Известны агрегаты для изготовления формовых изделий из полимерных материалов, например, для литья под давлением и вулканизации армированных резиновых изделий, содержащие литьевое устройство и устройства для укладки арматуры, смыкания частей прессформы и съема готовых изделий.
В известных агрегатах применено стационарно установленное литьевое устройство к одному устройству для укладки арматуры и съема изделий с помощью вакуумных кассет, что не обеспечивает повышения производительности и расширения диапазона использования этих агрегатов для изготовления армированных и неармированных изделий различных типоразмеров.
Предлагаемый агрегат отличается от известных тем, что литьевое устройство выполнено подвижным от гидропривода с щаговым возвратно-поступательным перемещением и соосным фиксированием его относительно ряда установленных в линию устройств для укладки арматуры, смыкания частей прессформ и съема готовых изделий.
Этот агрегат отличается также тем, что каждое из устройств для укладки арматуры выполнено в виде коробчатого корпуса, в котором от силовых цилиндров перемещаются плиты арматуроукладчика и ловителя, выполненные с продольными пазами для ползунов,
связанных с нлитой-ловителем и перемещаемых по наклонным направляющим.
КродГе того, каждое из устройств для смыкания частей прессформ и съема готовых изделий выполнено в виде смонтированного на колоннах неподвижной плиты корпуса силового гидроцилиндра, на котором закреплен шток, взаимодействующий с плунжером, перемещаемым по вертикали с подвижной плитой и .с подпружиненными штангами, жестко связанными со средней плитой-выталкивателем готовых изделий.
Этот агрегат обеспечит повышение производительности и расширение днаиазона применения агрегата для изготовления армированных и неармированных полимерных изделий различных типоразмеров.
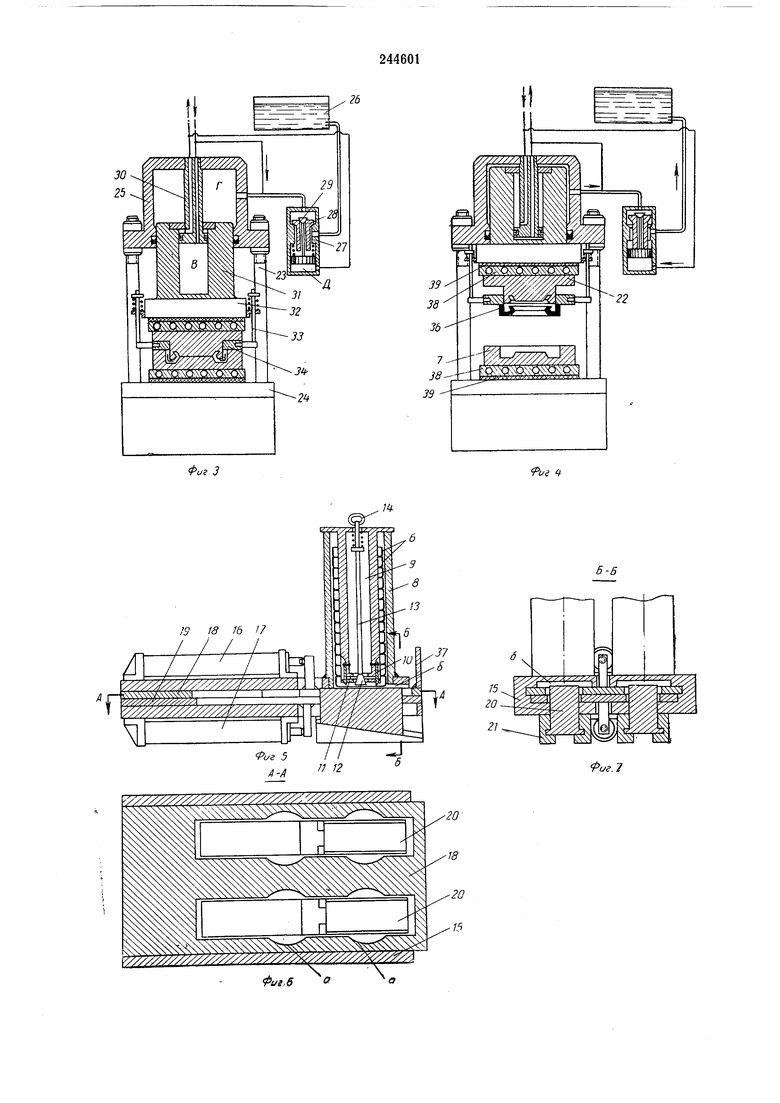
На фиг. 1 изображен описываемый агрегат, общий вид сбоку; на фиг. 2 - то же, вид в плане; на фиг. 3 и 4 - устройство для смыкания частей нрессформы и съема готовых изделий в закрытом и раскрытом положении прессформ; на фиг. 5 - устройство для укладки арматуры, в разрезе; на фиг. 6 и 7 - то же, разрез по А-А и Б-Б.
