Известны устройства для изготовления спиральношо.вных резинотканевых труб, -содержащие вращающуюся от привода оправку для наматывания по спирали тканв и аксиального перемещения соединяемой по продольным кромкам ткани трубчатой заготовки, мехализмы для лодачи ткани и отбора заготовки.
Известное устройство при сравнительно сложном конструктивном выполнении не обеспечивает изготовления различных диаметров заготовок, например шахтных вентиляционных труб.
Предлагаемое устройство отличается от извесгиого тем, что включает две параллельно и консольно установленные оправки, связанные между собой цепной переда.чей для их синхронного вращения, снабженные виитовыми парами для изменения их межосевого расстояния и выполненные каждая в отдельности в виде вала с крестовинами, на которых для спиральной намотки ткани и аксиального перемещения изготавляемой трубчатой заготовки смонтированы щкивы, вращающиеся с клиновыми ремнями на осях, связанных посредспвом червячно-зубчатых передач с зубчатым кольцом-водилом планетарной передачи, входящим в зацелление на одной ие оправок с шестерней привода регулировки щлрины нахлеста сшиваемых продольных кромок ткани.
Кроме того, это устройство отличается тем, что механизм отбора изготавливаемой
трубча1той заготовки выполнен в виде синхронно вращающейся с заготовкой вилки, несущей вращающуюся от привода щтангу для намотки ааготовки в рулон и шарнирно соединенные и подпружиненные рычаги с
роликом для натяжения наматываемой на штангу заготовки.
