каналов, и повысить надежность за счет обеспечения своевременной очистки каналов и накопления итаковых и окисных частиц в съемной- камере. При этом простои на ремонт снижаются на 30%. Все это позволит получить ожидаемый годовой экономический эффект по предварительным расчетам 15-20 тыс. рублей в год.
| название | год | авторы | номер документа |
|---|---|---|---|
| Индукционная канальная печь и способ плавки металла | 1977 |
|
SU965319A2 |
| Индукционная канальная плавильно-раздаточная печь | 1978 |
|
SU713216A1 |
| Устройство для разливки металла | 1981 |
|
SU1014650A1 |
| Способ плавки и разливки металла магнитодинамическим насосом | 1986 |
|
SU1444968A1 |
| ИНДУКЦИОННАЯ КАНАЛЬНАЯ РАЗДАТОЧНАЯ ПЕЧЬ | 1988 |
|
RU2007682C1 |
| СПОСОБ НАГРЕВА ЖИДКОГО МЕТАЛЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2022 |
|
RU2831575C2 |
| Индукционная печь | 1971 |
|
SU515926A1 |
| Установка для литья под электромагнитным давлением | 1980 |
|
SU944779A1 |
| Индукционная печь | 1979 |
|
SU866396A1 |
| ИНДУКЦИОННАЯ КАНАЛЬНАЯ ПЕЧЬ | 1972 |
|
SU353121A1 |
1.ИНДУКЦИОННАЯ КАНАЛЬНАЯ ПЕЧЬ ДЛЯ ПЛАВЛЕНИЯ, ОБРАБОТКИ И РАЗЛИВКИ ЖИДКОГО МЕТАЛЛА,, содержащая тигель, в донной части которого установлены два боковых и центральный каналы, связанные между собой донным каналом, расположенным перпендикулярно центральному каналу, замкнутый вокруг одного из боковых каналов магнитопровод с обмоткой, питаемой переменньм током, и разомкнутый магнитопровод с обмоткой, питаемой током, и разомкнутый магнитопровод с обмоткой, питаемой током той же частоты, охватывающий участок соединения донного и центрального каналов, сливной металлопровод, отличающаяся тем, что, с целью упрощения обслуживания и повьшения надежности, донный и неохватываемый магнитопроводом боковой каналы имеют продольные оси, расположенные на од-, ной прямой, которая наклонена к плоскости днища под углом, выбираемым из соотношения: .l, где - угол наклона оси каналов к плоскости днища; Н - высота внутренней полости тигля; . Ъ - расстояние между торцевой стенкой тигля, прилегаищей (Л к неохваченному магнитопроводом боковому каналу и ближайшей к ней точкой отверстия этого канала; « - расстояние между второй торцевой стенкой и ближайшей к ней точкой отверстия центрального канала. 2. Печь по п. 1, отличающаяся тем, что место соединения охваченного магнитопроводом бокового и донного каналов выполнено в виде съемной камеры.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для литья под электромагнитнымдАВлЕНиЕМ | 1979 |
|
SU793714A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| ВОЗДУХООЧИСТИТЕЛЬ | 0 |
|
SU324406A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
