Изобретение относится к станкостроению.
Цель изобретения - повышение точности обрабатываемых заготовок по длине путем внецикловой остановки суппорта в отведенном заднем положении и револьверной головки в положении между позициями.
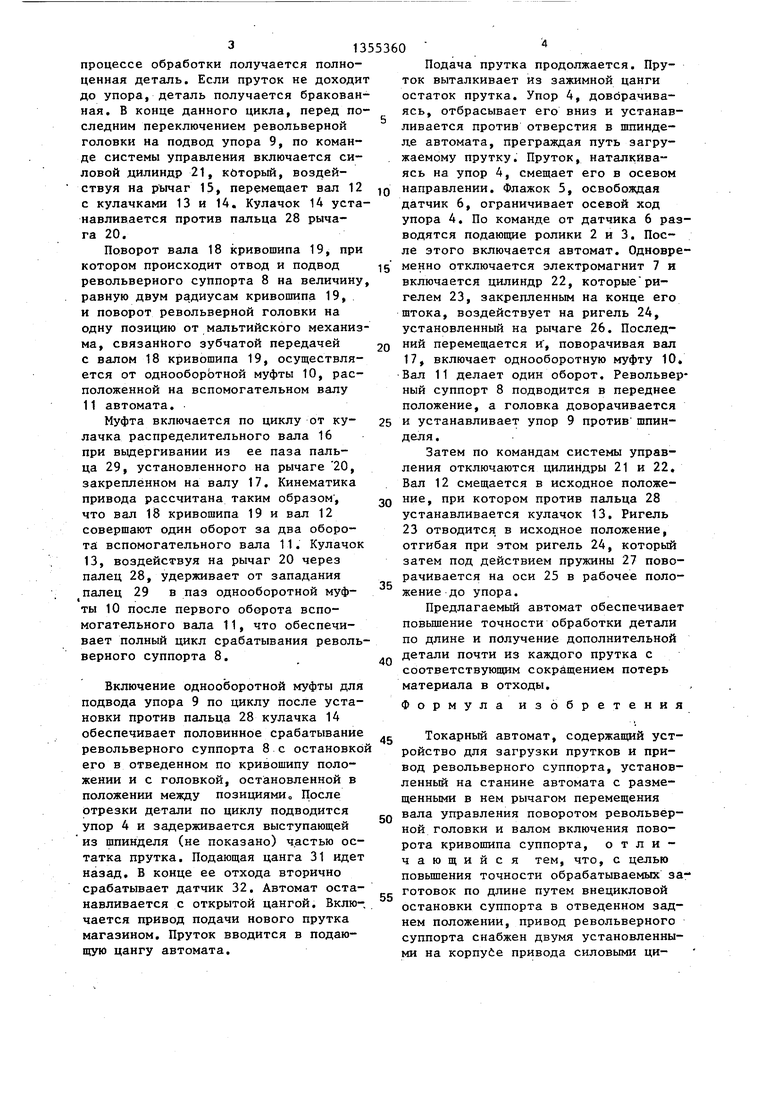
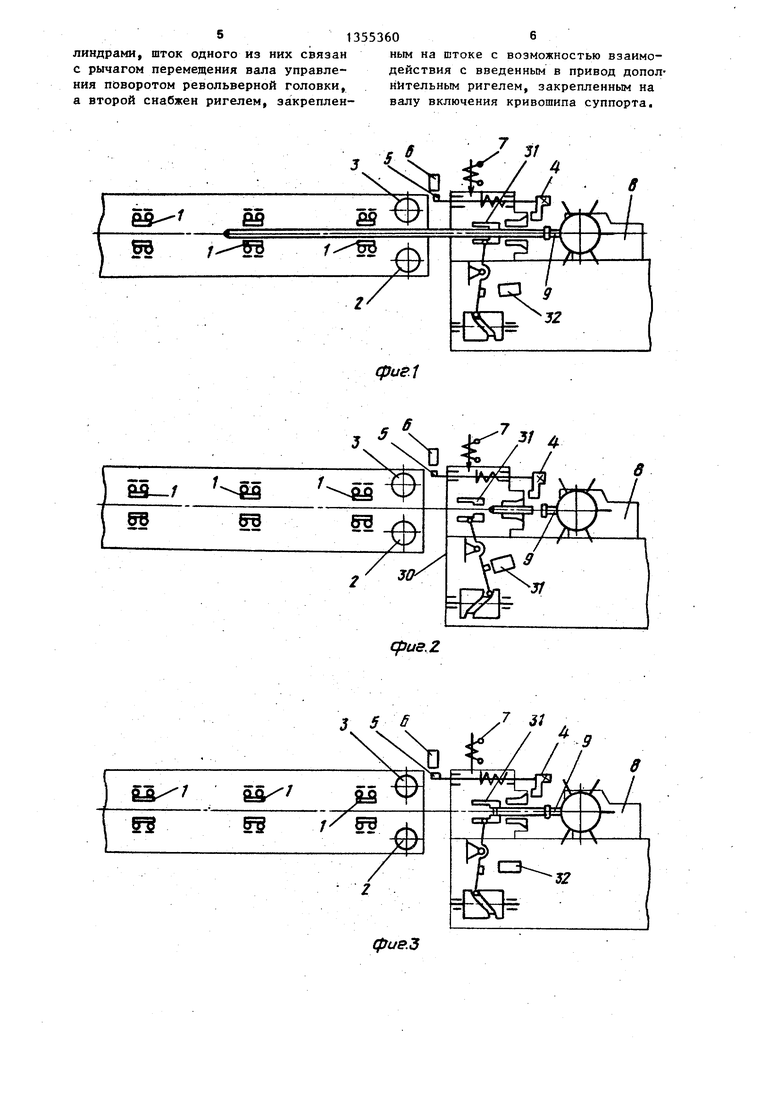
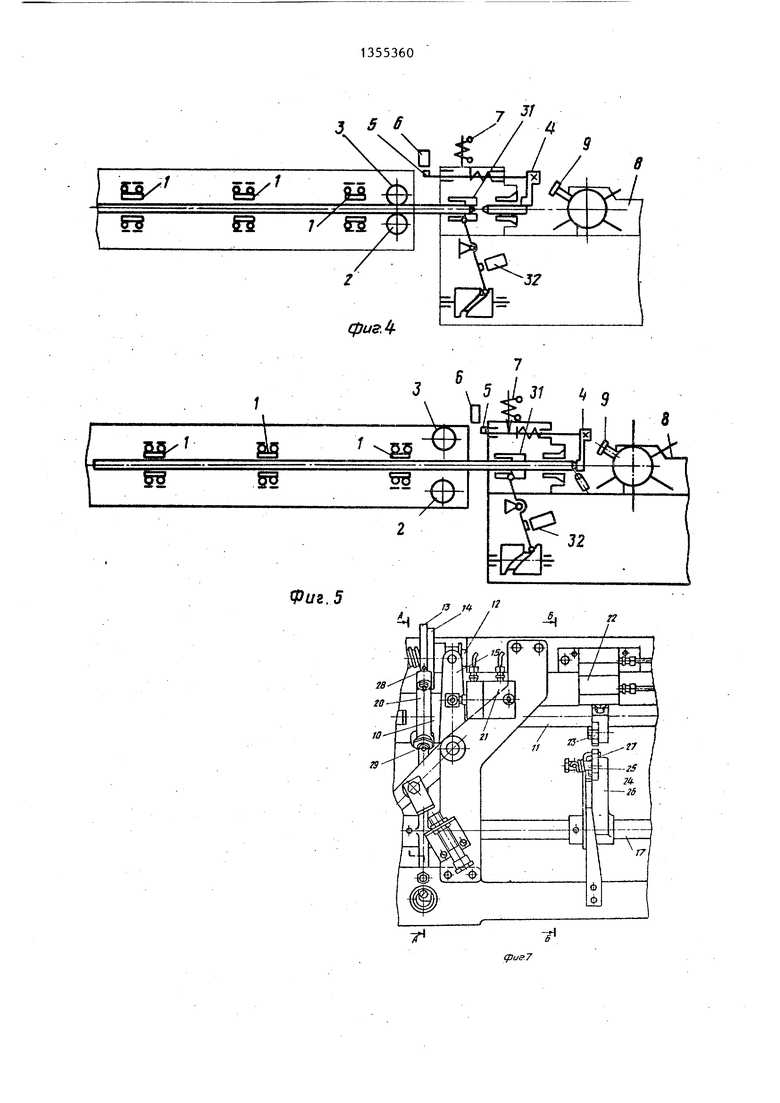
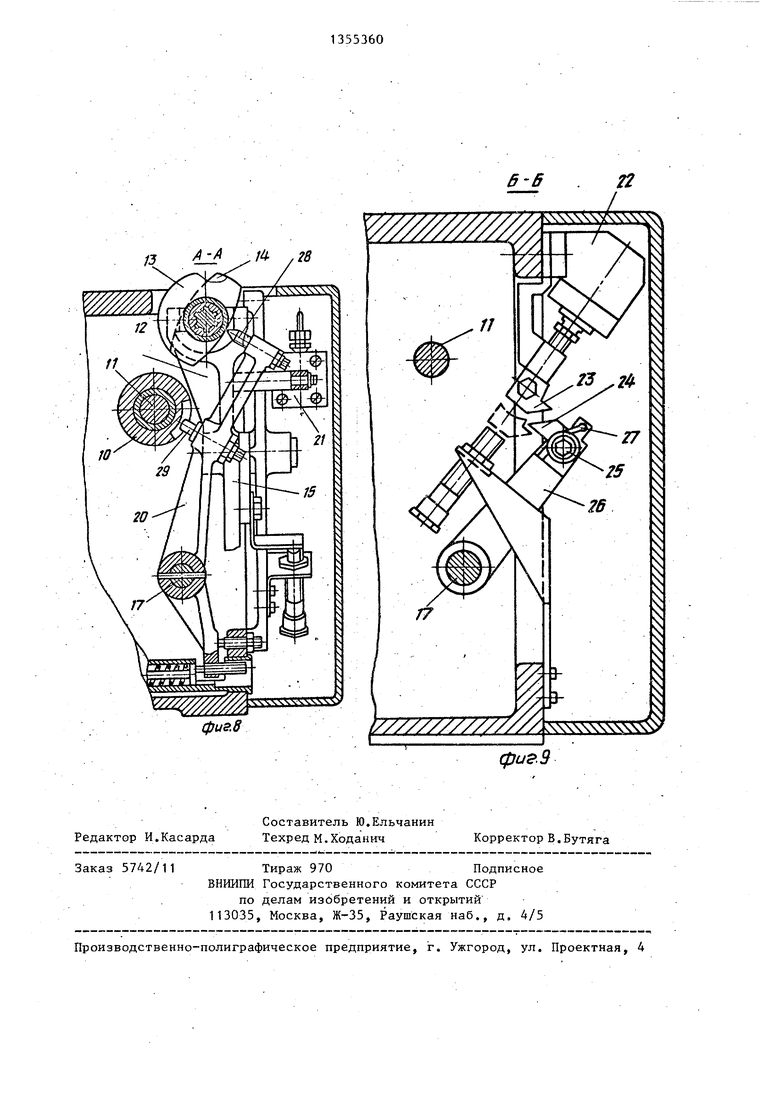