Это устройство при упрощении конструкции обеспечивает изготовление различных диаметров заготовок, например щахтных
вентиляционных труб.
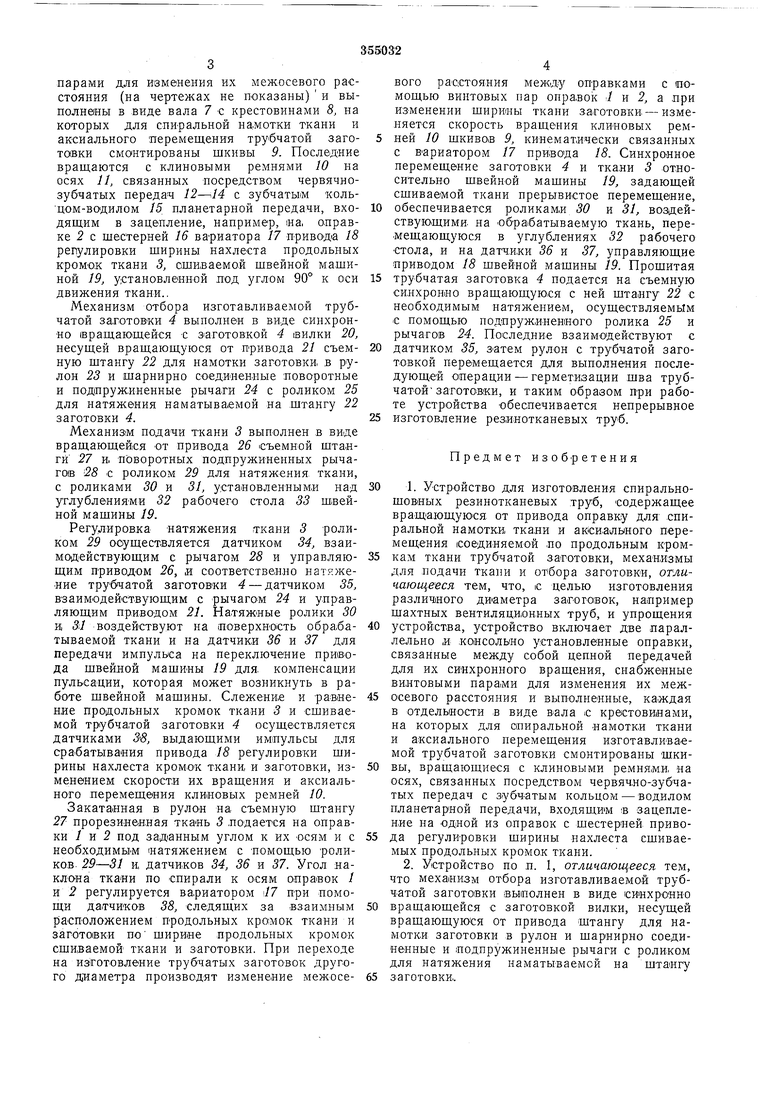
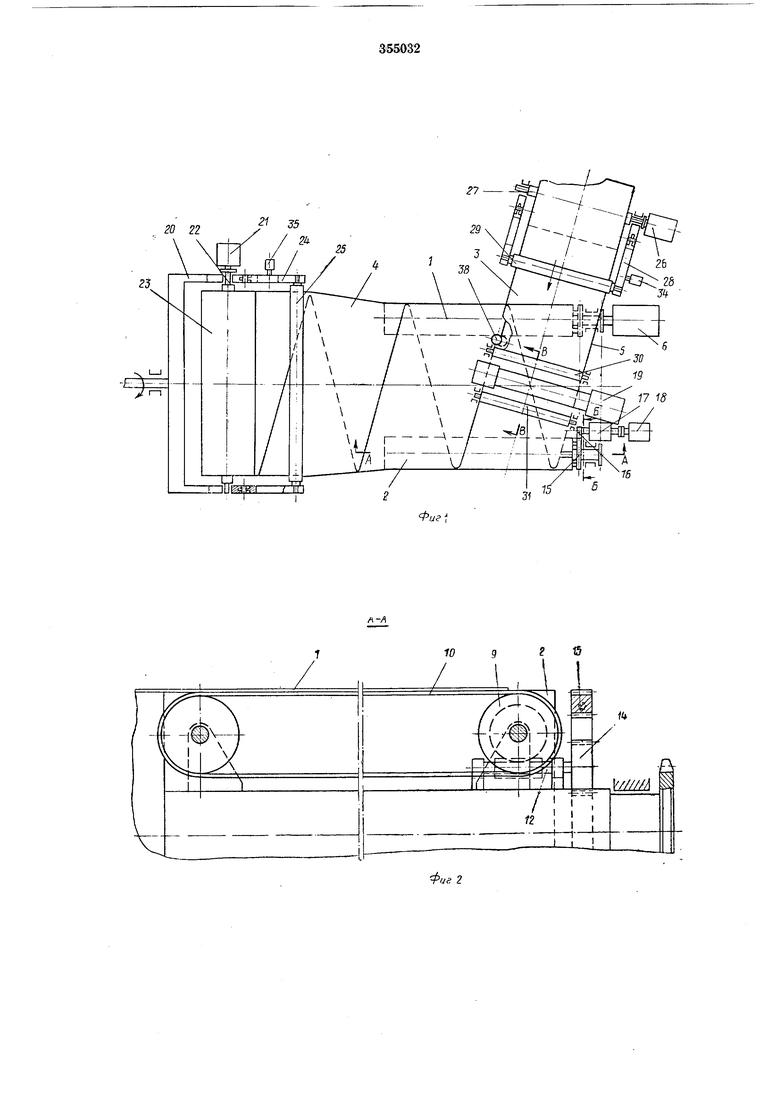
На фиг. 1 показано предлагаемое устройство, вид в плане; на фиг. 2 - разрез цо Л-Л на фиг. 1; на фиг. 3 - разрез по Б-Б на фиг. 1; на фиг. 4-разрез по В-В на
фиг. 1.
Устройство содержит две лараллельно и консольно установленные оправки / и 2 для спиральной намотки ткани 3 и аксиального перемещения соединяемой по продольным
кромкам ткаии трубчатой заготовки 4 и механизмы для подачи ткани и отбора заготовки.
парами для изменения их межосевого расстояния (на чертежах не показаны) и выполнены в виде вала 7 С крестовинами 8, на которых для спиральной намотки ткани и аксиального перемещения трубчатой заготовки смонтированы шкивы 9. Последние вращаются с клиновыми ремнями 10 на осях Л, связанных посредством червячнозубчатых передач с зубчатым -кольцом-водилом 15 планетарпой передачи, входящим в зацепление, например, иа. оправке 2 с щестерней 16 вариатора 17 привода 18 регулировки щирины нахлеста продольных кромок ткани 3, оши,ваемо.й щвейной машиной 19, установлеиной под углом 90° к оси движения ткани..
Механизм отбора изготавливаемой трубчатой заготовки 4 выполнен в виде синхронно (вращающейся с заготовкой 4 вилки 20, несущей вращающуюся от привода 21 съемную штангу 22 для намотки заготовки в рулон 23 и щарнирно со-единенные поворотные и подпружиненные рычаги 24 с роликом 25 для натяжения наматываемой на штангу 22 заготовки 4.
