Изобретение относится к технике изготовления конструкционных деталей из термопластического материала и может быть использовано, например, для изготовления крышек электрических конденсаторов с армированными выводами.
Известны устройства для изготовления крышек радиодеталей с армированными выводами, содержаодие механизм литья под давлением, разъемную пресс-форму с системой выталкивателей и механизм загрузки выводов. Эти устройства требуют ручной укладки выводов в пресс-форму, что значительно снижает производительность труда.
С целью повышения производительности устройства, в предлагаемом устройстве механизм загрузки выводов выполнен в виде рычага, один конец которого закреплен на валу с возможностью осевого и радиального перемещения относительно вала, а на другом конце жестко закреплена направляющая подпружиненная плита с отверстиями для толкателей, служащих для подачи выводов в прессформу, и с закрепленной на ней кассетой с выводами.
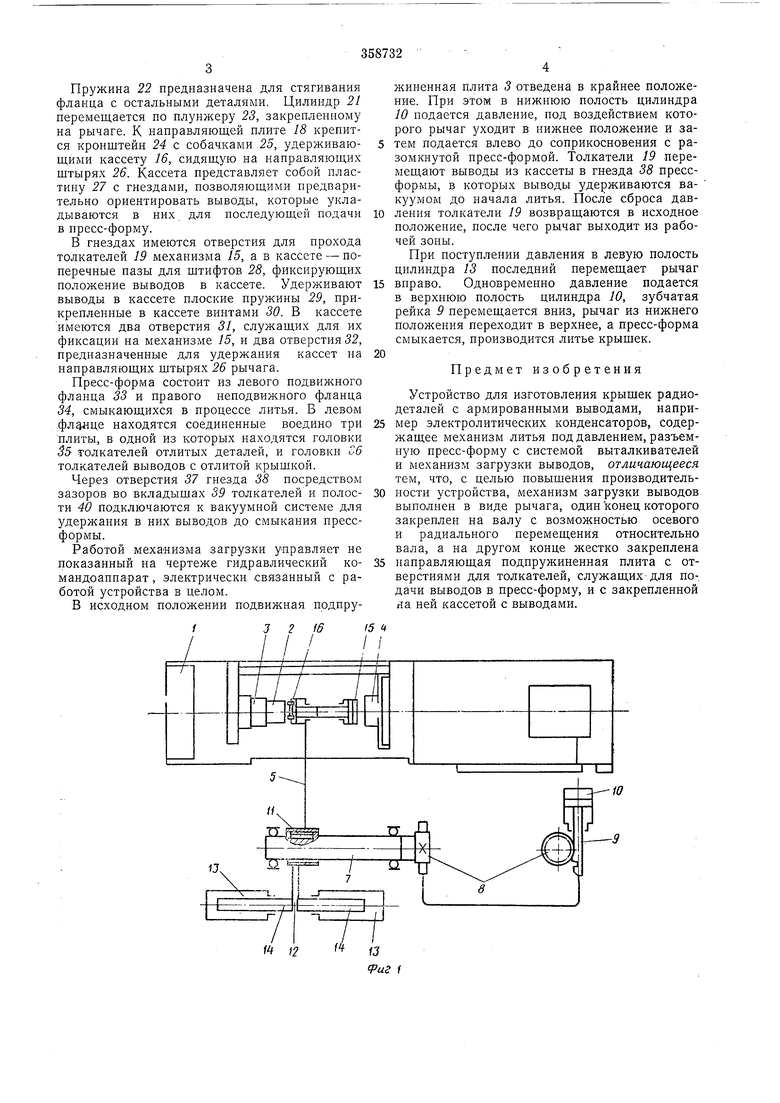
На фиг. 1 приведена кинематическая схема описываемого устройства; на фиг. 2 - механизм загрузки выводов; на фиг. 3 - механизм переталкивания выводов из кассеты в прессформу; на фиг. 4 - трафаретная кассета для
выводов; на фиг. 5 - то же, сечение но Л-А на фиг. 4; на фиг. 6 - пресс-форма с вауумной системой. Устройство для изготовления крышек радиодеталей содержит механизм 1 литья под давлением и механизм 2 загрззки выводов; последний крепится к направляющей подвижной подпружиненной плите 3 и работает в зоне разомкнутых подвижной 3 и ненодвижной 4 плит. Рычаг 5 механизма загрузки выводов крепится к направляющей 6. Внутри рычага на подшипниках размещен вал 7 с закрепленной шестерней 8, которая передает валу вращающий момент от линейного перемещения зубчатой рейки 9, а носледняя перемещается в результате подачи давления в рабочие полости цилиндра 10. От вала вращающий момент передается рычагу через скользящую щнонку 11. Осевое неремещение рычага
