В авторском свидетельстве JHe 34723 рписано кремальерное приспособление дая периодического вращения, и остановки отделочных форм в стеклодельных машинах конвейерой системы. Движущие оси этого прислособления, несущие шестерни, сцепляющиеся, при передвижении конвейера, с неподвижными ребрами, снабжены кулачками, упирающимися в определенные моменты в глад,кие рейки и служащими для корректирования положеиия означенных шестерен, а также н чдльного положения половинок рчередной выдувательйой формы перед их смыканием и размыканием вокруг Jlpoвиcaющei болванки.
В предлагаемой форме выполнения кремальерного приспособления, с целью устранения возможного набегания зубьев при с цеплении шестеренок отделочнцх форм с зубчатыми рейками, последние .снабжены поворотными на шарнирах концами с гладкой, в начальной части скошенной, поверхностью, переходящей затем в зубчатую.
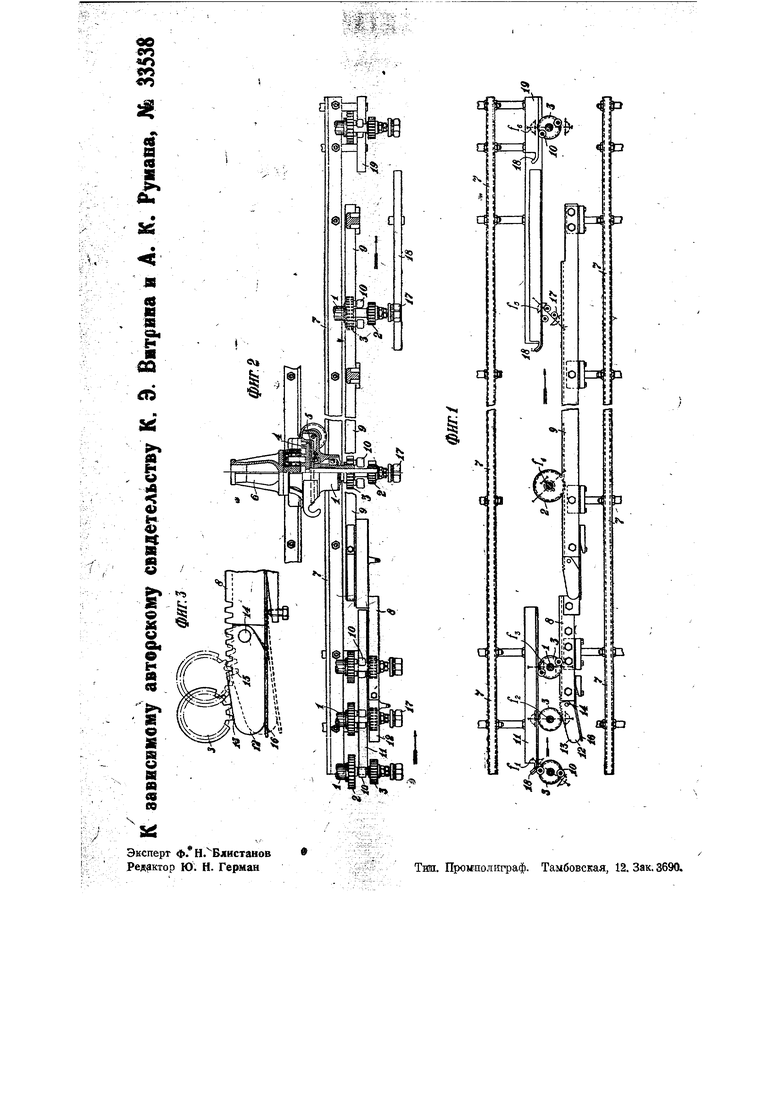
На чертеже фиг. 1 изображает вид
70)
сверху развертки рабочего пути коивейера отделочных форм; фиг. 2-то же, вид сбоку; фиг. 3-вид на шестерню механизма отделочных форм в момент ее набегания на головку рейки н в момент ее сцепления с зубчатой рейкой.
