(54) ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ РЕЗИНОВЫХ УПЛОТНИТЕЛЬНЫХ МАНЖЕТ
1
Изобретение относится к изготовлению резиновых технических изделий и предназначено для изготовления резиновых у плотни тельных, манжет с арматурой.
Известна пресс-форма для изготовления у плотни тельных манжет, содержащая, верхнюю и нижнию части со средствами для фиксации арматуры, образующими с частями формующую полость, сердечник Н пуансон, образующий с сердечником загрузочную камеру ij.
Однако известная в этой пресо-форме манжета имеет большой литник, в силу чего требуется дополнительная механическая обработка ее и значительная часть материала идет в отходы.
Наиболее близким к предложенной по технической сущности и достигаемому эффекту является пресо-форма для изготовления резиновых уплотнительных манжет, содержащая связанный с верхней плитой пуансон, нижнюю плиту с оформляющим торцовую полость манжеты эл€ ментом, среднюю кольцевую часть и
V -образную канавку для оформления острой кромки манжеты L2J.
Однако при раскрытии пресс-формы манжета может остаться на пуансоне, . что затрудняет сьем ее и снижает, в конечном счете, производительность прессформы. Кроме того, при раскрытии пресоформы часть манжеты может удерживаться на оформляющем торцовую полость
fQ манжеты элементе, а часть на пуансоне за счет V-образной канавки, вследствие этого происходит образование надрывов на манжете, что снижает ее качество. Цель изобретения - повышение произи водительности пресс-формы и предотвращение повреждения манжеты при раскрытии пресс-формы.
Для достижения поставленной цели в пресс-форме для изготовлення резиновых
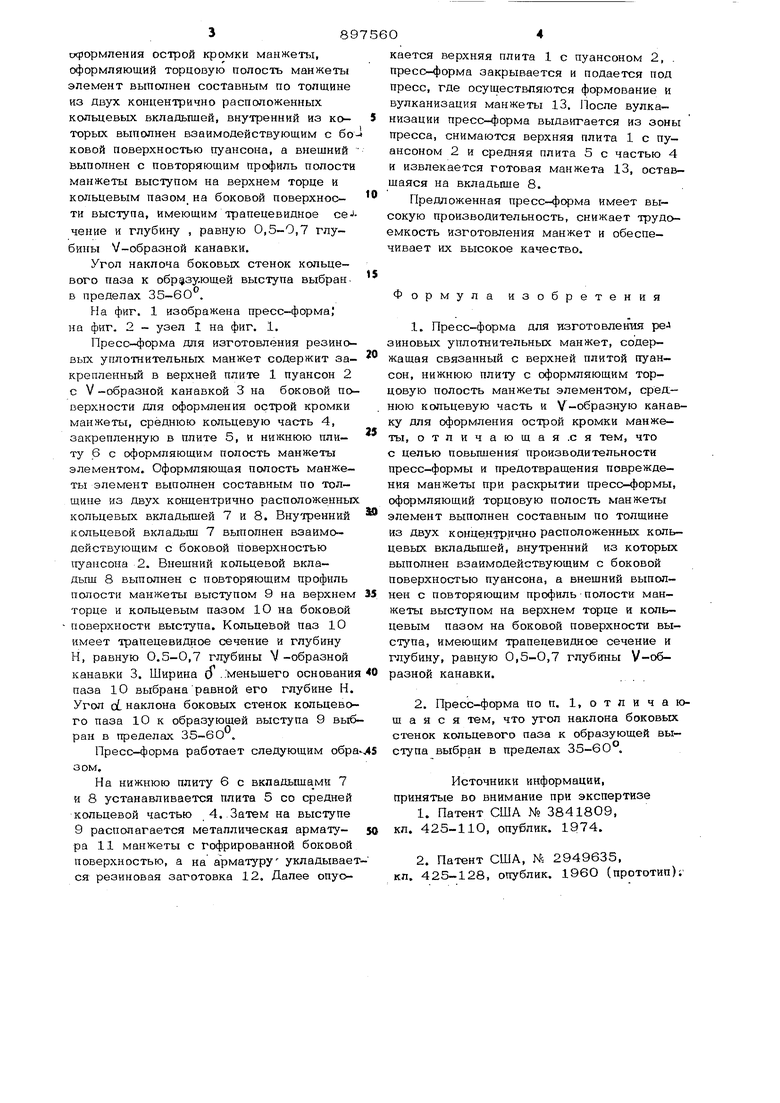
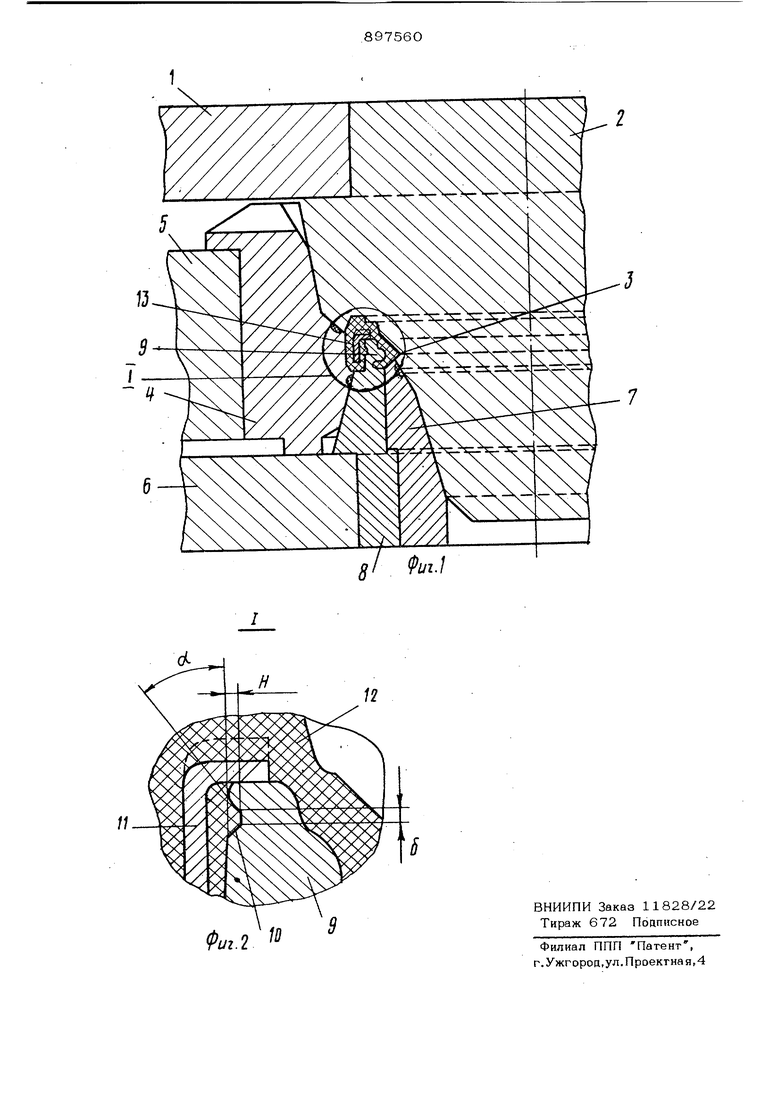
20 уплотнительных манжет, содержащей связанный с верхней плитой пуансон, нижнюю плиту с оформляющим торцовую попость манжеты элементом, среднюю кольцевую часть и V-образную канавку для 389 схрормления острой кромки манжеты, оформляющий торцовую Полость манжеты элемент выполнен составным по толщине из двух концентрично расположенных кольцевых вкладышей, внутренний из которых выполнен взаимодействующим с бо ковой поверхностью пуансона, а внешний выполнен с Повторяющим профиль полости манжеты выступом на верхнем торце и кольцевым пазом на боковой поверхности выступа, имеющим трапецевидное се-) чение и глубину , равную 0,5-0,7 глубины V-образной канавки. Угол наклона боковых стенок кольцевого паза к .