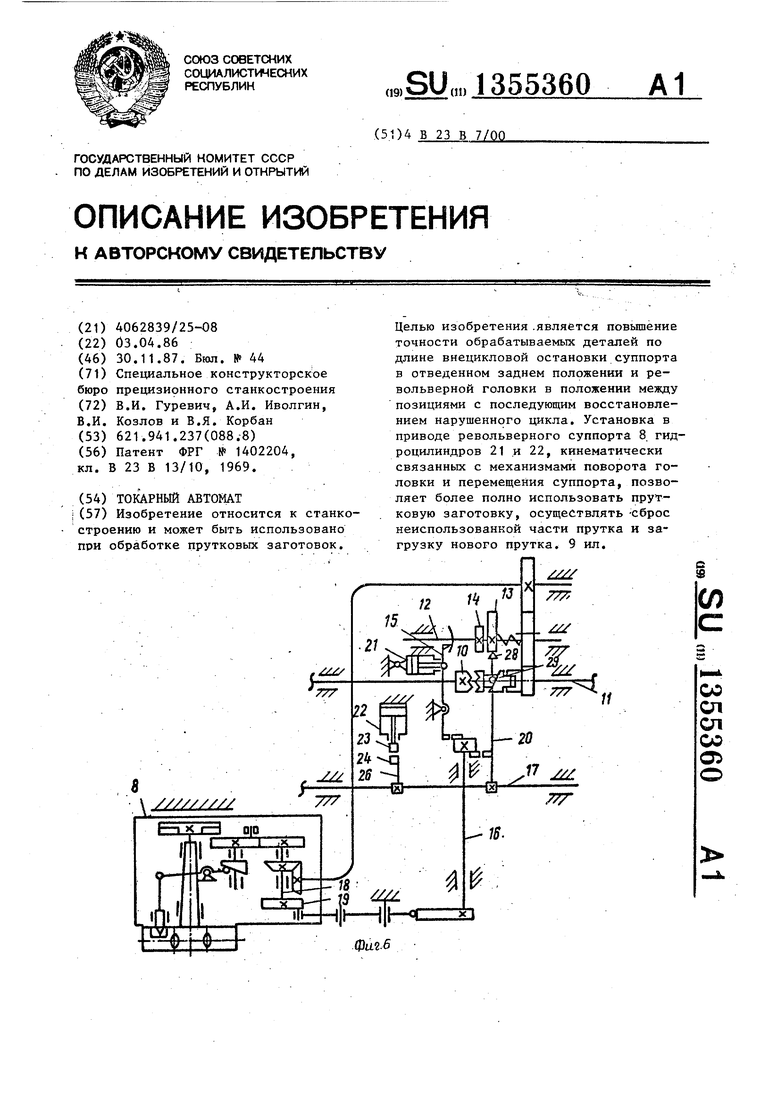
На фиг. 1-5 показана.работа токарного автомата с устройством для автоматической загрузки прутков; на фиг. 6-кинематика револьверного суппота и его привода;на фиг.7-механизм, обеспечивающий удаление остатка пруткаJ на фиг. 8 - разрез А-А на фиг. 7; на фиг. 9 - разрез Б-Б на фиг. 7«
Автомат содержит устройство для автоматической загрузки прутков и п зивод револьверного суппорта.
В устройство для автоматической загрузки прутков входят опоры 1 для вращающегося прутка, подающие ролики 2 и 3, а также установленные на автомате механизм останова прутка при загрузке и механизм, обеспечивающий удаление остатка прутка. В механизм останова прутка входит упор 4 закрепленный на.валу, подпружиненном в направлении, параллельном оси шпинделя автомата. На другом конце вала закреплен флажок 5 являющийся ограничителем осевого перемещения упора 4 и взаимодействующий с датчиком 6. Упор 4 подпружинен в направлении, перпендикулярном оси прутка, и оснащен электромагнитом 7 освобождающим упор для его подвода перед загрузкой нового прутка. Отвод упора 4 - от кулачка автомата (не показан).
