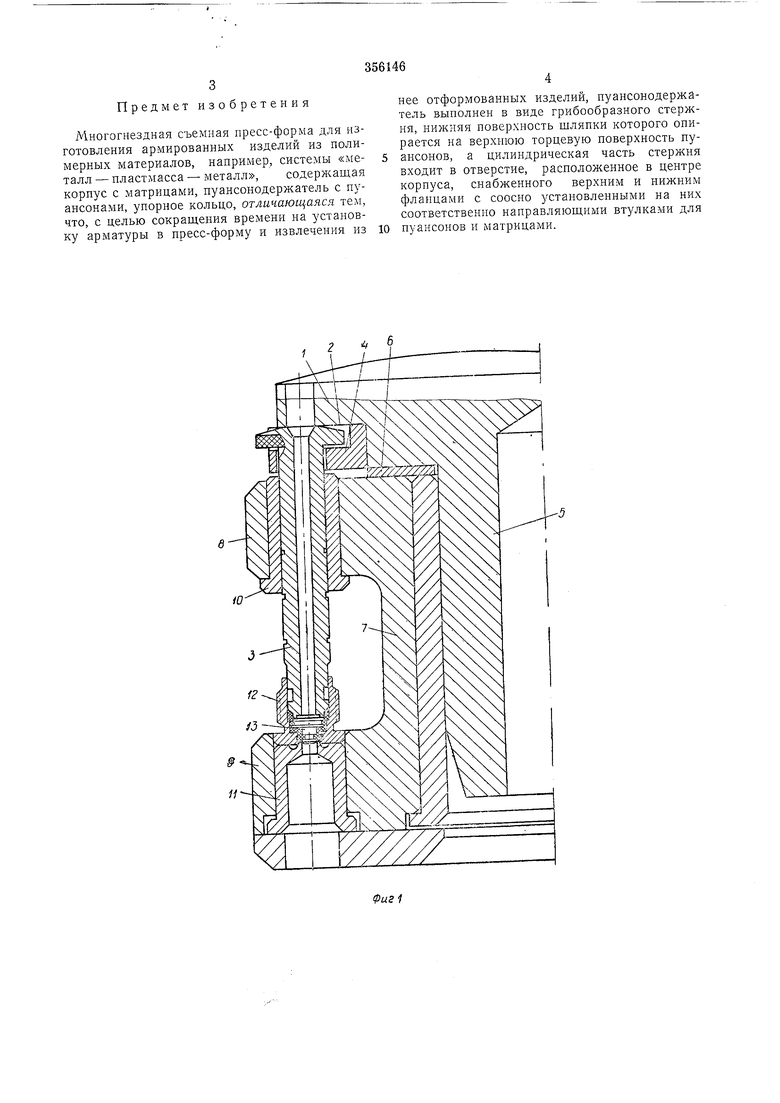
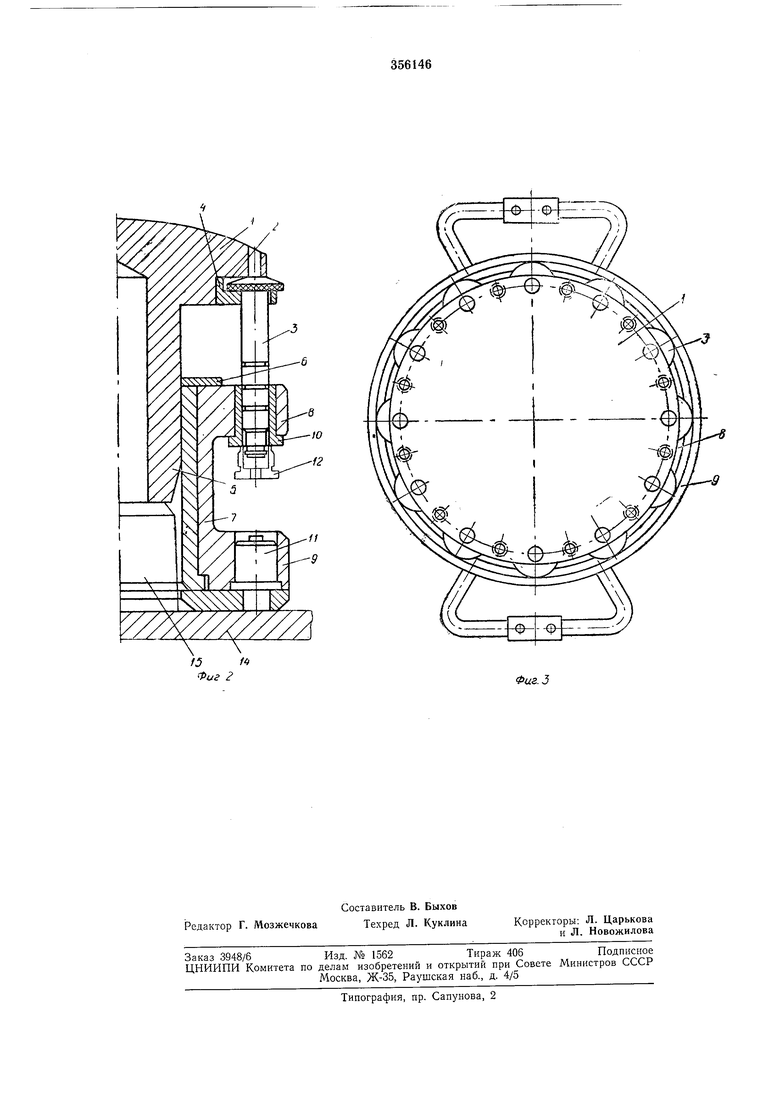
Известна многогнездная пресс-форма длй изготовления изделий из полимерных материалов, содержащая корпус с матрицами, пуансонодержатель с пуансонами и упорное кольцо, Однако в известных пресс-формах процесс установки в них арматуры при изготовлении изделий системы «металл--пластмасса - металл, а также извлечение подобных изделий из прессформы после процесса их формования трудоемок. Для сокращения времени на установку арматуры в пресс-форму и извлечения «з нее отформованных изделий предлагаемый пуансонодержатель выполняют в виде грибообразного стержня, нижняя поверхность шляпки которого опирается на верхнюю торцевую поверхность пуансонов. Цилиндрическая часть стержня входит в отверстие, расположенное в центре корпуса. Корпус снабжают верхним и нижним фланцами с соосно установленными ча них направляющими втулками для пуансонов и матрицами. На фиг. I изображена левая часть прессформы в сомкнутом состоянии с отформованным изделием в матрице; на фиг. 2 - правая часть прессформы в разомкнутом состоянии; на фиг. 3 -съемная пресс-форма, вид сверху. выполненный в виде грибообразного стержня, нижняя поверхность шляпки 2 которого опирается на верхнюю торцевую поверхность пуансона 3. Пуансон крепится к шляпке ограничительным кольцом 4, На цилиндрическую часть 5 стержня пуансонодержателя надето упорное кольцо 6. Корпус 7 пресс-формы снабжен верхним 8 и нижним 9 фланцами с соосно расположенными направляющими втулками 10 для пуансонов и матрицами //. Пресс-форма работает следующим образом. Наружную металлическую арматуру 12 устанавливают на матрице 11. Потом внутри металлической арматуры располагают цилиндрическую таблетку прессматериала с арматурой 13. После этого внутрь арматуры 12 вводят пуансон 3 путем перемещения пуансонодержателя вниз. Затем пресс-форму помещают между плитами пресса, где происходит прессование полимерной таблетки между арматурами 12 и 13, за счет чего