Изобретение относится к сварке, в частности к изысканию флюсов, предназначенных для защиты корня шва при дуговой сварке плавлением химаппаратуры из высоколегированных сталей исплавов на основе никеля.
Известен сос;тав 1 флюса для защиты обратной стороны при сварке сталей, содержащий компоненты при следующем соотношении, вес.%: плавиковый шпат 7-10; гематит 2-3; марганцевая руда 7-20) силикат натрия 1520; ферросиликат 1-2; ферромарганец 1-2; двуокись титана 7-20 и мрамор остальное.
Этот флюс-паста не отличается универсальностью, так как пригоден лишь для ограниченной группы сталей (главным образом малоуглеродистых и средне - легированных )и эффективен Лишь при сварке стыковых соединений.
Известен также состав 2 сварочного флюса, содержащего следующие компоненты, вес.%:
10-14
Плавиковый Шпат
1-5 Двуокись кремния
8-12
Двуокись титана
10-12
Марганцевая руда
20-30
Углекислый кальций
2-6
Гематит
0,2-0,7
Ферр омар га нец 0,2-0,7 Ферросилиций Фторид щелочного металла, выбранный из группы, фтористый натрий, фто2-3ристый литий Остальное Силикат натрия
10
Такой флюс предназначен для защи- ты и формирования корня шва при сварке в потолочном положении теплоус-. тойчивых сталей (системы легирования хром-молибден) аустенитным электро-.
15 дом и имеет более высокие технические характеристики, тем не менее и ему присущи определенные недостат-. ки.. .
По причине недостаточных адгези20онных свойств он не обеспечивает требуемой защиты корня шва в условиях сварки высоколегированных хромоникелевых коррозионностойких сталей и ; сплавов на основе никеля. Вместе с
25 тем такой флюс не позволяет достичь качественного формирования корня шва и его защиты при сварке тавровых соединений, например соединений, труб с трубными досками, соединений
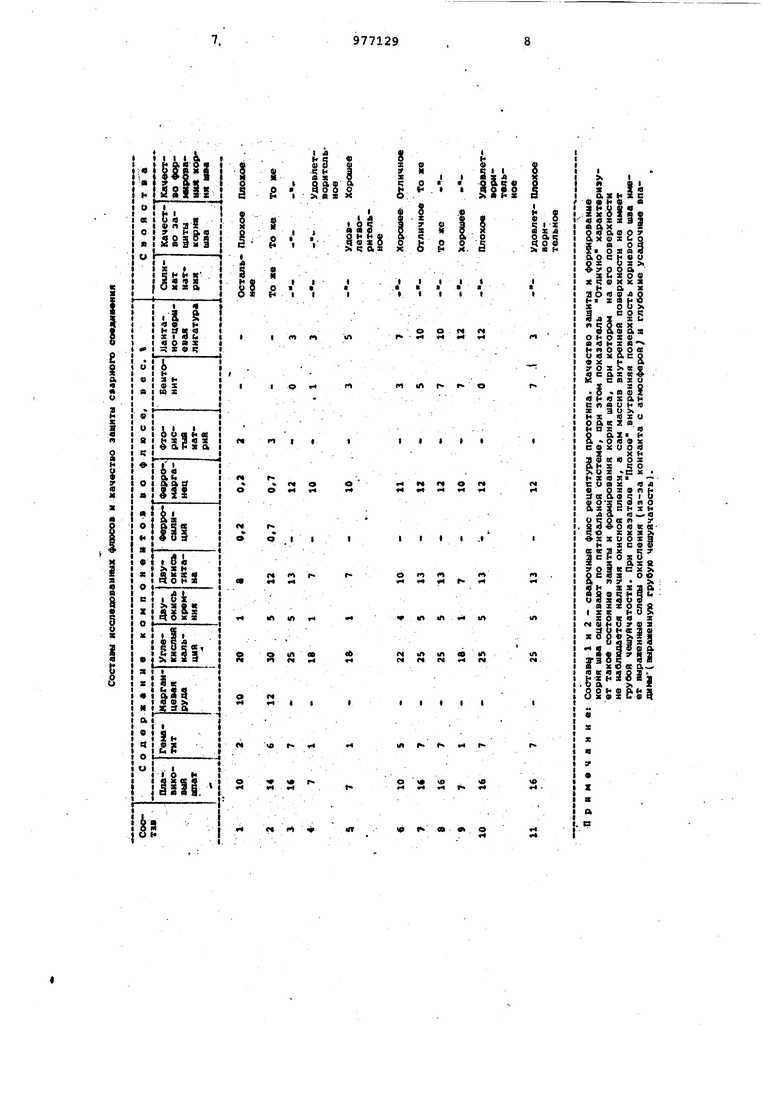
30 штуцеров, люков с корпусом, т.е. наиболее характерных узлов и деталей химаппаратуры. Цель изобретения - улучшение качества защиты 1 фбрмиро.вания корня шва за счет повышения адгезионных свойств и технологичности« Поставленная цель достигается тем что флюс для защиты обратной стороны шва при сварке, содержащий плавиковы шпат, углекислый кальций, гематит, двуокись титана, ферромарганец, двуокись кремния, силикат натрия, допол нительно содержит бентонит и лантано цериевую лигатуру при следующем соот ношении остальных компонентов, вес.% Плавиковый шпат 7-16 Углекислый кальция 18-25 Гематит. 1-7 Двоукись титана 7-13 Ферромарганец10-12 Двуокись кремния 1-5 Бентонит3-7 Лантано-цериевая лигатура 5-10 Силикат натрия Остальное Сварочный флюс изготавливается из смеси указанных порошкообразных компон-ентов путем смешивания их в соотношении 1:1 с обычным водным раствором жидкого стекла. Анализ входящих в сварочный флюс ингредиентов свидетельствует о том, что введение по прямому назначению в практически известных пределах содержания известных компонентов С плавикового шпата, углекислого-кальция гематита, двуокиси титана, ферромарганца, двуокиси кремния и силиката натрия) позволяет повысить растекаемость и отделимость шлаковой . корки, предупредить выгорание легирующих элементов, исключить возможность образования в шве неметалличес ких включений. Дополнительное же совместное введение новых компонентов (, бентонита и лантано-цериевой лигатуры ) прид ет сварочному флюсу принципиально новое качество, заключающееся в дискретном изменении свойстб - резком повышении адгезионных, характеристик и технологичности, что в совокупности позволяет обеспечить надежную защиту и формирование корня шва при сварке тавровых сЬединений высоколегированных сталей и сплавов на ос нове никеля. о Лантано-цериевая лигатура представляет собой порошкообразный моди цирующий сш1ав-ФММ-5 (.