1
Изобретение относится к области оценки качества сварных соединений.
Известен способ оценки склонности сварочных материалов, преимущественно электродов, к образованию пор путем выполнения контрольного валика в один проход. Этот способ недостаточно эффекти1вен, поскольку требует много времени для своего осуществления. Кроме того, при этом необходимы специальные приборы для регистрации напряжения на дуге в процессе сварки.
Целью изобретения является повышение эффективности при сохранении надежности и точности оценки.
Поставленная цель достигается тем, что сварку производят с переменным зазором, изменяющимся, например, плавно или ступенчато, и величину зазора, при которой появляются поры, принимают за критерий.
Способ поясняется чертежом.
Предлагаемый способ оценки склонности сварочных материалов к образованию пор предусматривает проведение испытаний различных сварочных материалов (электродов, флюсов, присадочных проволок, защитных газов и т. д.) при односторонней сварке тавровых соединений в один проход. При этом обязательным условием является постоянство всех факторов, кроме величины зазора, влияющих на образование пор при сварке (режимы
сварки, чистота поверхности, толщина свариваемых пластин и т. д.). После выполнения контрольного ц)ва на тавровом соединении последний подвергается разрушению и визуальному осмотру. Величина зазора, при когором образуются поры при сварке, служит количественным показателем при сравнительных испытаниях различных сварочных материалов. Следует иметь в виду, что испытание сварочных материалов производится при сварке тавровых соединений из сталей, для сварки которых предназначены испытуемые материалы. Наиболее удобные толщины тавровых соединений составляют 8-12 мм. Общая длина
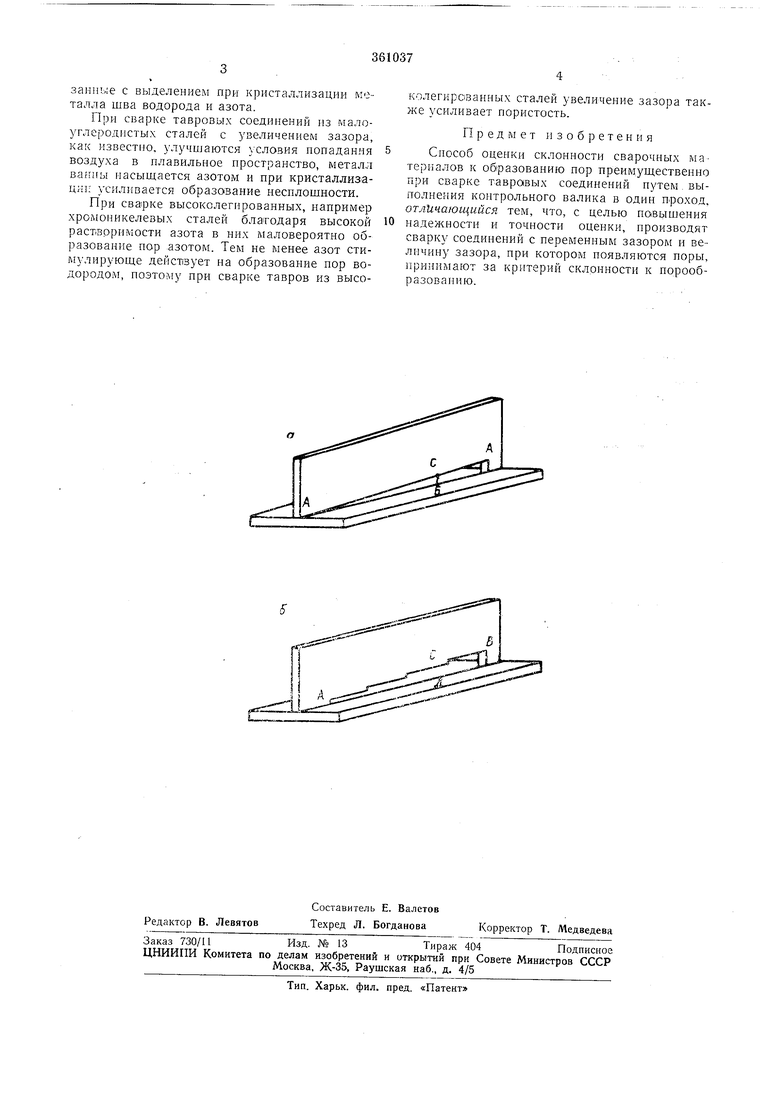
таврового соединения может быть 300-400 мм. Подсчет величины зазора, при котором образовались поры при сварке, не представляет затруднений. Так при лгакснмальном зазоре в точке опоры В (см. чертеж), а нулевом в А,
замерив длину участка на разрушенном сварном тавре, например АС, на котором отсутствуют поры, но появляются сразу же за точкой С, можно легко подсчитать (величину катета СД, характеризующего склонность к образованню пор данного сварочного материала.
Предложенный способ достаточно надежен Н чувствителен при сварке как малоуглеродистых и низколегированных, так и высоколегированных сталей. Причем оценке поддаются
поры водородного происхождения и поры, связанные с выделением при кристаллизации металла шва водорода и азота.
При сварке тавровых соединений из малоуглеродистых сталей с увеличением зазора, как известно, улучшаются условия иопадаиия воздуха в плавильное иространство, металл вапиы иасыщается азотом и при кристаллизац;п; усиливается образование несилошности.
При сварке высоколегированных, например хромоникелевых сталей благодаря высокой растворимости азота в них маловероятно образование пор азотом. Тем не менее азот стимулирующе действует на образование пор водородом, поэтому при сварке тавров из высоколегироваиных сталей увеличение зазора также усиливает пористость.
Предмет изобретения
Способ оценки склонности сварочных материалов к образованию пор преимущественно при сварке тавровых соединений путем,выполнения контрольного валика в один Проход, отличающийся тем, что, с целью иовьгшения надежности и точности оценки, производят сварку соединений с иеременным зазором и величину зазора, при котором появляются поры, ирииимают за критерий склонности к иорообразоваиию.
| название | год | авторы | номер документа |
|---|---|---|---|
| Состав электродного покрытия | 1989 |
|
SU1673354A1 |
| ЭЛЕКТРОД ДЛЯ ПОДВОДНОЙ СВАРКИ | 2006 |
|
RU2325983C2 |
| Сварочный электрод | 1985 |
|
SU1355415A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ В ТАВР | 1968 |
|
SU219032A1 |
| Состав электродного покрытия | 1986 |
|
SU1388238A1 |
| Состав порошковой проволоки | 1979 |
|
SU812486A1 |
| ЭЛЕКТРОД ДЛЯ СВАРКИ ЖАРОПРОЧНЫХ СПЛАВОВ | 2009 |
|
RU2408451C1 |
| Сварочный флюс | 1981 |
|
SU977129A1 |
| Состав электродного покрытия | 1980 |
|
SU959966A1 |
| ЭЛЕКТРОДНОЕ ПОКРЫТИЕ ДЛЯ СВАРКИ ЖАРОПРОЧНЫХ СПЛАВОВ | 2010 |
|
RU2455139C1 |