Агрегат содержит литьевое устройство 1 и устройства 2 и 3 для укладки арматуры, смыкания частей прессформы и съема готовых изделий. Литьевое устройство / выполнено подвижным от гидропривода (на чертежах не показано) с шаговым возвратно-поступательным перемещением по направляющим 4 и соосным фиксированием его относительно ряда установленных в линию на общей станине 5 устройств 2 и 3 для укладки арматуры, смыкания частей прессформы и съема готовых изделн. Каждое из устройств 2 для подачи и укладки арматуры 6 в нижнюю часть 7 ирессформы из магазинов 8 и съемных кассет 9, снабженных подпружиненными защелками 10, смещаемыми толкателями // для отбора очередной арматуры 6 при подъеме конуса 12 тяги 13 от рукоятки 14, выполнено в виде коробчатого корпуса 15. В последнем от силовых цилиндров 16 и 17 перемещаются плиты 18 и 19 арматуроукладчика и ловителя, имеющие продольные пазы для ползунов 20, связанные с плитой 19 ловителя и перемещаемых по наклонным направляющим 21. Каждое из устройств 3 для смыкания частей 7 н 22 прессформы и съема готовых изделий выполнено в виде смонтированного на колоннах 23 неподвижной плиты 24 корпуса 25 силового цилиндра, на котором закреплен (соединенный с гидробаком 26 и клапанной коробкой 27, изготовленной с основным и разгрузочными клапанами 28 и 29) шток 30, взаимодействующий с плунжером 31, перемещаемым по вертикали с подвижной плитой 52 и с подпружиненными штангами 33, жестко связанными со средней плитой-выталкивателем 34 готовых изделий. В агрегате предусмотрено использование бункера 55 для отбора готовых изделий 36, сбрасываемых .в бункер при взаимодействии плиты 18 арматуроукладчика с лобовым щитком 57. В устройстве для смыкания прессформ применены нагревательные и теплоизоляционные плиты 55 и 39 для вулканизации заготовок 56. Агрегат может быть применен для изготовления армированных и неармированных изделий из полимерных материалов. При изготовлении неармированных изделий устройство для укладки арматуры будет производить только съем готовых изделий из верхней части прессформы, а при изготовлении изделий, удерживаемых на нижней части прессформы, съем изделий предусмотрено осуществлять с помощью известных выталкивателей, расположенных под неподвижной плитой 24 и перемещаемых гидроцилиндром. Использование в каждом из устройств для смыкания ирессформ частей прессформ заданной формы позволяет изготовлять изделия различных типоразмеров как массового, так и мелкосерийного производства. При этом независимо от числа гнезд в прессформе все они загружаются каркасами (арматурой) за один ход плиты-арматуроукладчика. Смыкание частей прессформы производят прл подаче через канал штока 30 в полость В плунжера 31 жидкости, расход.которой незначителен ввиду малого диаметра полости В плунжера 5/. При опускании плунжера 31 полость Г гидроцнлиндра 25 заполняется жидкостью, поступающей из гидробака 26 самотеком через клапанную коробку 27. В момент смыкания частей прессформы заполнение полости Г прекращается, основной и разгрузочные клапаны 28 и 29 под собственным весом опускаются в гнезда. При этом в полости Г мгновенно создается давление от магистрали, которая подведена к щтоку 30; части прессформы смыкаются под давлением жидкости на плунжер 31. Литьевое устройство 1 впрыскивает исходный материал в прессформу и автоматически перемещается на направляющих к следующему устройству для смыкания частей прессформы. По истечении времени вулканизации заготовок в первом устройстве жидкость под давлением поступает по другому каналу штока 30 и одновременно в полость Д, открывая выход жидкости из полости Г снова в гидробак 26. В конце размыкания частей нрессформы средняя плита 34 своими штангами 55 упирается в основание корпуса 25 силового гидроцилиндра и останавливается, а верхняя плита 52 с верхней частью 22 прессформы продолжает движение; готовые изделия 36 средней плитой 34 выталкиваются из верхней части прессформы. В процессе размыкания частей прессформы плита-ловитель 19 готовых изделий 36, закрывая нижнюю часть прессформы, предотвращает попадание в гнезда нижней части прессформы готовых изделий при их выталкивании из верхней части прессформы. При