или мишметапл относится к продуктам металлургичес кого производства и,согласно РЭТУ-67-58, содержит не менее 25% лантана, 45% церия и примеси остальное Указанный полиметалл может встречаться также в природе и в натураль ном виде. Дополнительное введение указанных компонентов в известную шлаковую систему резко улучшает адгезионные свойства за счет благоприятного их воздействия на величину поверхностного натяжения и гидростатические показатели шлака. Для количественной оценки влияния бентонита и лантано-цериевой лигатуры на свойства сварочного флюса испытаниям подвергают рядего составов, в которых наряду с 0,1-3,5 7% бентонита и 3,5, 7,10, 12% лантаноцериевой лигатуры содержатся остальные известные компоненть в практически известных пределах, составляющие остальную дополнительную до 100% часть. С целью сравнения испытаниям подвергают также ряд составов известного сварочного флюса (прототипа) с различным соотношением содержания компонентов . Все эксперименты осуществляют на тавровых соединениях ( макетах узлов соединений штуцер-корпус и труба-трубная доска ) из наиболее характерных для химаппаратуры материалов - стали 12Х18Н10Т и сплавов марок ЭП-814 и ЭП-567. Сварку корневого шва осуществляют как аргонодуговым способом без присадки, так и с использованием соответствующих сварочных электродов. Исследуемые составы сварочных флюсов Готовят и наносят на свариваелше кромки по обычной технологии. Как свидетельствуют полученные данные (см.таблицу) дополнительное введение новых компонентов (.бентонита и лантано-цериевой лигатуры ) в состав, флюса способствует резкому повышению его свойств, что благоприятно сказывается на защите и формировании корня шва при сварке тавровых соединений высоколегированных сталей и сплавов на основе йикеля. При этом на рассматриваемые показатели качества выраженное воздействие указанных компонентов проявляется лишь при условии их совместного введения. В частност.и, в случае введения в состав сварочного флюса 12% лантано-цериевой лигатуры при отсутствии бентонита и содержании остальных компонентов в заявляемых пределах не удается достичь как приемлемой защиты корня шва, так и хорошего его формирования. В то же время раздельное введение 7% бентонита и 3% лантано-цериевой лигатуры не обеспечивает требуемого формирования корня шва и хЪрошего качества его защиты. Существующий рост свойств сварочного флюса проявляется при совместном введении: 3% бентонита и 5% лантано-цериевой лигатуры. ..Вместе с тем превышение концентрации этих компонентов ооответственно
выше 5 и 10% не приводит к дальнейшему пов лиению качества. На этом основании нижний предел содержания бентонита и лантано-цериевой лигатуры во флюсе следует ограничить 3 и 5%, в верхний 7 и 10%.