ющей выступа выбран, в пределах 35-60 . На фиг. 1 изображена пресс-форма, на фиг. 2 - узел 1 на фиг. 1. Пресс-форма для изготовления резиновых уп-потнительных манжет содержит закрепленный в верхней плите 1 пуансон 2 с V -образной канавкой 3 на боковой поверхности для оформления острой кромки манжеты, среднюю кольцевую часть 4, закрепленную в плите 5, и нижнюю плиту 6 с оформляющим полость манжеты элементом. Оформляющая полость манжеты элемент выполнен составным по толщине из двух концентрично расположенных кольцевых вкладышей 7 и 8. Внутренний кольцевой вкладыш 7 выполнен взаимодействующим с боковой поверхностью пуансона 2. Внешний кольцевой вкладыщ 8 выполнен с повторяющим профиль полости манжеты выступом 9 на верхнем торце и кольцевым пазом 10 на боковой - поверхности выступа. Кольцевой паз Ю имеет трапецевидное сечение и глубину Н, равную 0.5-0,7 глубины V -образной канавки 3. Ширина б ..меньшего основани паза Ю выбранаравной его глубине Н. Угол cL наклона боковых стенок кольцевого паза 10 к образующей выступа 9 выб ран в пределах 35-60 . Пресс-форма работает следующим o6pa зом. На нижнюю плиту 6 с BKnaAbmia MVi 7 и 8 устанавливается плита 5 со средней кольцевой частью 4. Затем на выступе 9 располагается металлическая арматура 11 манжеты с гофрированной боковой поверхностью, а на арматуру укладывает ся резиновая заготовка 12. Далее опуо0кается верхняя плита 1 с пуансоном 2, . пресс-форма закрывается и подается под пресс, где осуществляются формование и вулканизация манжеты 13. После вулканизации пресс-форма выдвигается из зоны пресса, снимаются верхняя плита 1 с пуансоном 2 и средняя плита 5 с частью 4 и извлекается готовая манжета 13, оставшаяся на вкладьпле 8. Предложенная пресс-форма имеет высокую производительность, снижает трудоемкость изготовления манжет и обеспечивает их высокое качество. ормула изобретения 1, Пресс-форма для изготовления реД зиновых уплотнительных манжет, содержащая связанный с верхней плитой пуансон, нижнюю плиту с оформляющим торцовую полость манжеты элементом, среднюю кольцевую часть и V-образную канавку для оформления острой кромки манжеты, отличающая.