Изобретение относится к области металлургии и литейного производства.
Известна индукционная печь-насос, включающая емкость с центральным и боковым каналами для перемещения жидкого металла, индуктор, электромагнит и трубопровод, один конец которого расположен над центральным каналом.
Недостатком известной индукционной печинасоса является невозможность очищать металл от газов и неметаллически.х. включений в самой печи.
С целью местного вакуумирования металла в предложенной индукционной печи-насосе конец трубопровода, расположенный над центральным каналом, снабжен камерой, а противоположный - соединен с вакуумной системой, причем трубопровод выполнен подвижным в вертикальной плоскости.
На фиг. 1 показана предложенная печь-насос; на фиг. 2 и 3 - принципиальная схема движения металла в устройстве при вакуумировании и заливке его в форму соответственно.
Индукционная печь-насос состоит из емкости /. и,ентральный 2 и боковые 3 ветви Ш-образного канала сочленяются с днищем емкости. В окнах канала размещены катушки 4 и 5 индуктора б и 7. Место пересечения боковых и центральной ветвей канала 8 (активная зона) охватывает электромагнит 9 с катущками 10 и 11. Трубопровод 12 имеет на конце, который погружается в металл, вакуумную камеру 13, а на сливном конце флянец 14 для соединения с вакуумным устройством и баррометрический затвор в виде коаксиального насадка 15 с вакуумной прокладкой 16.
Для работы устройства необходимо первоначально залить металл в емкость. При этом образуются два короткозамкнутых витка, по
которым потечет ток (см. фиг. 2) при включении катущек индуктора, как во вторичной обмотке короткозамкнутого трансформатора. Ток в канале и емкости подогревает металл, если он в жидком состоянии, и плавит, если он
в твердом состоянии.
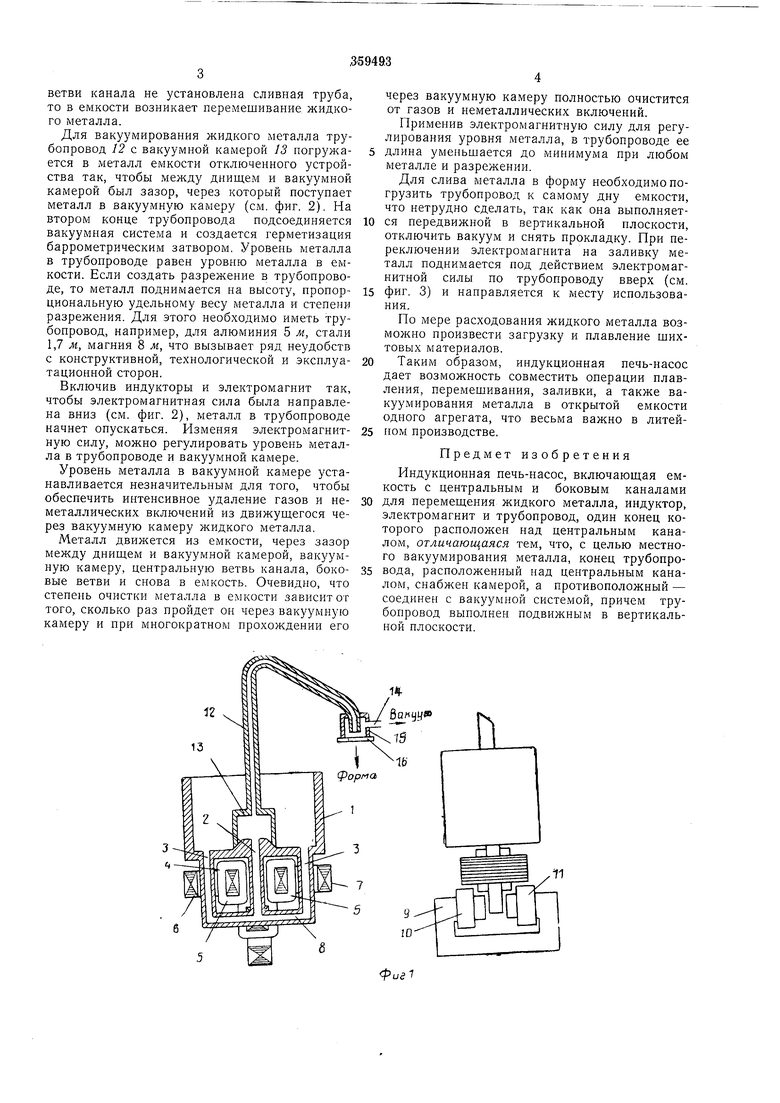
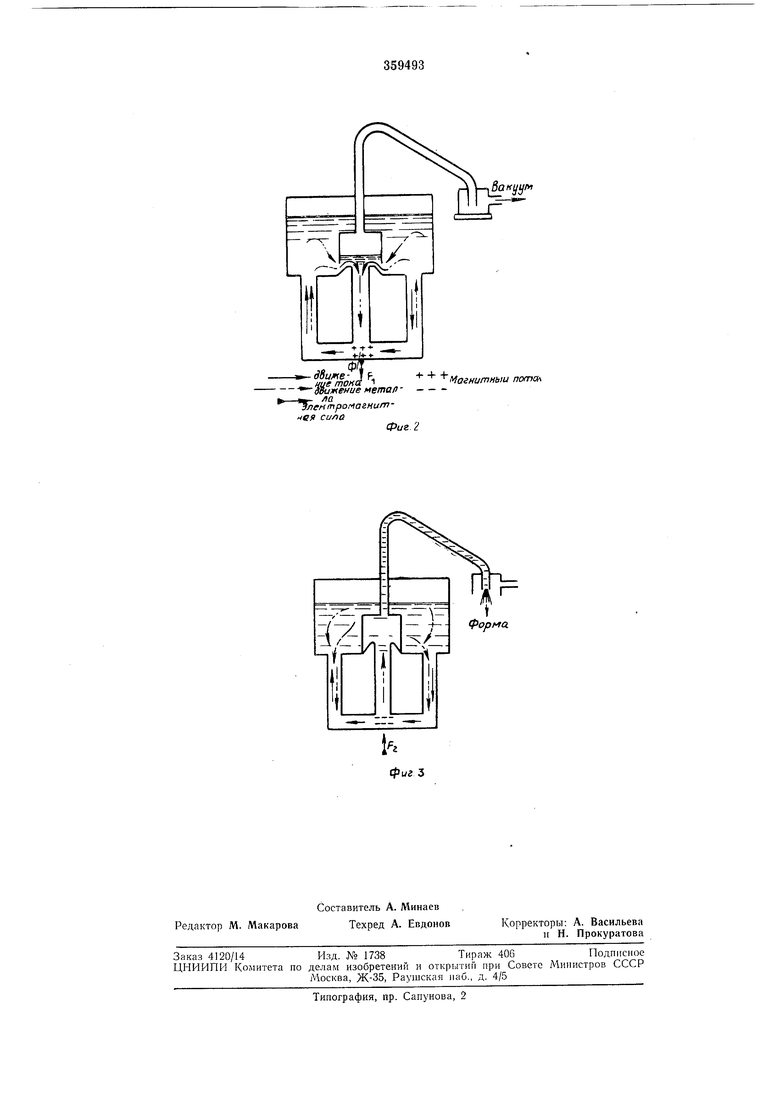
При включении электромагнита магнитный поток Ф принизывает активную зону - место возникновения электромагнитной силы. Взаимодействие тока с магнитным потоком Ф вызывает в жидком металле электромагнитную силу F, которая перемещает его в направлении, зависящем от выбранных направлений тока и магнитного потока. Так, например, при заливке металла в форму (см. фиг. 3) электромагнитная сила F-z направлена вверх, а при вакуумировании (см. фиг. 2) электромагнитпая сила FI направлена вниз.