Предлагаемый сварочный флюс облада ег значительно более высокими свойствами, так как может быть использован применительно к сварным соединениям из высоколегированных сталей и сплаВОВ на никелевой основе.
Экономический эффект от внедрения предлагаемого сварочного флюса состав
ляет ориентировочно 4-6 руб. на 10 п.м. шва (в зависимости от толщины металла, что достигается за счет существенного (на 10-15%| упрощения технологического процесса сварки, сокращения (на 15-20%) расхода аргона и потерь от брака.
Предлагаемый сварочный флюс может. найти широкое применение в химическом машиностроении при изготовлении особо ответственного оборудования, а также в других отраслях народного хозяйства, где производятся аналогичные сварные конструкции. 9. , Формула изобретения Сварочный флюс для защиты обратн стороны шва при сварке легированных сталей и сплавов на основе никеля, содержащий плс айковый шпат, углекислый кальций, гематит, двуокись титана, ферромарганец, двуокись , силикат натрия, о т л и чающийся teM, что, с целью улучц2ения качества защиты и формирования корня иша за счет повышения адгезионных свойств и технологичности , в его состав.допрлнительно введены бентонит и лантано-цериева Т игатура при следующем соотношении компонентов, вес.°%: Плавиков.ый шпат 7-16 Углекислый кальций 18-25 Гематит1-7 Двуокись ти-тана 7-13 Ферромарганец 10-12 Двуокись кремння 1-5 Бентонит . . 3-7 Лантано-церневая лигатура5-10 Силикат натрия Остальное Источники информации, нятые во. внимание при экспертизе 1.Авторское свидетельство СССР 06701, кл. В 23 К 35/362, 1976. 2.Авторское свидетельство СССР 74873, кл. В 23 К 35/362, 1978 тотип)./



| название | год | авторы | номер документа |
|---|---|---|---|
| Флюс для сварки | 1976 |
|
SU606701A1 |
| Состав флюса для формирования корня шва | 1978 |
|
SU774873A1 |
| ЭЛЕКТРОД ДЛЯ РУЧНОЙ ДУГОВОЙ СВАРКИ ВЫСОКОЛЕГИРОВАННЫХ И РАЗНОРОДНЫХ СТАЛЕЙ | 2015 |
|
RU2595083C1 |
| Сварочный флюс | 1977 |
|
SU695786A1 |
| ФЛЮС ДЛЯ ФОРМИРОВАНИЯ КОРНЯ ШВА | 2003 |
|
RU2252121C1 |
| Керамический флюс для сварки низколегированных сталей | 1983 |
|
SU1088904A1 |
| ЭЛЕКТРОД ДЛЯ РУЧНОЙ ДУГОВОЙ СВАРКИ ВЫСОКОЛЕГИРОВАННЫХ И РАЗНОРОДНЫХ СТАЛЕЙ | 2006 |
|
RU2339495C2 |
| Сварочный флюс | 1981 |
|
SU1013176A1 |
| СОСТАВ ПОРОШКОВОЙ ПРОВОЛОКИ | 1999 |
|
RU2166419C2 |
| ЭЛЕКТРОД ДЛЯ РУЧНОЙ ДУГОВОЙ СВАРКИ | 2009 |
|
RU2397853C1 |