с я тем, что с целью повьшюния производительности пресс-формы и предотвращения повреждения манжеты при раскрытии пресс-формы, оформляющий торцовую полость ганжеты элемент выполнен составным по толщине из двух конце.цтрично расположенных кольцевых вкладышей, внутренний из которых выполнен взаимодействующим с боковой поверхностью пуансона, а внешний выполнен с повторяющим профиль полости манжеты выступом на верхнем торце и кольцевым пазом на боковой поверхности выступа, имеющим трапецевидное сечение и глубину, равную 0,5-О,7 глубины V-образной канавки, 2. Пресс-форма по п. 1,отличающ а я с я тем, что угол наклона боковых стенок кольцевого паза к образующей выступа выбран в пределах 35-60 . Источники информации, принятые во внимание при экспертизе 1.Патент США № 3841809, кл. 425-11О, опублик. 1974. 2.Патент США, № 2949635, кп. 425-128, опублик. I960 (прототип);
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для изготовления кольцевых уплотнительных манжет с @ -образной рабочей кромкой | 1986 |
|
SU1551555A1 |
| Пресс-форма для изготовления резиновых уплотнительных манжет | 1983 |
|
SU1111871A1 |
| Многоместная трехплитная пресс-форма для изготовления кольцевых резиновых изделий | 1986 |
|
SU1369904A1 |
| Прессформа для литья под давлением отливок с боковыми отверстиями | 1976 |
|
SU608605A1 |
| Устройство для изготовления резиновых полых изделий | 1988 |
|
SU1537550A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2476291C1 |
| КАРКАС ПОВОРОТНОГО СОПЛА ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И ВЫКЛАДОЧНО-ПРЕССОВОЧНАЯ ОСНАСТКА ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2014 |
|
RU2551467C1 |
| Устройство для изготовления резиновых полусферических оболочек | 1987 |
|
SU1481078A1 |
| Пресс-форма для изготовления зубчатыхКОлЕС из КОМпОзициОННыХ пОлиМЕРНыХМАТЕРиАлОВ | 1979 |
|
SU822949A1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ СИЛЬФОНА | 2002 |
|
RU2229356C2 |