В головке револьверного суппорта 8, установленного на станине автомата, размещен упор 9, ограничивающий подачу прутка в цикле. Привод револьверного суппорта включает однооборот ную муфту 10, установленную на вспомогательном валу 11, вал 12 управления поворотом револьверной головки с, двумя кулачками 13 и 14, рычаг 15, связанный с кулачком распределительного вала 16, вал 17 включения поворота вала 18 кривошипа 19 за счет рычага 20 взаимодействующего с одно- оборотной муфтой 10. Для удаления остатка прутка указанный механизм снабжен силовым цилиндром 21, связанным ,с рычагом 15, и силовым цилиндром ;22 с закрепленным на штоке ригелем
0
5
Ь
0
5
0
5
0
5
23, взаимодейст вующим с ригелем 24, установленным на оси 25 закрепленного на валу Г/ рычага 26. Ригель 24 прижимается к упору в рычаге 26 пружиной 27. Кулачки 13 и 14 при взаимодействии с пальцем 28 рычага 20 управляют работой однооборотной муфты 10, которая связана с рычагом 20 пальцем 29. При взаимодействии пальца 28 с кулачком 13 обеспечивается полный поворот вала 18 кривошипа 19. При взаимодействии пальца 28 с кулачком 14 вал 18 кривошипа 19 совершает половину оборота. Детали привода размещены в корпусе 30.
Механизм привода подающей цанги 31 снабжен датчиком 32 окончания прутка. При наличии на автомате системы управления, выполненной в виде многодорожечного командоаппарата (не показано) к функциям первой и последней его дорожек добавляется управление механизмом, введенным в привод револьверного суппорта. При отсутствии командоаппарата для управления устройством необходимо ввести два путевых переключателя, взаимодействующих с ригелями распределительного вала (не показано),
Автомат работает следующим образом.
При обработке прутка на автомате задний его конец поддерживается в опорах 1 устройства. Упор 4 удерживается в отведенном положении, не препятствуя подаче прутка в каждом цикле до упора 9 в головке револьверного суппорта 8. По мере изготовления де- талей из прутка его длина уменьшается настолько, что при очередном взведении подающей цанги 31 она соскакивает с прутка. При этом в к онце отвода подающей цанги срабатывает датчик 32, включаюш 1й электромагнит 7 упора 4 и подготавливающий к работе электрическую цепь вновь введенного в привод револьверного суппорта 8 механизма.
Электромагнит 7 освобождает упор 4, который будет подведен в конце следующего цикла, перед открытием . зажимной цанги автомата. Работа автомата по циклу продолжается. Подающая цанга 31, двигаясь вперед, толкает ; пруток своим передним торцом. Если длина прутка достаточно большая, пруток доходит до упора 9, и цанга наезжает на пруток. В этом случае в
процессе обработки получается полноценная деталь. Если пруток не доходи до упора, деталь получается бракованная. В конце данного цикла, перед последним переключением револьверной головки на подвод упора 9, по команде системы управления включается силовой дилиндр 21, кйторый, воздействуя на рЫчаг 15, перемещает вал 12 с кулачками 13 и 14. Кулачок 14 устанавливается против пальца 28 рычага 20.
Поворот вала 18 кривошипа 19, при котором происходит отвод и подвод револьверного суппорта 8 на величину равную двум радиусам кривошипа 19, и поворот револьверной головки на одну позицию от мальтийского механизма, связанйого зубчатой передачей с валом 18 кривошипа 19, осуществляется от однооборЬтной муфты 10, расположенной на вспомогательном валу 11 автомата.
