Известны электромагнитные и другие датчики определения толншны проката. Однако эти устройства не обеспечивают точность измерения.
Цель изобретения - устранение влияиия коробоватости листа нри замере, что иозволяет измерять толщину при прокатке.
Предлагаемое устройство отличается тем, что прокатываемый лист или полоса зажимаются между двумя роликами: контрольным и прижимным, причем прижимной ролик выполнен с эластичной поверхностью. Этот ролик, прижимая плоский прокат к контрольному ролику, выправляет на время замера коробоватость листа.
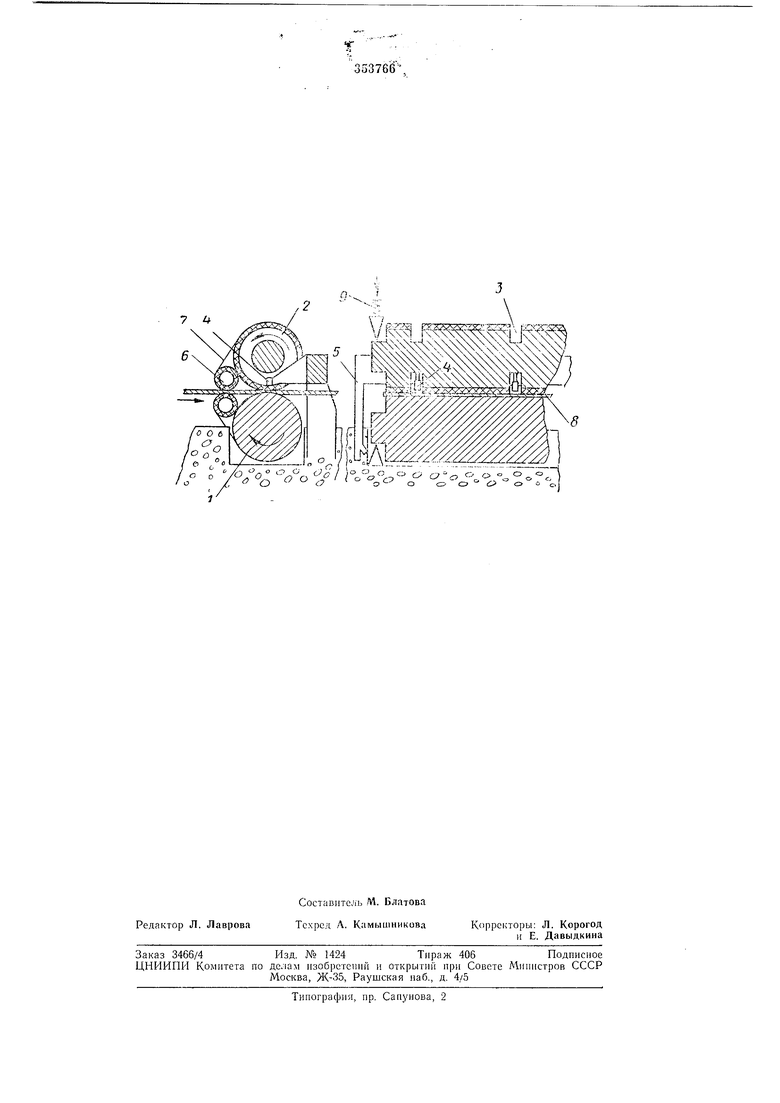
Па чертеже изображено данное устройство.
Устройство состоит из контрольного ролика /, прижимного ролика 2 с вырезами 3 для установки датчиков 4. Подшинниковые оноры роликов показаны условно треугольниками. Датчики укренлеш на общей жесткой конструкции 5, имеюн1ей обп1ую базу с контрольным роликом, изображенную на чертеже в виде бетонного основания-фундамента.
Синхронизируюни1е ролики 6 соединены по окружности с коитрольным и нрижимным роликами с помощью ремепной передачи 7. Между роликами находится лист 8. Прижимной ролик снабжен пружиной 9.
Синхронизируюи1ие ролики, как н прижимной, футерованы, что необходимо для осушения иоверхности листа от эмульсии.
Устройство работает следующим образом.
Прокатные листы сначала попадают после стана в сннхронизирующие ролики, в которых скорость валка уравнивается с окружной скоростью контрольного ролнка и прижимного. Поэтому лист входит между ними без удара. В этот момент начинает работать датчик.
Благодаря плотному прилеганию листа к контрольному ролику в местах установки датчика дагчики замеряют истинную толии1ну листа в этих точках по линии движе1П1я проката. Необходимая точность замера обеспечивается жесткой общей базой коитрольпого ролика и датчика.
П ) е д м е т и з о б р е т е н и я
Устройство для контроля толн),ины полосы при ирокатке, включающее базовый контрольный ролик и датчики, оглпчаюп(ссся тем, что, с целью надежной ф11ксац1111 проката относительно датчнков, оно снабжено прижимпым роликом с эластичной рабочей новерхиостыо и диаметральиыми выиолиенными но внешней окружности силошиыми вЕ 1резами, в которых размещеиы неподвижные датчики, закрепленные на общей базе с контрольным роликом.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ДЛИНЫ ДВИЖУЩЕГОСЯ ПОЛОСОВОГО ПРОКАТА | 2004 |
|
RU2254982C1 |
| Способ термической обработки движу-щЕгОСя пРОКАТА | 1978 |
|
SU850683A1 |
| Установка для правки полос | 1975 |
|
SU596325A1 |
| Ультразвуковая установка для контроля кромок плоского проката | 1975 |
|
SU566176A1 |
| Устройство для измерения величины растяжения изделия при правке | 1983 |
|
SU1148665A1 |
| Установка для непрерывной правки проката | 1979 |
|
SU772647A1 |
| Способ профилирования валков прокатного стана | 1979 |
|
SU863029A1 |
| Клеть стана для прокатки полосы | 1979 |
|
SU789169A1 |
| Устройство для контроля плоскостности полосы при холодной прокатке | 1979 |
|
SU854478A1 |
| Устройство для контроля плоскостности стальной полосы | 1976 |
|
SU710702A1 |