ветви канала не установлена сливная труба, то в емкости возникает перемешивание жидкого металла.
Для вакуумирования жидкого металла трубопровод 12 с вакуумной камерой 13 погружается в металл емкости отключенного устройства так, чтобы между днищем и вакуумной камерой был зазор, через который постунает металл в вакуумную камеру (с.м. фиг. 2). На втором конце трубопровода подсоединяется вакуумная система и создается герметизация баррометрическим затвором. Уровень металла в трубопроводе равен уровню металла в емкости. Если создать разрежение в трубопроводе, то металл поднимается на высоту, пропорциональную удельному весу металла и степени разрежения. Для этого необходимо иметь трубопровод, например, для алюминия 5 м, стали 1,7 м, магния 8 м, что вызывает ряд неудобств с конструктивной, технологической и эксплуатационной сторон.
Включив индукторы и электромагнит так, чтобы электромагнитная сила была направлена вниз (см. фиг. 2), металл в трубопроводе начнет опускаться. Изменяя электромагнитную силу, можно регулировать уровень металла в трубопроводе и вакуумной камере.
Уровень металла в вакуумной камере устанавливается незначительным для того, чтобы обеспечить интенсивное удаление газов и неметаллических включений из движущегося через вакуумную камеру жидкого металла.
Металл движется из емкости, через зазор между днищем и вакуумной камерой, вакуумную камеру, центральную ветвь канала, боковые ветви и снова в емкость. Очевидно, что степень очистки металла в емкости зависит от того, сколько раз пройдет он через вакуумную камеру и при многократном прохождении его
12
через вакуумную камеру полностью очистится от газов и неметаллических включений.
Применив электромагнитную силу для регулирования уровня металла, в трубопроводе ее длина уменьшается до минимума при любом металле и разрежении.
Для слива металла в форму необходимо погрузить трубопровод к самому дну емкости, что нетрудно сделать, так как она выполняется передвижной в вертикальной плоскости, отключить вакуум и снять прокладку. При переключении электромагнита на заливку металл поднимается под действием электромагнитной силы по трубопроводу вверх (см.