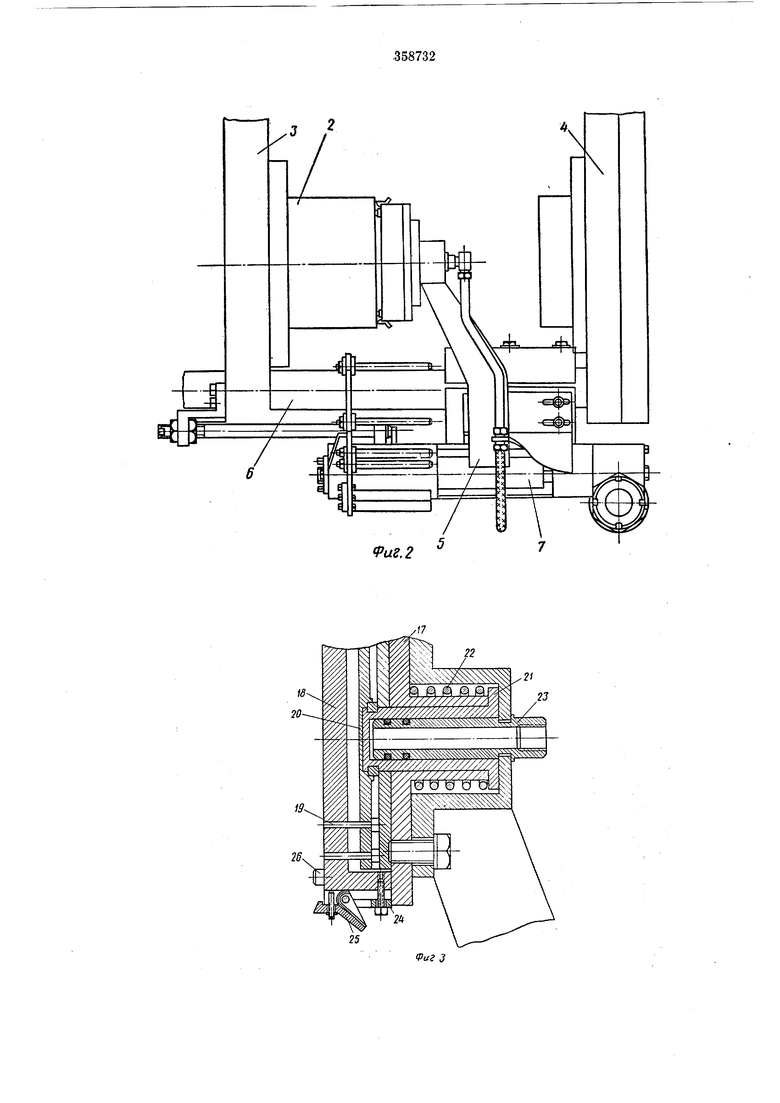
осуществляется нри помощи флажка 12, который перемещается цилиндрами 13 но ненодвижным плунжерам 14 нод воздействием давления, нодаваемого в полости цилиндров 13. К рычагу крепится механизм 15 переталкивания выводов с кассетой 16, содержащий фланец 17, к которому при помощи болтов присоединяется направляющая плита 18 с отверстиями, в них перемещаются толкатели 19, проходящие также и в отверстия плиты 20,
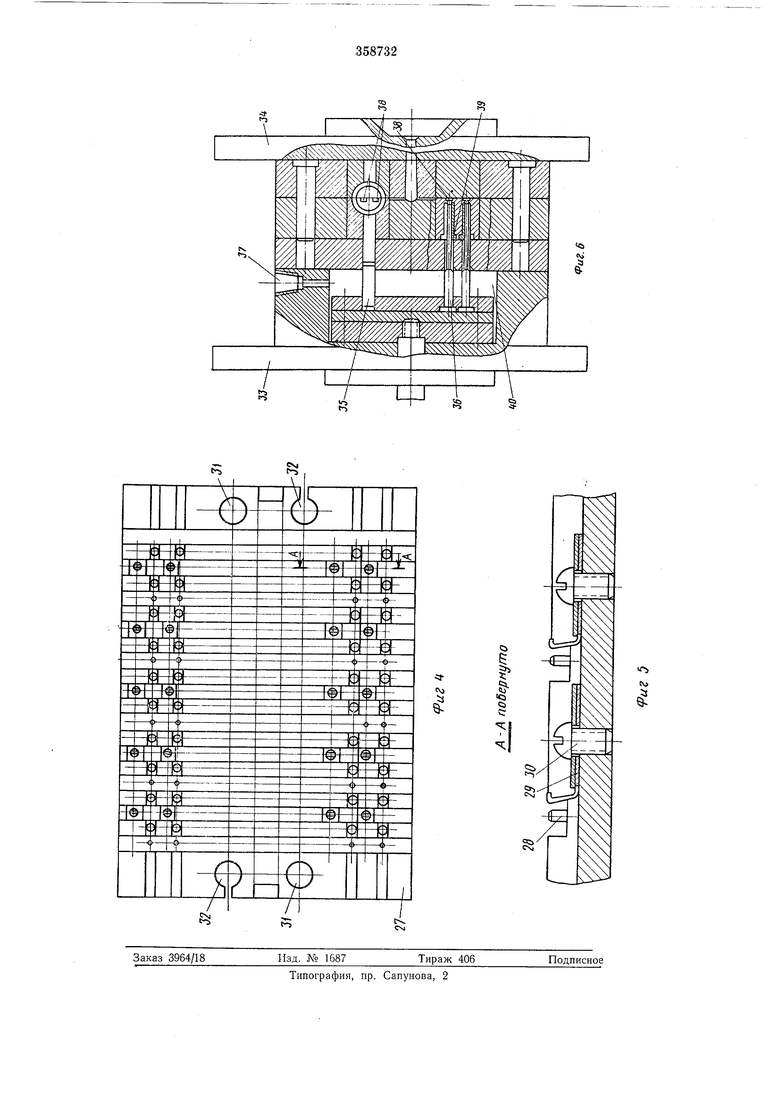
Пружина 22 предназначена для стягивания фланца с остальными деталями. Цилиндр 21 перемещается по плунжеру 23, закрепленному на рычаге. К направляющей плите 18 крепится кронштейн 24 с собачками 25, удерживающими кассету 16, сидящую на направляющих штырях 26. Кассета представляет собой пластину 27 с гнездами, позволяющими предварительно ориентировать выводы, которые укладываются в них для последующей подачи в пресс-форму.
В гнездах имеются отверстия для прохода толкателей 19 механизма 15, а в кассете - поперечные пазы для щтифтов 28, фиксирующих положение выводов в кассете. Удерживают выводы в кассете плоские пружины 29, прикрепленные в кассете винтами 30. В кассете имеются два отверстия 31, служащих для их фиксации на механизме 15, и два отверстия 32, предназначенные для удержания кассет на направляющих штырях 26 рычага.
Пресс-форма состоит из левого подвижного фланца 33 и правого неподвижного фланца 34, смыкающихся в процессе литья. В левом .фладце находятся соединенные воедино три плиты, в одной из которых находятся головки 35 толкателей отлитых деталей, и головки S6 толкателей выводов с отлитой крышкой.