Муфта включается по циклу от ку- лачка распределительного вала 16 при вьздергивании из ее паза пальца 29, установленного на рычаге 20, закрепленном на валу 17. Кинематика привода рассчитана таким образом , что вал 18 кривошипа 19 и вал 12 совершают один оборот за два оборота вспомогательного вала 11. Кулачок 13, воздействуя на рычаг 20 через палец 28, удерживает от западания палец 29 в паз однооборотной муфты 10 после первого оборота вспомогательного вала 11, что обеспечивает полный цикл срабатывания револьверного суппорта 8.
Включение однооборотной муфты для подвода упора 9 по циклу после установки против пальца 28 кулачка 14 обеспечивает половинное срабатывание револьверного суппорта 8 с остановко его в отведенном по кривошипу положении и с головкой, остановленной в положении между позициями„ После отрезки детали по циклу подводится упор 4 и задерживается выступающей из шпинделя (не показано) частью остатка прутка. Подающая цанга 31 идет назад, В конце ее отхода вторично срабатывает датчик 32. Автомат останавливается с открытой цангой. Включается привод подачи нового прутка магазином. Пруток вводится в подающую цангу автомата.
Q
5 0
5 о Q
5
0
Подача прутка продолжается. Пруток выталкивает из зажимной цанги остаток прутка. Упор 4, довбрачива- ясь, отбрасывает его вниз и устанавливается против отверстия в шпинде- л.е автомата, преграждая путь загружаемому прутку. Пруток, наталкиваясь на упор 4, смещает его в осевом направлении. Флажок 5, освобождая датчик 6, ограничивает осевой ход упора 4. По команде от датчика б разводятся подающие ролики 2 и 3. После этого включается автомат. Одновременно отключается электромагнит 7 и включается цилиндр 22, которые ригелем 23, закрепленным на конце его штока, воздействует на ригель 24, установленный на рычаге 26. Последний перемещается и , поворачивая вал 17, включает однооборотную муфту 10, Вал 11 делает один оборот. Револьверный суппорт 8 подводится в переднее положение, а головка доворачивается и устанавливает упор 9 против шпинделя.
Затем по командам системы управления отключаются цилиндры 21 и 22, Вал 12 смещается в исходное положение, при котором против пальца 28 устанавливается кулачок 13. Ригель 23 отводится в исходное положение, отгибая при этом ригель 24, который затем под действием пружины 27 поворачивается на оси 25 в рабочее положение до упора.
Предлагаемый автомат обеспечивает повьшение точности обработки детали по длине и получение дополнительной детали почти из каждого прутка с соответствующим сокращением потерь материала в отходы.
Формула изобретения
Токарный автомат, содержащий устройство для загрузки прутков и привод револьверного суппорта, установленный на станине автомата с размещенными в нем рычагом перемещения вала управления поворотом револьверной головки и валом включения поворота кривошипа суппорта, отличающийся тем, что, с целью повьшгения точности обрабатываемых заготовок по длине путем внецикловой остановки суппорта в отведенном заднем положении, привод револьверного суппорта снабжен двумя установленными на корпуйе привода силовыми ци513553606
линдрами, шток одного из них связан ным на штоке с возможностью взаимо- с рычагом перемещения вала управле- действия с введенным в привод дополняя поворотом револьверной головки, нательным ригелем, закрепленньм на а второй снабжен ригелем, за креплен- валу включения кривошипа суппорта.