Предлагаемое кремальерное приспособление для периодического вращения и остановки отделочных форм в стеклодельных машинах конвейерной системы (фиг. 1-3) представляет конструктивную разработку деталей, описанных в авторском свидетельстве № 34723. Согласно изобретению, устанавливаемые на стеклодельной машине механизмы отделочных форм (фиг. 1 и 2) имеют в нижней своей части шестерни 2 и 3, служащие для раскрытия и закрытия, посредством резьбового диска 4, отде Ьчных форм, а также и для приведения во вращение держателя 5 с установленными на нем отделочными формами б.
Закрытие, вращение и раскрытие укрепленных иа механизме конвейера отделочных форм происходит следующим образом. При приведении во вращение нижней шестерни 3 я при задержке вращения верхней шестерни 2 происходит закрытие отделочных форм 6; при приведений во вращейи верхней шестерни 2 и при свободной нижней шестерне 3 приводятся во враш;ение укрепленные на держателе 5 отделочные формы 6; при приведении во врапцение верхней шестерни 2 и при задержке вращения нижней шестерни 3 происходит раскрытие отделочных форм 6.
Приведение во вращение шестерни 3 во время движения механизмов конвейера по рельсам 7 происходит от сцепления шестерни 3 с зубчатой рейкой 8. Приведение же во вращение верхней шестерни 2 во время движения механизмов конвейера по рельсам 7 происходит oV сцепления верхней шестерни 2 с зубчатой рейкой 9.
Что касается задержки вращения верхней шестерни 2 в то время, как нижняя шестерня 3 находится во вращении, то это происходит от набегания укрепленны на верхней шестерне 2 роликов 10 на линейку 11.
Символические изображения отделочных форм по пути движения механизмов конвейера (фиг. 1) от /i до /g показывают различные стадии раскрытия и закрытия ртделочных форм.
Для достижения вполне надежного сцепления шестерен 2 и 3 с зубчатыми рейками 8 и 9, а также и дяя устранения возможности наскакивания зуба на зуб, начало зубчатых реек выполнено в виде особой подвижной части (конца) 12, которая вместо зубьев в начале имеет гладкую плоскость 13 и лишь после нее переходит в зубья.
При набегании шестерни на подвижную часть(конец) 12 (фиг. 3) она вначале, посредством двух зубьев, скользит по гладкой косой плоскости подвижной части, которая, поворачиваясь на шарнире 14, отводится вниз.
Когда первый из двух зубьев шестерни встречается с первой же впадиной 15 вубьёв щ подвижной части зубчатой рейки,/ofrf заходит в эту впадкну, и таким образом исключается возмож;ность наскакивания зубьев шестерни на зубья рейки.
При получении сцепления шестерни с подвижной частью зубчатой рейки, она действ 1ем пружины 16 отводи гея в прежнее положение.
На фиг. 3 изображен момент сцепления шестерни с подвижной частью зубчатой рейки (показан пунктиром). Для уменьшения износа и трения укрепленных на верхней и нижней шестернях роликов 10 и 17 последние выполнены вращающимися на шариках.
С целью исключения возможности образования роликом мертвой точки, при его встрече с кривой 18 для набега роликов на переднем конце линейки, направляющей ход роликов 17, оси последних расположены в вершинах равностороннего треугольника. Расстояние межДу воображаемой линией перемещения центров механизмов конвейера и рабочей поверхности лннеек 11 и 19 взято таким, чтобы устранялась возможность соприкосновения ролика с линейкой в тот моменг, когда ролик находится на линии, проходящей через мертвую точку кривой 18.
Предмет изобретения
1.Форма выполнения кремальерного приспособления для периодического вращения отделочных форм в стеклодельных машинах конвейерной системы, описанного в авторском свидетельстве № 34723, отличающаяся тем, что с целью устранения возможности набегания зубьев при сцеплении шестеренок 2 и 3 отделочных форм с зубчатыми рейками 8 и 9 (фиг. 1, 2 и 3), последние снабжены поворотными на шарнирах 14 отжимаемыми пру инами концами 12 с гладкой, в начальной части скошенной поверхностью, переходящей затем в зубчатую.
2.Форма выполнения установок по п. 1 с использованием набегания роликов 10 на направляющую линейку 11, отличающаяся тем, что, с целью устранения возможности образования мертвой точки при этом набеганий, расстояние между рабочей поверхнвстью линейки и центром вращения роликов лежит за пределами линии мертвой точки движения роликов.