Изобретение относится к строительной индустрии и предназначается для изготовления железобетонных изделий типа тротуарны.х и облицовочных плит, бордюрных камней, перемычек, железнодорожных шпал и др.
Известны конвейеры для изготовления железобетонных изделий, содержащие вертикальную камеру тепловой обработки, выполненную в виде враш.ающегося цилиндра, по внешней или внутренней поверхности которого расположены формы для изготовления изделий. К недостаткам такого конвейера относится необходимость размещения рабочих постов и оборудования в различных по вертикали уровнях, что усложняет конструктивно-технологическое решение конвейера и его эксплуатацию.
Целью изобретения является повыщение производительности конвейера. Это достигается тем, что конвейер снабжен кольцевым рольгангом, горизонтально пересекаюншм круговую камеру, на котором размещены посты для формования и распалубки изделий. Рольганг снабжен толкателем, выполненным и виде поворотного диска с опорными площадками и гидроцилиндром, щарнирпо ирикрепле п1ым к вертикальной оси посредством щтаиги с упорным зубом, взаимодействующим с оиорнь ми площадками диска, причем к последнему прикреплены захваты для взаимодействия с формами и перемещения их по кругу в горизонтальной плоскости. Кроме того, поворотное кольцо камеры выполнено с консолями, на которых смонтированы вращающиеся ролики для перемещения форм по кругу в вертикальной плоскости и упоры для фиксации и крепления форм.
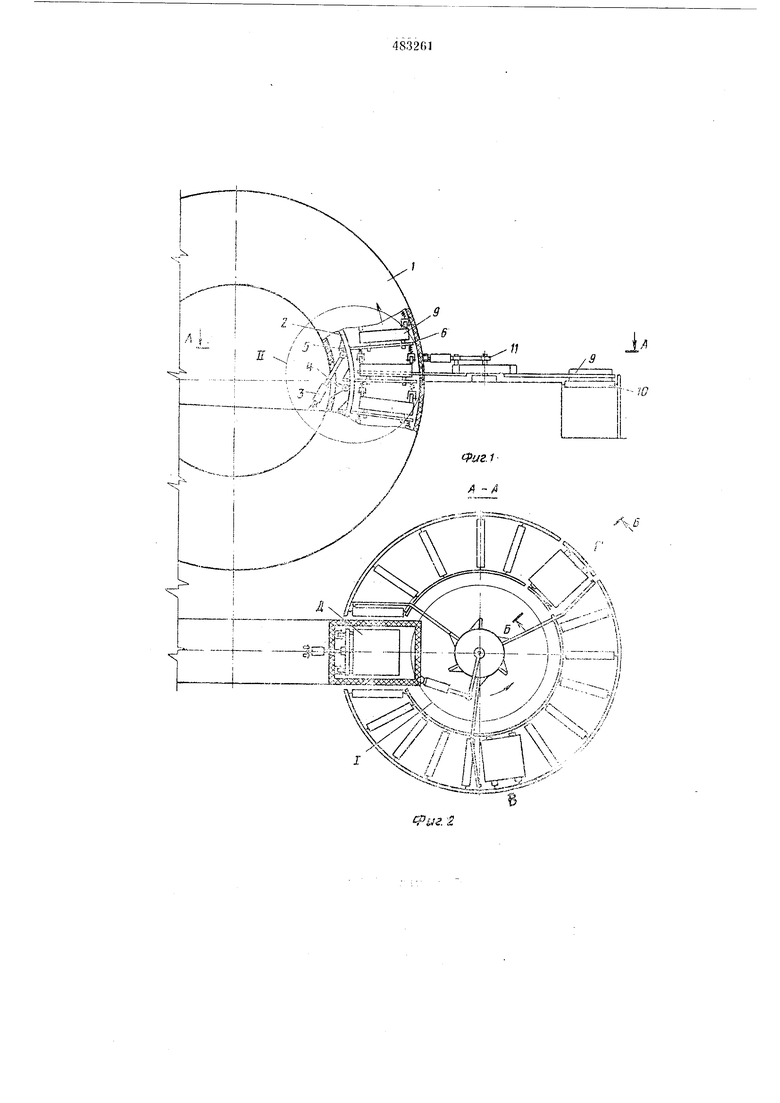
На фиг. 1 изображен предлагаемый конвейер; на фиг. 2 -- то же, горизонтальный разрез но А-А па фиг. 1; на фиг. 3 - разрез по Б-Б на фиг. 2; иа фиг. 4 - общий вид толкателя; на фиг. 5 - узел вертикальной круговой камеры тепловой обработки изде
ЛИЙ.
