Предложение относится к устройствам для формовки железобетонных изделий в формах с применением конвейера, имеющего соответствующие посты чистки и смазки формы, намотки арматуры, укладки бетона и распалубки.
Отличительная особенность предложения заключается в том, что для упрощения операций производства форма выполнена в виде неразборной жесткой рамы трапецеидального сечения с продольными перегородками. Такая форма позволяет путем ее вращения относительно поперечной оси производить намотку напряженной арматуры, а также распалубку при форме, повернутой узкими основаниями трапецеидальных перегородок книзу.
Предлагаемый способ изготовления преднапряженных железобетонных брусков может быть применен как при изготовлении всевозможных самостоятельно работающих изделий (стоек, брусков), так и в качестве закладных элементов при изготовлении преднапряженных изделий.
В заключении НИИЖБ АСиА СССР дается положительная оценка предложению и указывается на полезность практического использования данного изобретения.
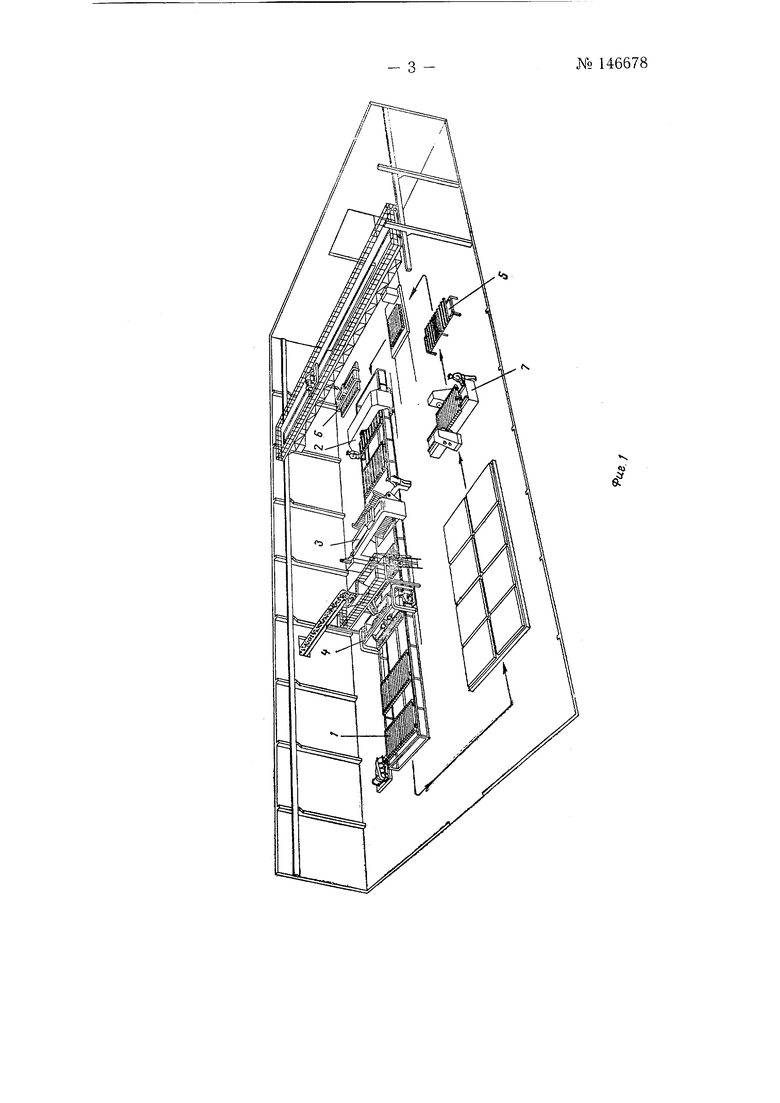
На фиг. 1 показана схема устройства; на фиг. 2 - формы для формовки брусков.
Устройство включает следующие основные части: формы, выполненные в виде рамы /, посты 2, 3, 4 и 5 - чистки и смазки, намотки арматуры, укладки бетона и распалубки соответственно автоматический захват 6, машину 7 отрезки арматуры.
