Известен способ изготовления изделий из термолластов путем раздува трубчатой заготовки в з амкнутой форме.
При этом отмечается, что трубчатая заготовка по мере ее выхода из головки экструдера лод действием гравитациоиных сил растягивается, создавая разнотолщинность заготовки, а следовательно, и изделия. Этот недостаток особенно ощутим лри лроизводстве крупногабаритных изделий, у которых вес заготовки составляет 10-15 кг и более.
С целью лолучения крупногабаритных изделий из термопластов путем раздува трубчатой заготовки в замкнутой форме и ускорения процесса предлагается способ, по которому заготовку получают путем сваривания двух трубчатых оболочек, выходящих из соприкасающихся противоположно расположенных экструзионных головок, которые затем раздвигают -в процессе экструдирования и одновременного раздува заготовки.
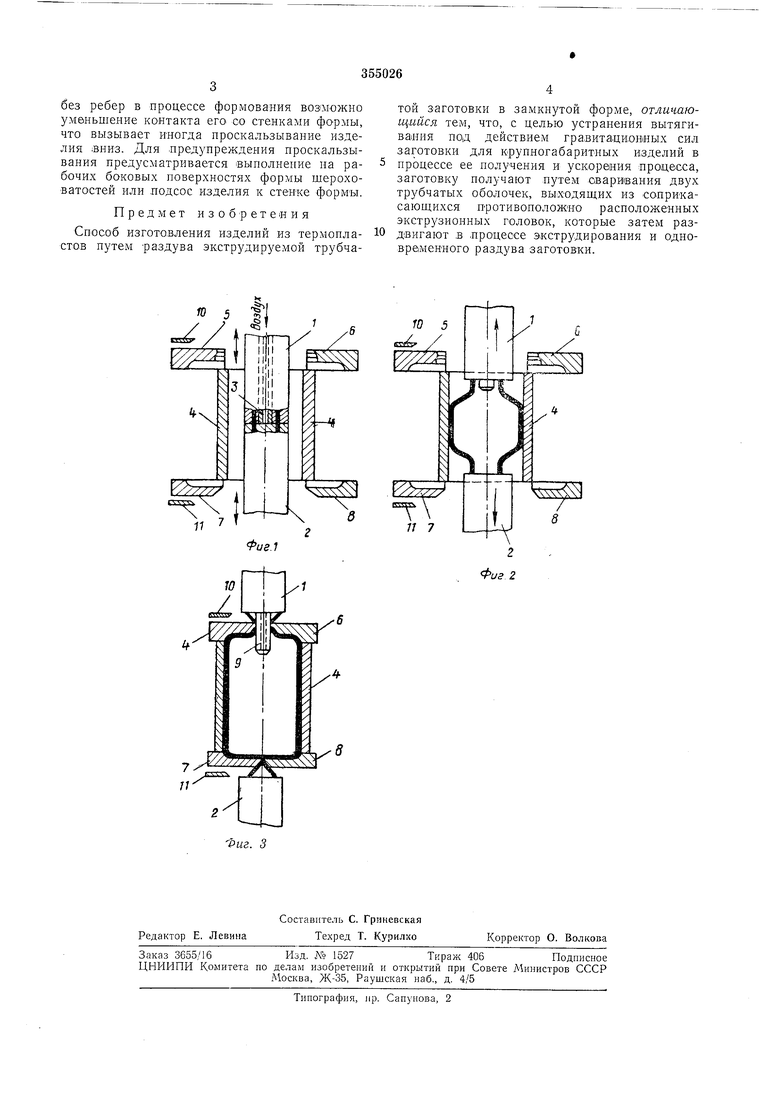
На фиг. 1 ноказан процесс сваривания трубчатых оболочек; на фиг. 2 - начальная стадия формования изделий; иа фиг. 3 - конечная стадия формования изделия.
В начальной стадии процесса головки / и 2 сдвинуты так, что их торцовые части соприкасаются, вследствие чего происходит сваривание горячей массы под давлением. Затем головки 1 V. 2 раздвигаются, экструдируя заroTOiBKy. Одновременно через канал 3 внутрь
заготовки подается воздух для ее раздува до размеров, ограниченных стенками формы 4. При этом скорость леремещения головок 1 и 2 должна согласовываться со скоростью выдачи заготовки. Для формования торцов изделия накапливают 1М1атериал в заготовке, меняя параметры ее получения, т. е. давление экструднрования и скорость леремещения экструзионной головки. При этом один из Вариантов процессов может быть следующим.
Движение головок / и 2 приостана1вли.вается, а масса некоторое время продолжает выдаваться для накопления запаса материала, идущего на образование донышек изделий. Затем торцовые плиты 5-8 смьжаются и происходит окончательное дооформление изделия, лри этом давление воздуха повышается. Горлыщко изделия образуется путем обжима ллитами 5 и 6, имеющими в центре отверстие вокруг выступающего из головки 1 дорНа 9. Глухое доныщко образуется путем нолного смыкания плит 7 и 8, пережимающих материал в месте их соприкосновения. По окончании раздува и формования торцов изделия ножами 10 и // изделие отрезается, форма отъезжает для охлаждения изделия, а головки и 2 начинают сдвигаться. Процесс повторяется.
без ребер в процессе формования возможно уменьшение контакта его со стенками формы, что вызывает иногда проскальзывание изделия ;вниз. Для предупреждения проскальзывания предусматривается вынолнение на рабочих боковых поверхностях формы шероховатостей или подсос изделия к стенке формы.
Предмет изобретения
СпОсоб изготовления изделий из термопластов путем -раздува экструдируемой трубчатой заготовки в замкнутой форме, отличающийся тем, что, с целью устранения вытягивашия под действием гравита.ци.он1ных сил заготовки для крупногабаритных изделий в процессе ее получения и ускорения процесса, заготовку получают путем овариваиия двух трубчатых оболочек, выходящих из соприкасающихся противоположно расположенных экструзионных головок, которые затем раздвигают в процессе зкструдиров:ания и одновраменного раздува заготовки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАСТМАССОВОГО ИЗДЕЛИЯ, А ТАКЖЕ ДЕТАЛЬ ФОРМЫ ДЛЯ ФОРМОВАНИЯ С РАЗДУВОМ | 2013 |
|
RU2597310C2 |
| НЕПРЕРЫВНЫЙ СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛИВНОЙ ТРУБКИ ДЛЯ КАПЕЛЬНОГО ОРОШЕНИЯ | 2005 |
|
RU2282534C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАСТИКОВОГО ИЗДЕЛИЯ И ФОРМА ДЛЯ ФОРМОВАНИЯ С РАЗДУВОМ | 2010 |
|
RU2507068C2 |
| ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТМАССОВЫХ ИЗДЕЛИЙ РАЗДУВОМ | 1992 |
|
RU2036103C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ ИЗ ТЕРМОПЛАСТОВ | 1996 |
|
RU2096176C1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ ИЗ ТЕРМОПЛАСТОВ | 1999 |
|
RU2173261C2 |
| ЭКСТРУЗИОННО-РАЗДУВНОЙ АГРЕГАТ | 1996 |
|
RU2106254C1 |
| Способ получения термоусаживающегося изоляционного материала | 1988 |
|
SU1581589A1 |
| Автоматическая роторная установка для формования полых полимерных изделий | 1988 |
|
SU1537562A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОСРЕДСТВОМ ЭКСТРУЗИИ ДАЮЩЕГО УСАДКУ ИЗДЕЛИЯ ИЗ ТЕРМОПЛАСТА | 1989 |
|
RU2022790C1 |
ФигЛ
