Известно силовое оборудование, например вертикальные гидропрессы, содержащие станину, неподвижную нижнюю опору, воспринимающую основное рабочее усилие, н ползун, скрепленный с рабочим инструментом и перемещаемый в вертикальной нлоскостн гидроцилиндром.
Предлагаемый станок для продольного накатывания шлицевых валов в холод ом состоянии, содержапшй вертикальную станииу и иакатиую головку, иесущую свободно врашаюи иеся ролики, расположенные по niary шлиц вокруг вертикальио установленной заготовки, отличается тем, что в корпусе иакатпой головки, выполненной подвпжной по верТ1п альным иаиравляющим, помещена относнтельио нодвижпая по оси заготовки скалка, связанная с норщнем гидравлического цилиндра, предназначенная для прижима заготовки с ностоянным усилием к нижней неподвижной оноре.
Благодаря этим особенностям обеспечивается новыи е1П ая жесткость заготовки в процессе накатывания н высокая стабильиая точность щлиц при накатывании круппых И1лицевых валов.
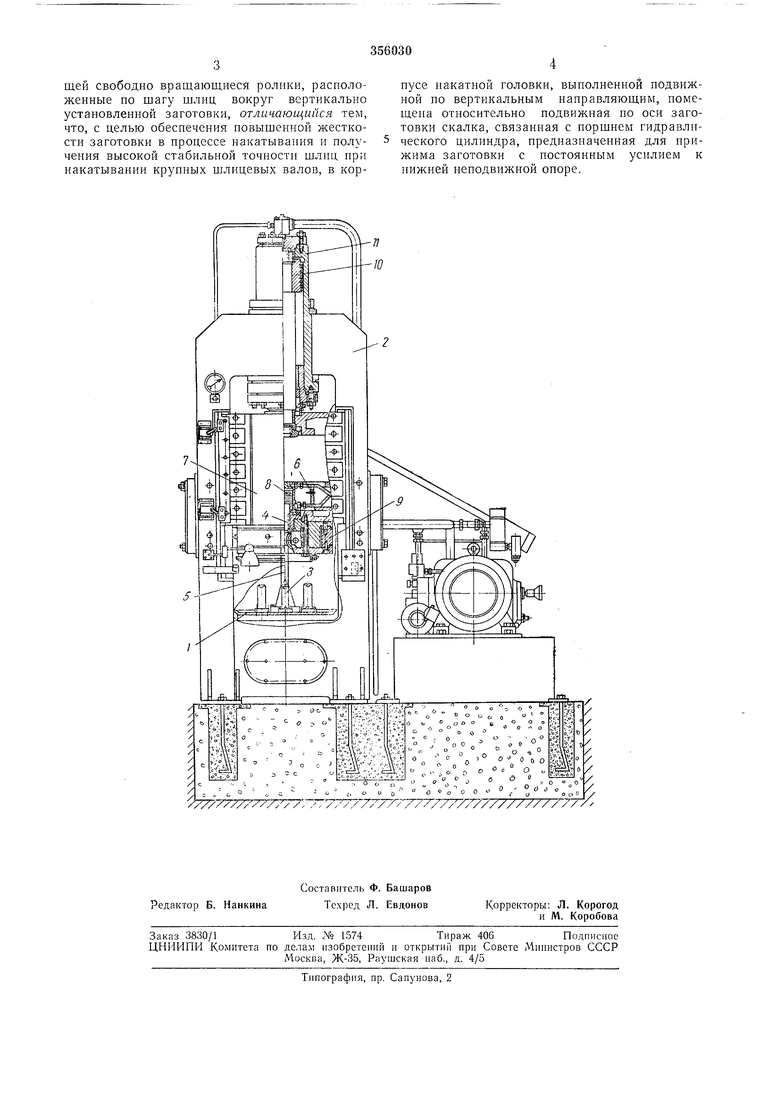
На чертеже изображен оннсываемый станок для нродолыюго накатывания нглпцевых валов в холодном состоянии.
иовлена нижняя ненодвижная онора ,, восприннмаюн),ая основное осевое усилие, возникающее при накатывании. Верхняя оиора 4, зажимающая накатываемый вал 5, смонтирована в пеподвижной жесткой траверсе 6, закрепленной на станине и проходящей виутри скалки 7. Поджим верхней опоры 4 осуществляется гидравлическим цилиидром 8. Накатная головка 9 жестко крепится к скалке, иеремещаютцейся в четырех V-образпых направляющих, длина которых выбрана такой, чтобЕя обеспечить надежное и точное направление. Скалка 7 вместе с накатной головкой перемен,ается в вертикальном направлении
порип1ем 10 гидравлического цнлиьгдра //.
Такая комионовка и коиструкция стайка иочти исключает износ цаправляющих, длительио сохраияя иервоначальную точность в процессе эксплуатацни, обесиечивает больи1ую жесткость оиор, закренляющих накатываемый вал в процессе иакатывания, а верхиее расиоложеиие накат)1ОЙ головки создает условия для хорошей защиты точных элементов от загрязнения.
П р е д м е т изобретения
щей свободно вращающиеся ролики, расположенные по щагу шлиц вокруг вертикально установленной заготовки, отличающийся тем, что, с целью обеспечения повыщенной жесткости заготовки в процессе накатывания и получения высокой стабильной точности шлиц при накатывании крупных шлицевых валов, в корпусе накатной головки, выполненной подвижной по вертикальным направляющим, помещепа относительно подвижная по оси заготовки скалка, связанная с поршнем гидравлического цилиндра, предназиачепная для прижима заготовки с постоянным усилием к пижней неподвижной опоре.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для холодного накатывания зубчатых профилей | 1989 |
|
SU1750825A1 |
| Станок для накатывания резьб на пустотелых заготовках | 1986 |
|
SU1470408A1 |
| СТАНОК ДЛЯ ПРОДОЛЬНОГО НАКАТЫВАНИЯ ШЛИЦЕВ | 1963 |
|
SU223740A1 |
| Станок б.в.федорова для накатывания профилей на валах | 1973 |
|
SU559760A1 |
| Станок для продольного накатывания профилей | 1976 |
|
SU768527A1 |
| Станок для накатывания шлицев | 1979 |
|
SU841751A1 |
| Профиленакатной станок | 1976 |
|
SU749518A1 |
| МЕХАНИЗМ ЗАЖИМА СТАНКА ДЛЯ НАКАТЫВАНИЯШЛИЦЕВ | 1969 |
|
SU232951A1 |
| РЕЗЬБОНАКАТНОЙ СТАНОК | 2000 |
|
RU2220019C2 |
| Станок для холодного накатывания зубчатых профилей | 1988 |
|
SU1780910A1 |
/77/7- 777 7
