Известный способ укладки арматуры в форму при изготовлении предварительно напряженных железобетонных изделий, например стоек для виноградников, путем намотки арматуры на штыри формы отличается низкой производительностью при бетонировании узких изделий.
Цель изобретения - повышение производительности при бетонировании узких изделий.
Для этого арматуру предварительно навивают на упоры плит стационарного поста, после чего вместе с последуюш.им устанавливают на штыри формы.
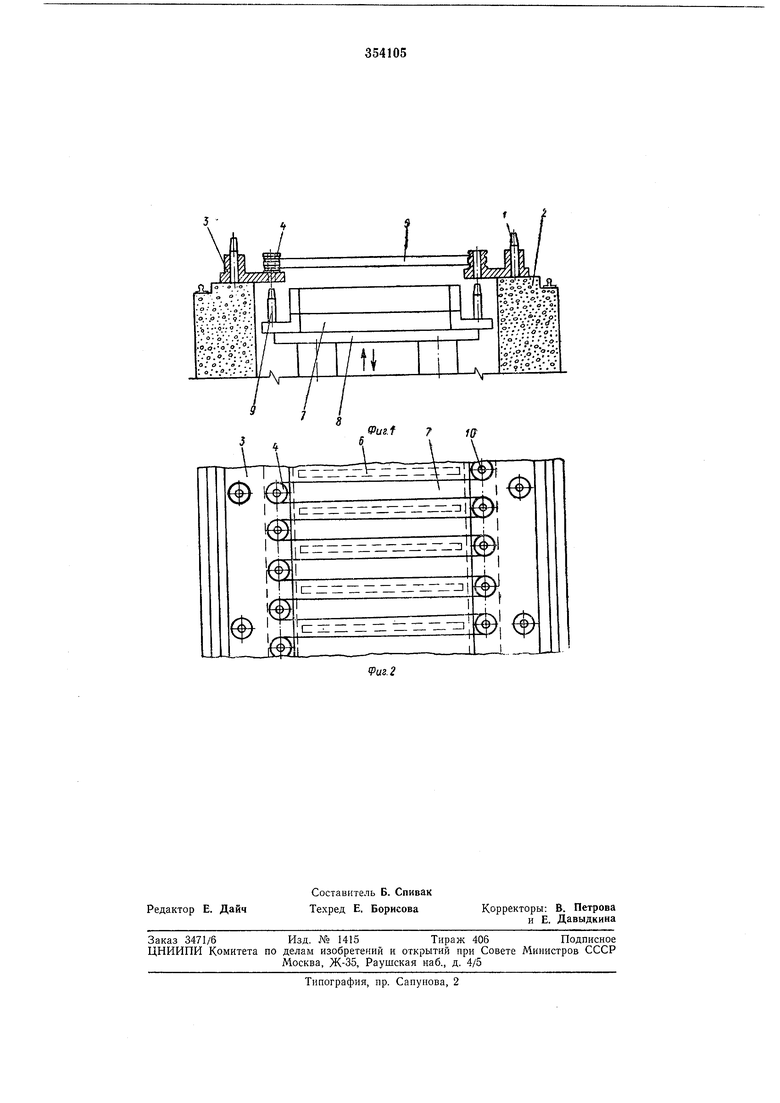
На фиг. 1 изображена форма в разрезе; на фиг. 2 - то же в плане.
На фиксаторы / стационарного поста 2 устанавливают плиты 3 с упорами 4, на которые навивают лроволоку 5 арматурно-намоточной машиной с необходимым количеством рядов.
Шаг упоров 4 соответствует расстоянию между перегородками 6 формы 7.
Затем форму 7 подают к навитой арматуре, например, снизу при помош« гидравлического
или механического привода 8 и вводят ее штыри 9 в отверстия Ю плиты с упорами, а при дальнейшем подъеме формы 7 плиты 3 с упорами 4 вместе с навитой проволокой 5 снимают с фиксаторов i стационарного поста 2.
Таким образом, навитая вне формы напряженная проволочная арматура оказывается размешенной между часто расположенными перегородками в зоне бетонирования, ПОСле чего производят бетонирование изделия.
Предмет изобретения
Способ укладки арматуры в форму при изготовлении предварительно напряженных железобетонных изделий путем намотки ее на штыри формы, отличающийся тем, что, с целью повышения производительности при бетонировании узких изделий, арматуру предварительно навивают на упоры плит стационарного поста, после чего вместе с последуюшнм устанавливают на штыри формы.
.°. i--.