Через отверстия 37 гнезда 38 посредством зазоров во вкладышах 39 толкателей и полости 40 подключаются к вакуумной системе для удержания в них выводов до смыкания прессформы.
Работой механизма загрузки управляет не показанный на чертеже гидравлический командоаппарат , электрически связанный с работой устройства в целом.
В исходном положении подвижная подпружиненная плита 5 отведена в крайнее положение. При этом в нижнюю полость цилиндра 10 подается давление, под воздействием которого рычаг уходит в нижнее положение и затем подается влево до соприкосновения с разомкнутой пресс-формой. Толкатели 19 перемещают выводы из кассеты в гнезда 38 прессформы, в которых выводы удерживаются вакуумом до начала литья. После сброса давления толкатели 19 возвращаются в исходное положение, после чего рычаг выходит из рабочей зоны.
При поступлении давления в левую полость цилиндра 13 последний перемещает рычаг
вправо. Одновременно давление подается в верхнюю полость цилиндра 10, зубчатая рейка 9 перемещается вниз, рычаг из нижнего положения переходит в верхнее, а пресс-форма смыкается, производится литье крыщек.
Предмет изобретения
Устройство для изготовления крышек радиодеталей с армированными выводами, например электролитических конденсаторов, содержащее механизм литья под давлением, разъемную пресс-форму с системой выталкивателей и механизм загрузки выводов, отличающееся тем, что, с целью повышения производительности устройства, механизм загрузки выводов выполнен в виде рычага, один конец которого закреплен на валу с возможностью осевого н радиального перемещения относительно вала, а на другом конце жестко закреплена
направляющая подпружиненная плита с отверстиями для толкателей, служащих-для подачи выводов в пресс-форму, и с закрепленной ria ней кассетой с выводами.
