1
Известны способы гидростатического прессования труб -путем выдавливания материала полой заготовки в очко матрицы. Однако по этим способам гидростатическое прессование труб Проводят с оправкой, формирующей полость трубы, в процессе выдавливания, а потому необходимы операции подготовки, заправки и увеличения сердечника. Кроме того, необходимость термического отжига для извлечения сердечника ведет к ликвидации высок-их механических свойств изделия, полученных в результате гидроэкструзии.
Кроме того, металлическая оправка или сердечник являются не активной, а -пассивной опорой, на которой деформируется металл. При производстве особо толстостенных труб деформация металла от действия активного инструмента (матрицы) может не доститагь оправки. В этом случае получение качественных толстостенных труб невозможно.
Для получения толстостенных труб малого диаметра По предлагаемому способу проводят прессование с использованием в качестве внутренней опоры рабочей жидкости, находящейся в контейнере, для чего в качестве заготовки для выдавливания используют полый цил-индр с глухим заходным торцом. Такой способ гидростатического Прессования труб исключает
возможность появления складок на внутренней поверхности трубы.
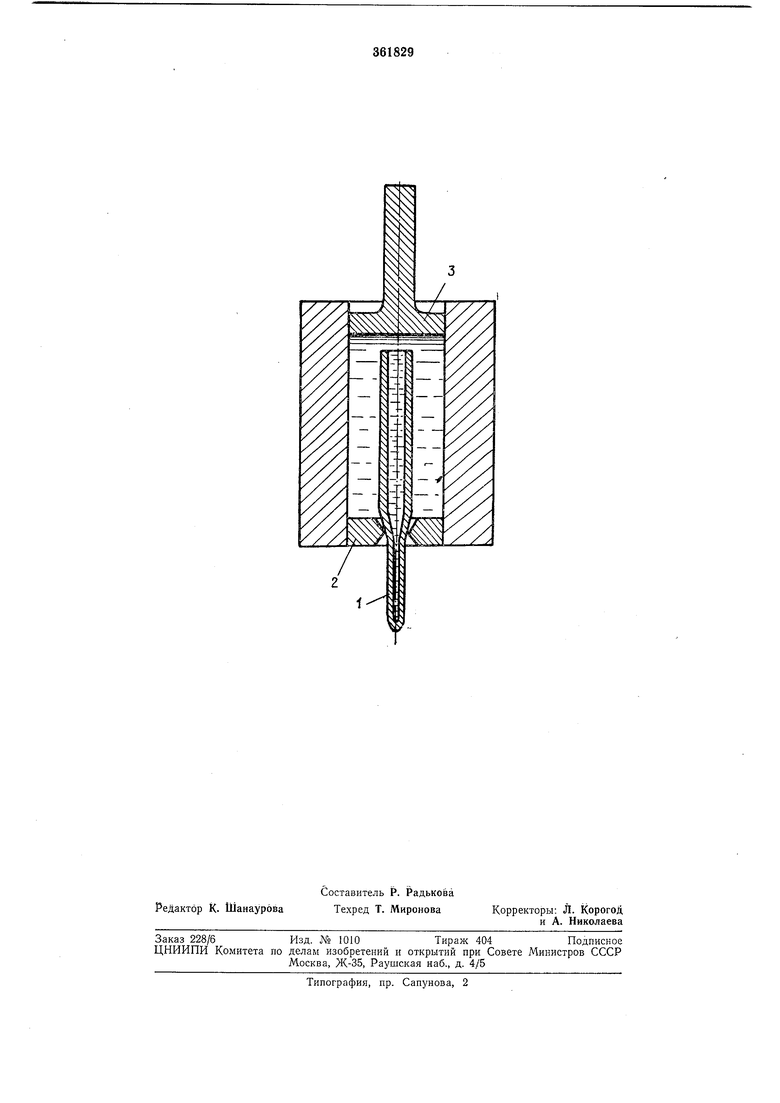
Чертеж иллюстрирует способ. Передний конец трубной заготовки 1 с целью исключения вытекания жидкости заваривается, затем забивается и вставляется в матрицу 2. При ходе плунжера 3 рабочая жидкость, находящаяся одновременно в контейнере и внутренней полости заготовки, является одновременно и внутренней опорой и выдавливающей средой.
По предлагаемому способу можно получать толстостенные трубы из труднодеформируемых стали и сплавов, а также из порошковых материалов как на обычных установках гидропрессования, так и на установках с контейнеро.м противодавления.
Предмет изобретений
Способ Гидростатического прессований tpy6 путем выдавливания материала полой заготовки в очко матрицы, отличающийся тем, что, с целью повышения качества труб, преимущественно толстостенных, путем нсключення формующей полость трубы оправки, в качестве заготовки при выдавливании используют полый цилиндр с глухим заходным торцом.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЗАГОТОВКА ДЛЯ ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ ТРУДНОДЕФОРМИРУЕЛ1ЫХ СПЛАВОВ | 1970 |
|
SU278610A1 |
| Способ гидромеханического прессования полых изделий и установка для его осуществления | 1984 |
|
SU1465165A1 |
| Устройство для гидропрессования труб | 1987 |
|
SU1512703A1 |
| ИНСТРУМЕНТ ДЛЯ ГИДРОСТАТИЧЕСКОГО ПРЕССОВАНИЯ | 1973 |
|
SU367949A1 |
| Способ гидроэкструзии труб | 1975 |
|
SU513748A1 |
| ИНСТРУМЕНТ ДЛЯ ГИДРОСТАТИЧЕСКОГО ПРЕССОВАНИЯИЗДЕЛИИ | 1972 |
|
SU347111A1 |
| Способ гидромеханического прессования полых изделий | 1981 |
|
SU956124A1 |
| Устройство для выдавливания длинномерных изделий | 1990 |
|
SU1810155A1 |
| СПОСОБ ПРОИЗВОДСТВА ТОНКОСТЕННЫХ ТРУБ ПОВЫШЕННОЙ ТОЧНОСТИ ИЗ ЛЕГИРОВАННЫХ ДЕФОРМАЦИОННО-УПРОЧНЯЕМЫХ СПЛАВОВ НА МЕДНОЙ ОСНОВЕ | 2012 |
|
RU2539799C2 |
| Способ получения полых изделий и устройство для его осуществления | 1988 |
|
SU1701416A1 |