Изобретение касается металлообработки, в частности станочных приспособлений.
Известны устройства для зажима обрабатываемых деталей, содержащие силовой цилиндр, соединенный с Г-образным прихватом, имеющим байонетную канавку, в которую входит колец пальца, обеспечивающий автоматический поворот прихвата.
Предлагаемое устройство отличается от известных тем, что Г-образный прихват имеет вторую байонетную канавку, в которую входит конец поворотного рычага, а палец выполнен подпружиненным.
Такая конструкция обеспечивает автоматизацию лроцессов повОрота прихвата и выталкивания детали одним приводом.
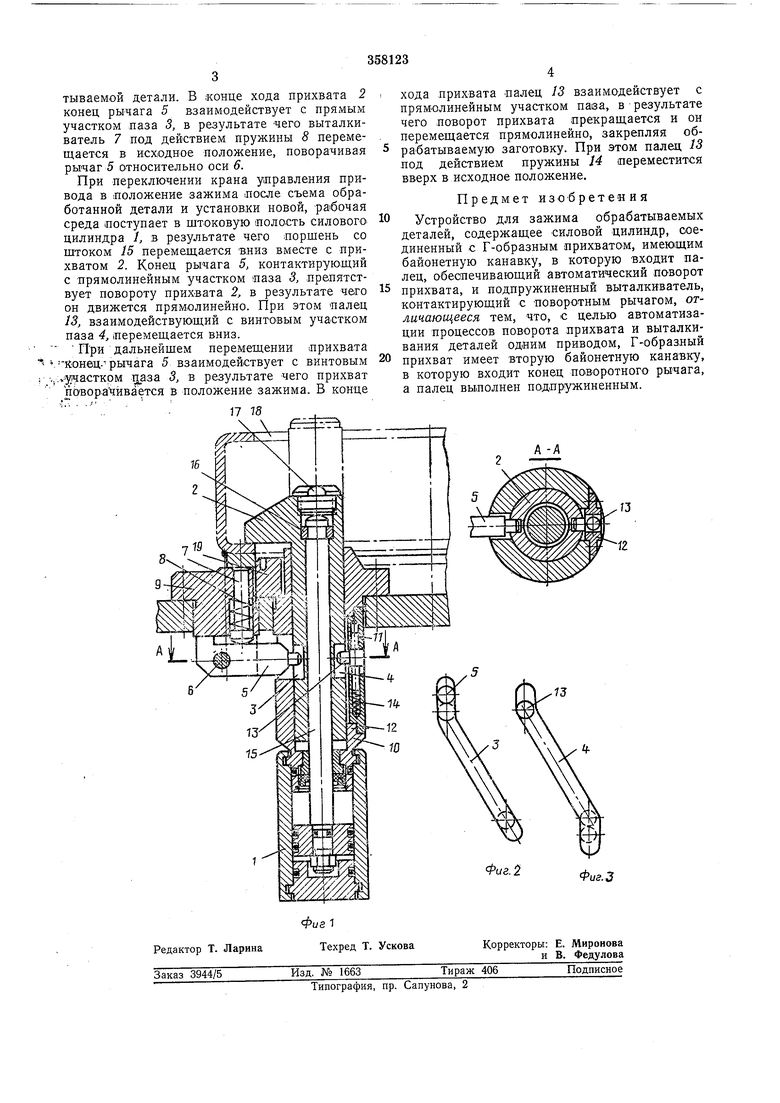
На фиг. 1 изображено описываемое устройство с разрезом по Л-Л; на фиг. 2-развертка байонетного паза прихвата со стороны подпружиненного пальца; на фиг. 3 - развертка байонетного паза со стороны поворотного рычага.
Устройство состоит из силового цилиндра /, Г-образного прихвата 2 с двумя байонетными пазами 5 и . Рычаг 5, имеющий возможность поворачиваться относительно оси 6, взаимодействует с байонетным пазом 3. Выталкиватель 7, контактирующий с рычагом 5, и пружина 8 установлены в стакане 9, торец которого является установочной базой приспособления. В стакане 10, являющемся крышкой гидроцилиндра, расположены неподвижные сухари 11 и 12, в которых смонтирован взаимодействующий с байонетным пазом 4 палец 13, подпружиненный пружиной 14. На конце штока 15 имеется канавка, в которую входит шайба 16 с прорезью. В прихват 2 ввинчена 17.
Обрабатываемая деталь 18 устанавливается по плоскости и отверстию на торец стакана Р и пружинящее кольцо 19. При переключении распределительного крана привода в положение разжима обра,батываемой детали рабочая среда поступает в порщневую полость силового цилиндра 1, в результате чего поршень со штоком 15 перемещается вверх, при этом головка щтока, упираясь в пробку 17, перемещает вверх прихват 2. При этом палец 13 взаимодействует с прямолинейным
участком паза 4 (см. фиг. 2) и, следовательно, прихват будет перемещаться прямолинейно. Конец рычага 5 в это время взаимодействует с винтовым участком паза 3 (см. фиг. 3) и, следовательно, рычаг поворачивается относительно оси 6, перемещая вверх выталкиватель 7, снимающий деталь 18 с кольца 19. При дальнейшем перемещении прихвата палец 13 взаимодействует с винтовым участком паза 4, в результате чего прихват 2 по
| название | год | авторы | номер документа |
|---|---|---|---|
| Многопозиционный автооператор | 1988 |
|
SU1683969A1 |
| Устройство для зажима деталей | 1979 |
|
SU774907A1 |
| УСТРОЙСТВО для ЗАЖИМА ОБРАБАТЫВАЕМЫХ ДЕТАЛЕЙ | 1972 |
|
SU349559A1 |
| Устройство для зажима обрабатываемых деталей | 1979 |
|
SU865598A2 |
| Устройство для зажима деталей | 1981 |
|
SU1028464A1 |
| Устройство для зажима деталей | 1982 |
|
SU1033283A1 |
| Устройство для дорнования | 1975 |
|
SU557885A1 |
| Многооперационное устройство сАВТОМАТичЕСКОй СМЕНОй иНСТРуМЕНТА | 1978 |
|
SU831487A1 |
| Устройство для зажима обрабатываемых деталей | 1973 |
|
SU460156A1 |
| Устройство для зажима обрабатываемых деталей | 1974 |
|
SU597545A1 |