фиг. 3) и направляется к месту использования,.
По мере расходования жидкого металла возможно произвести загрузку и плавление шихтовых материалов.
Таким образом, индукционная печь-насос дает возможность совместить операции плавления, перемешивания, заливки, а также вакуумирования металла в открытой емкости одного агрегата, что весьма важно в литейпом производстве.
Предмет изобретения
Индукционная печь-насос, включающая емкость с центральным и боковым каналами
для перемещения жидкого металла, индуктор, электромагнит и трубопровод, один конец которого расположен над центральным каналом, отличающаяся тем, что, с целью местного вакуумирования металла, конец трубопровода, расположенный над центральным каналом, снабжен камерой, а противоположный - соединен с вакуумной системой, причем трубопровод вынолнен подвижным в вертикальной плоскости.
т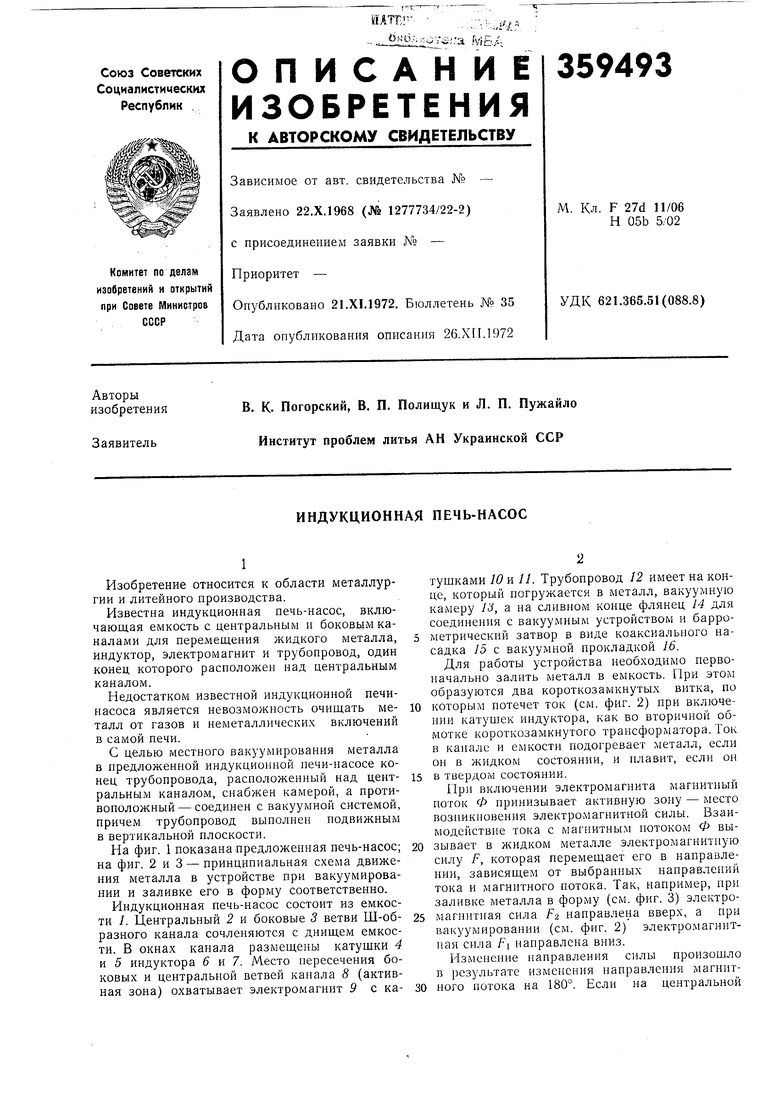
| название | год | авторы | номер документа |
|---|---|---|---|
| ИНДУКЦИОННОЕ УСТРОЙСТВО для ПРИГОТОВЛЕНИЯ и ЗАЛИВКИ жидкого МЕТАЛЛА | 1971 |
|
SU301220A1 |
| ИНДУКЦИОННАЯ КАНАЛЬНАЯ ПЕЧЬ | 1973 |
|
SU423999A1 |
| Устройство для разливки металла | 1981 |
|
SU1014650A1 |
| ИНДУКЦИОННАЯ КАНАЛЬНАЯ ПЕЧЬ | 1970 |
|
SU431230A1 |
| ИНДУКЦИОННАЯ КАНАЛЬНАЯ ПЕЧЬ | 1970 |
|
SU435286A1 |
| Индукционная канальная единица | 1982 |
|
SU1049729A1 |
| Устройство для разливки и дозирования жидкого металла | 1981 |
|
SU1018797A1 |
| Индукционная печь | 1979 |
|
SU866396A1 |
| ИНДУКЦИОННАЯ КАНАЛЬНАЯ ПЕЧЬ | 1972 |
|
SU353121A1 |
| Устройство для дозирования жидкого металла | 1979 |
|
SU928804A1 |
+ + -(I
Магнитный потоп
2
фиг 3