Риг.2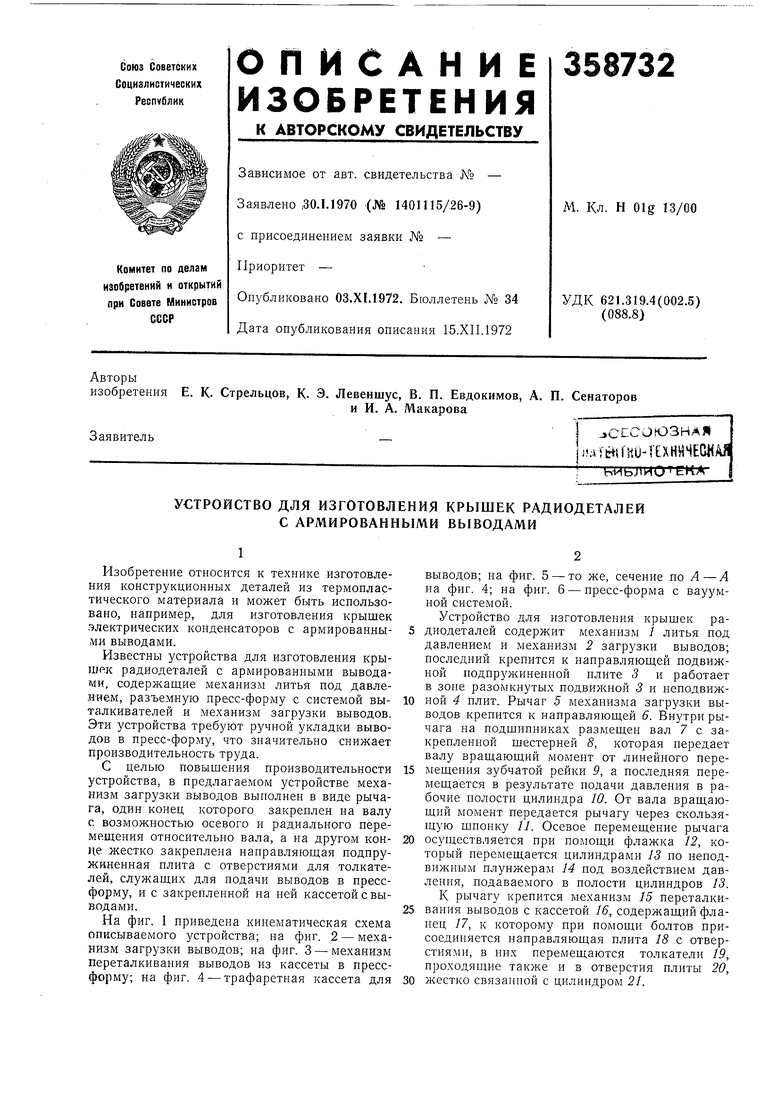
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИТЬЕВОЙ АГРЕГАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ФОРМОВЫХ ИЗДЕЛИЙ | 1969 |
|
SU233877A1 |
| АГРЕГАТ ДЛЯ ИЗГОТОВЛЕНИЯ ФОРМОВЫХ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 1969 |
|
SU244601A1 |
| Машина для литья под давлениемАРМиРОВАННыХ издЕлий | 1979 |
|
SU821176A1 |
| Устрофство для подачи предметов в прессформы | 1976 |
|
SU596511A1 |
| УСТРОЙСТВО для ЗАГРУЗКИ и ВЫГРУЗКИ ЭТАЖНЫХПРЕССОВ | 1969 |
|
SU244604A1 |
| МЕХАНИЗМ СМЫКАНИЯ И РАЗМЫКАНИЯ ЧАСТЕЙ МНОГОЭТАЖНОЙ ПРЕССФОРМЫ | 1969 |
|
SU252589A1 |
| Приспособление для герметизации ездовой камеры в процессе ее изготовления | 1974 |
|
SU510382A1 |
| Устройство для кодового маркирования радиодеталей | 1984 |
|
SU1239755A1 |
| Устройство для нанесения на изделия пластмассовой оболочки | 1972 |
|
SU482823A1 |
| УСТРОЙСТВО для СОЕДИНЕНИЯ ЭЛЕМЕНТфВ ^^'-^... tr.MP.rViO^^-'-''^^.^ | 1971 |
|
SU308955A1 |
2i
23