движении вправо плита-ловитель 19 увлекает ползуны 20, которые, перемещаясь по наклонным направляющим 21, опускаются. у рматура (каркасы) 6, находящиеся в магазинах 5 и опирающиеся в ползуны 20, также опускаются в первый ряд гнезд а плитыарматуроукладчика 18. Число и расположение гнезд плит-арматуроукладчиков соответствует гнездам прессформы. Вслед за плитой-ловителем 19 подается вправо плита арматуроукладчика 18, увлекая попавшие в гнезда нереднего ряда каркасы 6. Щелевидные пазы б в нижней передней части магазинов 8, по высоте равные высоте одного каркаса, позволяют в каждом гнезде плиты арматуроукладчика 18 оставить только по одному каркасу. При прохождении под магазином 5 второго ряда гнезд плит-арматуроукладчика в них также укладывается по одному каркасу. При движении вправо плитаарматуроукладчика лобовым щитком 57 сталкивает готовые изделия в бункер 55 независимо от того, остались ли они при размыкании частей прессформы на ее верхней части или упали на плиту ловитель 19. Затем плитаарматуроукладчик останавливается над гнездами нижней части прессформы, после чего плита-ловитель возвращается гидроцилиндром 17 влево и каркасы из гнезд плиты-арматуроукладчика укладываются в гнезда прессформы. При перемещении влево плита ловитель
увлекает за собой ползуны 20, которые приподнимают находящиеся в магазине каркасы, не позволяя им попасть в гнезда плитыарматуроукладчика, при возвращении его в крайнее левое исходное положение. Заполняются магазины арматурой 6 с помощью съемной кассеты 9. Каркасы набираются на кассету 9 и удерживаются подпружиненными защелками 10, которые при оттягивании рукоятки 14 разводятся толкателями И с помощью конуса 12 тяги 13. Таким образом, цикл работы агрегата повторяется.
Предмет изобретения
1. Агрегат для изготовления формовых изделий из полимерных материалов, например, для литья под давлением и вулканизации армированных резиновых изделий, включающий литьевое устройство и устройства для укладки арматуры, смыкания частей прессформы и съема готовых изделий, отличающийся тем, что, с целью повыщения производительности и расщирения диапазона изготовления изделий различных типоразмеров, литьевое устройство выполнено подвижным от гидропривода с шаговым возвратно-поступательным перемещением и соосным фиксированием его относительно ряда установленных в линию устройств для укладки арматуры, смыкания частей прессформ и съема готовых изделий. 2. Агрегат но п. 1, отличающийся тем, что каждое из устройств для укладки арматуры выполнено в виде коробчатого корпуса, в котором от силовых цилиндров перемещаются плиты арматуроукладчика и ловителя, выполненные с продольными пазами для ползунов, связанных с плитой-ловителем и перемещаемых по наклонным направляющим.
3. Агрегат по пп. 1 и 2, отличающийся тем, что каждое из устройств для смыкания частей прессформы и съема готовых изделий выполнено в виде смонтированного на колоннах неподвижной плиты корпуса силового
гидроцилиндра, на котором закреплен щток, взаимодействующий с плунжером, перемещаемым по вертикали с подвижной плитой и с подпружиненными штангами, лсестко связанными со средней плитой-выталкивателем издел ни.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИТЬЕВОЙ АГРЕГАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ФОРМОВЫХ ИЗДЕЛИЙ | 1969 |
|
SU233877A1 |
| ЧЕРВЯЧНО-ЛИТЬЕВОЙ РОТОРНЫЙ АГРЕГАТ | 1967 |
|
SU200144A1 |
| ПРЕСС-АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ РЕЗИНОВЫХ ИЗДЕЛИЙ | 1969 |
|
SU235978A1 |
| РОТОРНО-ЛИТЬЕВОЙ АГРЕГАТ ДЛЯ ИЗГОТОВЛЕНИЯ РЕЗИНОВЫХ ИЗДЕЛИЙ | 1970 |
|
SU263129A1 |
| АГРЕГАТ ДЛЯ ИЗГОТОВЛЕНИЯ ФОРМОВЫХ ЛИТЬЕВЫХ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 1970 |
|
SU259357A1 |
| МЕХАНИЗМ СМЫКАНИЯ И РАЗМЫКАНИЯ ЧАСТЕЙ МНОГОЭТАЖНОЙ ПРЕССФОРМЫ | 1969 |
|
SU252589A1 |
| Литьевая форма для изготовленияпОлиМЕРНыХ АРМиРОВАННыХ издЕлий | 1979 |
|
SU821171A1 |
| АГРЕГАТ ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 1969 |
|
SU251810A1 |
| Литьевая форма для изготовления полимерных изделий с арматурой | 1980 |
|
SU942996A1 |
| Установка для изготовления из термореактивных материалов изделий с арматурой | 1981 |
|
SU1016184A1 |