осуществляется связь между ними. Пресс-форму извлекают из пресса и устанавливают на стол 14, где имеется упор 15, который обеспечивает подъем пуансонов. Пуансоны захватывают изделие, и при дальнейшем их перемещении торцы арматуры 12 упираются в торцевую поверхность втулок 10, за счет чего происходит сталкивание изделия с пуансонов 3.
Предмет изобретения
Многогнездная съемная пресс-форма для изготовления армированных изделий из полимерных материалов, например, системы «металл - пластмасса - металл, содержащая корпус с матрицами, пуансонодержатель с пуансонами, упорное кольцо, отличающаяся тем, что, с целью сокращения времени на установку арматуры в нресс-форму н извлечения из
нее отформованных изделий, пуансонодержатель выполнен в виде грибообразного стержня, нижняя поверхность шляпки которого опирается на верхнюю торцевую поверхность нуансонов, а цилиндрическая часть стержня входит в отверстие, расположенное в центре корпуса, снабженного верхним и нижним фланцами с соосно установленными на них соответственно направляющими втулками для
пуансонов и матрицами.
| название | год | авторы | номер документа |
|---|---|---|---|
| Многогнездная пресс-форма для изготовления полимерных изделий с арматурой | 1986 |
|
SU1391916A1 |
| Пресс-форма для изготовления втулок из порошка | 1981 |
|
SU1043029A1 |
| Устройство для прессования изделий из порошкообразных материалов | 1977 |
|
SU683919A1 |
| Пресс-форма для изготовления из полимерных материалов изделий | 1979 |
|
SU925640A1 |
| Пресс-форма для прессования порошков | 1982 |
|
SU1044429A1 |
| Устройство для изготовления изделий с продольными ребрами | 1985 |
|
SU1335353A1 |
| Устройство для штамповки листового материала | 1990 |
|
SU1784360A1 |
| ШТАМП ДЛЯ ВЫДАВЛИВАНИЯ ДЕТАЛЕЙ С ГЛУХОЙ ПОЛОСТЬЮ (ВАРИАНТЫ) | 1998 |
|
RU2125497C1 |
| Пресс-форма для изготовления изделий из полимерного материала | 1982 |
|
SU1009789A2 |
| Узел направления деформирующего пуансона штампа | 1989 |
|
SU1816529A1 |
б
,
Фиг. 5