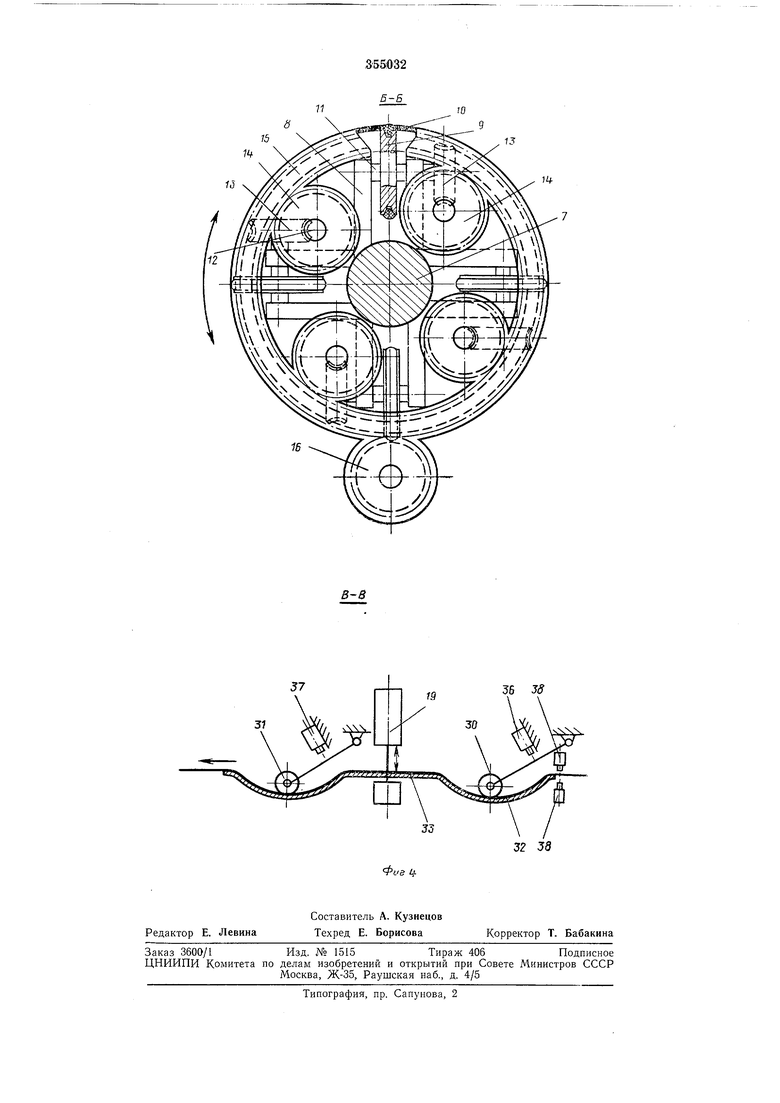
Механизм подачи ткани 3 выполнен в виде вращающейся от привода 26 съемной щтаагй 27 и, поворотных подпружиненных рычагов 28 с роликом 29 для натяжения, ткани, с роликами 30 и 31, установленными над углублениями 32 рабочего стола 33 Ш1вейной машины 19.
Регулировка натяжения ткани 3 роликом 29 осуществляется датчиком 34, взаимодействующим с рычагом 28 и управляющим приводом 26, ,и соответственно натяжение трубчатой заготовки 4 - датчиком 35, взаимодействующим с рычагом 24 и управляющим приводом 21. Натяжные ролики 30 и, 31 воздействуют на (поверхность обрабатываемой ткани и на датчики 36 и 37 для передачи импульса на переключение привода щвейной машины 19 для, компенсации пульсадии, которая может возникнуть в работе щвейной машины. Слежение и равнение продольных кромок ткани 3 и сшиваемой трубчатой заготовки 4 осуществляется датчиками , выдающими импульсы для срабатывания привода 18 регулировки ширины нахлеста кромок ткани, и Заготовки, изменением скорости их вращения и аксиального ,перемещения клиновых ремней 10.