1
вв
/-
т
/xXHj
В
т
./
срие.1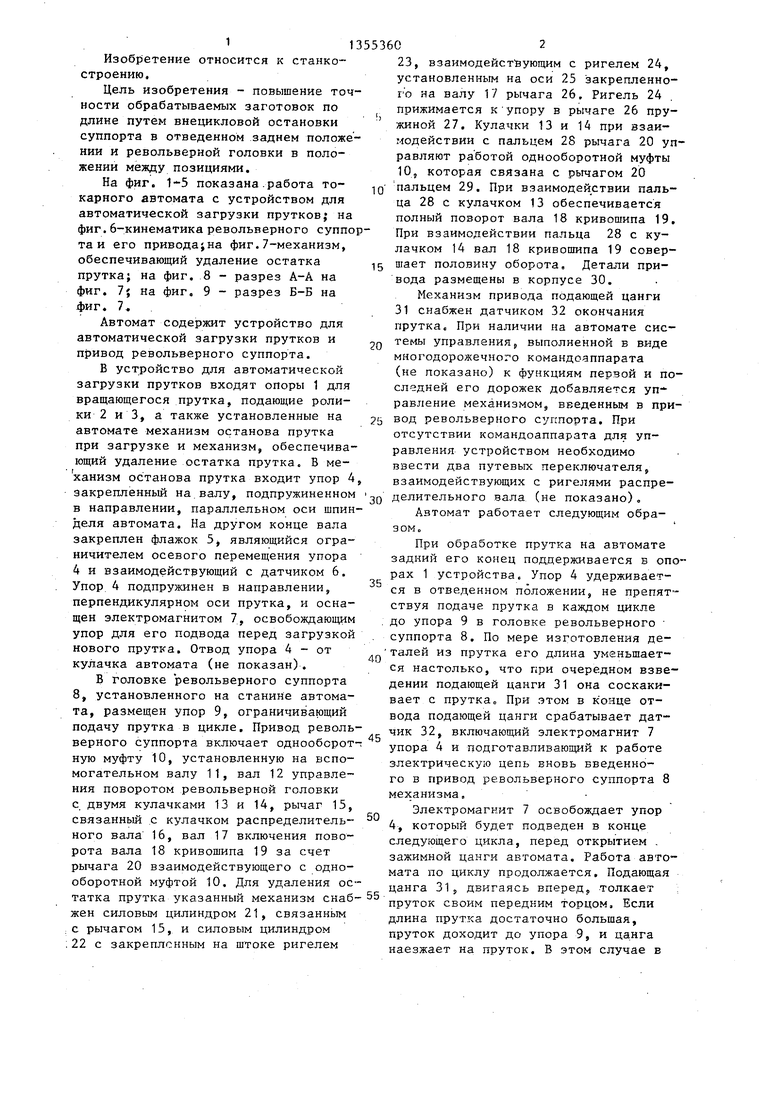
| название | год | авторы | номер документа |
|---|---|---|---|
| Револьверный суппорт токарно-револьверного автомата | 1975 |
|
SU566679A1 |
| Револьверный суппорт токарного автомата | 1981 |
|
SU992124A1 |
| Токарно-револьверный автоматический станок для двусторонней обработки изделий и, в частности, резьбовых шпилек | 1949 |
|
SU83023A1 |
| Револьверный суппорт токарного автомата | 1986 |
|
SU1342610A1 |
| Автомат для сварки кольцевых швов в среде защитных газов | 1974 |
|
SU519294A1 |
| Токарно-револьверный автомат | 1974 |
|
SU663487A1 |
| Токарно-револьверный автомат | 1979 |
|
SU882703A1 |
| Универсальный многошпиндельный револьверный автомат | 1946 |
|
SU72327A1 |
| ФРЕЗЕРНО-ОТРЕЗНОЙ СТАНОК-АВТОМАТ | 1972 |
|
SU357046A1 |
| Контрольно-корректирующее устройство к прутковому станку-автомату | 1978 |
|
SU776756A1 |
аз-/
---Ш
t
5В
5В
в
cfius.Z
3 5-S
&
т
т
;/§
7 J/
ff
фие.З
3 5 f
is/
X:
M
e
7 О
;&г/г4
j;
Ш
. 1 (x| ,
/
/
13 1 /2В
фи5,8
6-В
п
L
Редактор И.Касарда
Составитель Ю.Ельчанин Техред М.Ходанич
Заказ 5742/11
Тираж 970Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытии 113035, Москва, Ж-35, Раушская наб., д, 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
фиг В
Корректор В.Бутяга
| Патент ФРГ № 1402204, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