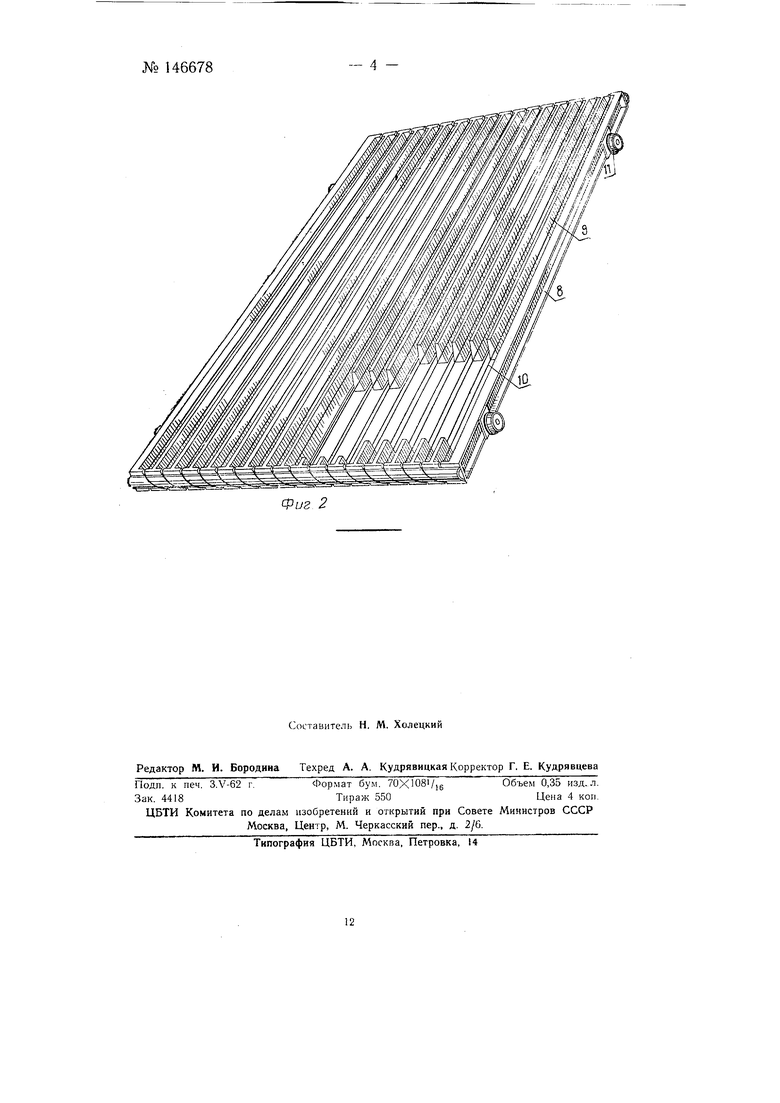
Формы представляют собой стальную конструкцию, выполненную в виде неразборной очистной рамы 8 с разделительными перегородками 9, имеющими трапецеидальное сечение, благодаря чему облегчается
№ 146678
заполнение образующегося между ними пространства бетоном и последующую распалубку отформованных брусков. Напряженная арматура 10 навивается на раму как на жесткую пластинку, вследствие чего обеспечивается точное расположение предварительно напряженной арматуры относительно продольной оси изделия; следовательно, готовые бруски не имеют искривлений.
Рама имеет колеса 11 для перемещения ее вдоль поточной линии.
Процесс изготовления брусков заключается в следующем.
Рама / с формами подается автоматическим захватом 6, подвешенным к мостовому крану, в начале поточной линии, где на посту 2 производится ее чистка и смазка. Затем на посту 3 на раму навивается напряженная арматура JO путем вращения ее в вертикальной плоскости.
Подготовленная таким образом рама подается на формовочный стол, представляющий из себя гладкую, хорошо обработанную металлическую поверхность, установленную на амортизаторах. Здесь с помощью вибробункера формы заполняются бетонной смесью, которая заглаживает одновременно сварку заподлицо.
Затем рама при помощи автоматического захвата 6 подается в ямную камеру для термообработки. После термообработки рама с готовыми изделиями подается на машину 7 для обрезки напряженной арматуры, затем изделия распалубливаются, складываются в штабели с помощью мостового крана или специального складчика. По окончании цикл повторяется.
Предмет изобретения
Устройство для формовки предварительно напряженных железобетонных брусков в формах, перемещающихся по конвейеру, имеющему посты чистки и смазки форм, намотки арматуры, укладки бетона и распалубки, отличающееся тем, что, с целью упрощения операций производства, формы выполнены в виде неразборных жестких рам трапецеидального сечения с продольными перегородками, обращенными узкими основаниями кверху в направлении к бетоноукладчику, что позволяет путем вращения формы относительно поперечной оси производить на соответствующем посту конвейера намотку напряженной арматуры, а также распалубку при положении формы, повернутой узкими основаниями трапецеидальных перегородок книзу.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления крупноразмерных, тонкостенных железобетонных с предварительно напряженной арматурой панелей | 1960 |
|
SU132524A1 |
| Поточная линия для изготовления железобетонных изделий | 1973 |
|
SU555015A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫХ ЖЕЛЕЗОБЕТОННЫХОПОР | 1969 |
|
SU237657A1 |
| ПОТОЧНО-КОНВЕЙЕРНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КРУПНОРАЗМЕРНЫХ ЖЕЛЕЗОБЕТОННЫХ РЕБРИСТЫХИЗДЕЛИЙ | 1968 |
|
SU220109A1 |
| Агрегат прерывно-поточного производства строительных изделий | 1979 |
|
SU977171A1 |
| Конвейерная установка для изготовления длинномерных железобетонных изделий | 1981 |
|
SU1000275A1 |
| Конвейерная линия для вертикально-формуемых строительных изделий | 1981 |
|
SU1006232A1 |
| Конвейерная линия для изготовления вертикально-формуемых строительных изделий | 1981 |
|
SU992197A1 |
| Агрегат прерывно-поточного производства строительных изделий | 1980 |
|
SU998118A1 |
| Агрегат прерывно-поточного производства строительных изделий | 1980 |
|
SU975405A1 |