Конвейер состоит из вертикально-расположенной круговой камеры тепловой обработки с поворотным кольцом 2, толкателя 3. катков 4, опорных площадок 5, консолей 6 с вращающимися роликами 7 и упорами 8,
форм 9, кольцевого рольганга 10 с поворотным то,1кателем 11. гидроцилиндра 12. штанги 13 с упорным зубом 14. новоротного .UiCKa 15 с захватами 16, вибростола 17 е закреилеипыми на нем роликами 18.
Конвейер имеет три рабочих поста, на которых осуп1,ествляется изготовление изделий; пост «В съема изделий, подготовки форм к бетонированию и укладки арматуры, ноет «Г формования изделий и пост «Д
тепловой обработки изделий.
При изготозлении изделий, требующих шлифовки «X лицевой поверхности (облицовочные )-1 ида предварительного напряжения арматуры (железнодорожные шпалы)
количество-шастоа соотв1етстпенно увелнчива, -J icvf; I х-,-, ется. - - А; :,. Ч- .,
Процесс йз готовЛ-енида, осуществляется следу юш,им образом.
Поворотным толкателем 11 подготовленная к бетонированию форма 9 с уложенной арматурой пОхТ,ается по рольгангу 10 на пост «Г формования. После подачи бетонной смеси в форму и уплотнения смеси на вибростоле 17, отформованное изделие з форме перемещается по рольгангу 0 в камеру тепловой обработки 1 (пост «Д). В камере тепловой обработки форма с изделием размещается на консолях 6 поворотного кольца 2 и закрепляется упорами 8.
При вращении поворотного кольца 2 изделие набирает заданную прочность и толкателем 11 по рольгангу 10 подается на пост «В съема изделия, чистки и смазки формы, укладки арматуры. Подготовленная к бетонированию форма подается иа пост «Г формования изделий, и технологический процесс производства повторяется.
В процессе тепловой обработки изделия в формах перемещ.аются по кругу в вертикальной плоскости, занимая при этог различные положения. Для закрепления форм иа консолях 6 поворотного 1сольца 2 установлены упоры 8. К моменту поворота форм в камере на 90° и более, изделия набирают необходимую прочность и не разрушаются. Для предотвращения потерь тепла входная щель камеры тепловой обработки оснащается воздушными завесами или шторами, а отверстия для размен1,еиия толкателя резиновыми диафрагмами.
Предмет изобретения
1.Конвейер для изготовления железобетонных изделий, включающий вертикально
расположенную круговую камеру с поворотным кольцом и посты для формования и распалубки изделий, отличающийся тем, что, с целью повышения производительности, конвейер снабжен горизонтально пересекаюН1ИМ круговую камеру кольцевым рольгангом, на котором размещены посты для формования и распалубки изделий.
2.Конвейер по п. 1, отличающийся тем, что рольганг снабжен толкателем, выполненным в виде поворотного диска с опорными площадками и гидроцилиндром, шарнирно прикрепленным к вертикальной оси носредством штанги с упорным зубом, взанмодействуюшим с опорными площадками диска, причем к последнему прикреплены захваты для взаимодействия с формами и перемещения их по горизонтальному кругу.
3.Конвейер по п. 1, отличающийся те.м, что поворотное кольцо камеры выполнено с (онсолями, на которых смонтированы вращающиеся ролики для перемещения форм по кругу в вертикальной плоскости и упоры для фиксации и крепления форм.
Узел
/2
6-В
иг.5
| название | год | авторы | номер документа |
|---|---|---|---|
| Роторный конвейер для изготовления железобетонных изделий | 1990 |
|
SU1756154A1 |
| Роторный конвейер для изготовления изделий из быстротвердеющих смесей | 1990 |
|
SU1794670A1 |
| Горизонтально-замкнутая конвейерная линия для вертикально-формуемых строительных изделий | 1983 |
|
SU1150081A1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КЕРАМЗИТОБЕТОННЫХ БЛОКОВ | 1995 |
|
RU2078690C1 |
| КОНВЕЙЕРНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 2011 |
|
RU2490120C1 |
| Технологическая линия для изготовления строительных изделий | 1978 |
|
SU903112A1 |
| Виброформующий узел технологической линии для изготовления железобетонных изделий | 1984 |
|
SU1230844A1 |
| Кассетная установка для изготовленияСТРОиТЕльНыХ издЕлий | 1979 |
|
SU841982A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХИЗДЕЛИЙ | 1972 |
|
SU435936A1 |
| Технологическая линия для изготовления строительных изделий | 1979 |
|
SU856804A1 |

УЗвлЕ