Закатанная в рулон на съемную щтангу 27 прорезиненная ткань 3 подается на оправки / и 2 под заданным углом к их осям и с необходимым «атяжением с помощью роликов, 29-31 и, датчиков 34, 36 и 37. Угол наклона ткани по спирали к осям оправок / и 2 регулируется вариатором 17 при помощи датчиков 38, следящих за взаимным расположением продольных кромок ткани и заготовки по ширине ,продольных кромок сшиваемой ткани и заготовки. При переходе на изготовление трубчатых заготовок другого диаметра произво,дят изменение межосевого расстояния между оправками с оомощью винтовых пар оправок i/ и 2, а ,при изменении щирвны ткани заготовки - изменяется скорость вращения клиновых ремней 10 щкиво,в 9, кинематически связанных с Вариатором 17 привода 18. Синхронное перемещение заготовки 4 и ткани 3 относительно швейной мащины 19, задающей сшиваемой ткани прерывистое перемещение,
обеспечивается роликамл 30 к 31, воздействующими, на обрабатываемую ткань, перемещающуюся в углублениях 32 рабочего стола, и на датчики 36 и 37, управляющие приводом 18 швейной машины 19. Прошитая
трубчатая заготовка 4 подается на съемную синхронно вращающуюся с ней штангу 22 с необходимым натяжением, осуществляемым с помощью подпружнненного ролика 25 и рычагов 24. Последние взаимодействуют с
датчиком 35, рулон с трубчатой заготовкой перемещается для выполнения последующ.ей операции - герметизации шва трубчатойзаготовки, и таким образом при работе устройства обеспечивается непрерывное
изготовление резинотканевых труб.
Предмет изобретения
1. Устройство для изготовления спиральношовных резинотканевых труб, содержащее вращающуюся от привода оправку для ,спиральной намотки ткани и аксиального перемещения соединяемой по продольным кромкам ткани трубчатой заготовки, механизмы для подачи ткани и отбора заготовки, отличающееся тем, что, 1C целью изготовления различ1ного диаметра заготовок, например щахтных вентиляционных труб, и упрощения
устройства, устройство включает две параллельно ,и консольио уста,новленные оправки, связанные между собой цепной передачей для их синхронного вращения, снабженные винтовыми парами для изменения их межосевого расстояния и выполненные, каждая в отделыности в виде с крестовиеами, на которых для спиральной намотки ткани и аксиального перемещения изготавливаемой трубчатой заготовки смонтированы шкивы, вращающиеся с клиновыми ремнями на осях, связанных посредством червяч.но-зубчатых передач с зубч-атым кольцом - водилом планетарной передачи, входящим в зацепление на одной из оправок с шестерней привода регулировки щирины нахлеста сшиваемых продольных кромо,к ткани.
2. Устройство по ,п. I, отличающееся тем, что механизм отбора изготавливаемой трубчатой заготовки выполнен в виде синхронно
вращающейся с заготовкой вилки, несущей вращающуюся от привода штангу для намотки заготовки в рулон и щарнирно соединенные и подпружиненные рычаги с ролико,м для натяжения наматываемой на штангу
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ТКАНИ С ЗАДАННЫМ УГЛОМ РАСПОЛОЖЕНИЯ НИТЕЙ К КРОМКЕ | 1967 |
|
SU204557A1 |
| Устройство для отделения ткани от прокладки | 1980 |
|
SU882901A1 |
| УСТРОЙСТВО И СПОСОБ ИЗГОТОВЛЕНИЯ БЕСКОНЕЧНЫХ УСИЛЕННЫХ РЕМНЕЙ | 2012 |
|
RU2573021C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАПОРНЫХ РЕЗИНОТКАНЕВЫХ РУКАВОВ | 2008 |
|
RU2376141C1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ ЗАГОТОВОК ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 1972 |
|
SU347206A1 |
| КАРУСЕЛЬНАЯ МОТАЛКА С ДВОЙНЫМИ РАЗЖИМНЫМИ ГОЛОВКАМИ | 2007 |
|
RU2388562C1 |
| МОТАЛКА С ДВУМЯ ОПРАВКАМИ ДЛЯ НАМОТКИ ПОЛОСООБРАЗНОГО ИЗДЕЛИЯ | 1998 |
|
RU2208569C2 |
| ОТВОД ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2000 |
|
RU2201550C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УПРУГОГИБКОЙ ЛЕНТОЧНОЙ СПИРАЛИ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2151059C1 |
| ВЫСОКОПРОЧНОЕ МЯГКОЕ ПОЛОТЕНЦЕ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2000 |
|
RU2175091C1 |
г t5
15
37
15
ТЦ36 J«
33
