1
Предлагаемое устройство относится к области станкостроения и может быть использовано на различных металлорежущих станках.
Известны устройства для автоматической подналадки рабочего органа станка с регулируемым чувствительным упором.
В этих станках перемещение рабочего органа прекращается в момент замыкания электрических контактов чувствительного элемента устройства для автоматической подналадки рабочего органа станка (чувствительного упора), причем момент замыкания контактов регулируется перемещением самого чувствительного элемента в зависимости от результатов контроля обрабатываемых деталей.
Для шаговых перемещений чувствительного элемента используется, например, упруго-силовой привод с двумя каретками и перехватами. Одпако погрешность шаговых перемещений кареток привода непосредственно влияет на точность обработки.
Цель изобретения - повышение точности обработки.
Для этого предлагаемое устройство снабжено вторым пневматическим измерительным датчиком, закрепленным на одной из кареток привода и контролирующим их взаимное положение, а пневмопреобразователи датчиков
снабжены дополнительными камерами, сое:диненными с датчиком контроля взаимного положения кареток через клапаны, запирающие эти камеры после очередного шагового перемещения кареток.
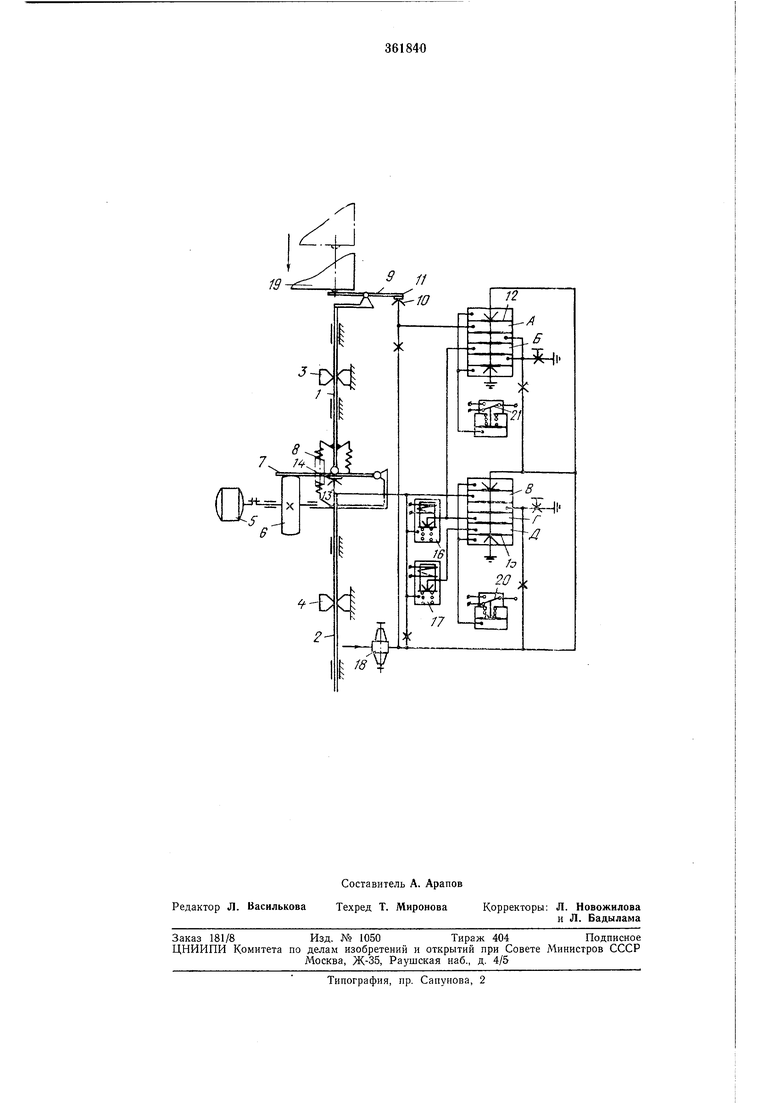
На чертеже представлена схема предлагаемого устройства для автоматической подналадки рабочего органа станка.
Устройство состоит из упруго-силового привода, содержащего каретки 1 и 2, зажимы 3 и 4, двигатель 5, регулируемый эксцентриковый кулак 6, рычаг 7 и пружину 8, связывающую каретки чувствительного элемента, установленного на каретке и содержащего рычаг 9, измерительный датчик в виде сопла 10 и заслонки 11 и пневмопреобразователь 12; и измерительного датчика в виде сопла 13 и заслонки 14 с пневмопреобразователем 15.
Сопло 10 соединено с камерой А пневмопреобразователя 12, а сопло 13 - с камерой Б пневмопреобразователя 15.
Кроме того, пневмопреобразователи 12 и 15 имеют дополнительные камеры В, Г и Ц, соединенные с соплом 13 через клапаны 16 и 17. Воздух к измерительной оснастке поступает от блока фильтра со стабилизатором 18. В качестве пневмопреобразователей могут быть использованы, например, элементы
УСЭППА, ЭС-5 и ПЭ.
Предлагаемое устройство работает следующим образом.
По результатам контроля обработанных деталей подается команда на перемещение чувствительного элемента устройства в ту или другую сторону для корректировки момента выключения подачи рабочего органа станка 19.
При перемещении чувствительного элемента вверх зажим 3 освобождается, включается двигатель 5, и кулак 6 через рычаг 7 перемещает каретку / вверх. При этом давление в измерительной ветви сопла 13 уменьшается и при давлении, соответствующем заданной величине шагового перемещения, происходит переброс мембранного блока пневмопреобразователя 15. Верхний пневматический контакт закрывается, а нижний, связанный с атмосферой, открывается. Срабатывает микропереключатель 20, и двигатель 5 останавливается.
Включается зажим 3 и фиксирует положение каретки 1.
Одновременно открывается клапан 16 и соединяет камеры и Г пневмопреобразователей с измерительной ветвью сопла 13.
Включается двигатель 5 и поворачивает кулак 6 в обратную сторону до начального положения.
При этом давление в измерительной ветви сопла 13 соответствует фактической величине перемещения каретки 1, а настройка пневмопреобразователей 12 и 15 автоматически смещается на величину, соответствующую разности между фактической и заданной величиной перемещения каретки 1.
Клапан 16 закрывается, освобождается зажим 4, и каретка 2 под действием пружины 8 перемещается в исходное положение по отношению к каретке /. Зажим 4 включается и фиксирует положение каретки 2. Одновременно открывается клапан 17 и соединяет камеру Д пневмопреобразователя 15 с измерительной ветвью сопла 13. Для снятия натяга, который может возникнуть при фиксации каретки 2, дополнительно поворачивают кулак 6 до образования зазора между поверхностью кулака и рычагом 7. При этом давление в измерительной ветви сопла 13 соответствует
фактическому положению каретки 2 относительно каретки 1, а настройка иневмонреобразователя 15 дополнительно смещается на величину, соответствующую разности между фактическим и заданным положением каретки 2.
Далее клапан 17 закрывается, и весь цикл может быть повторен. Причем следующее шаговое перемещение происходит с учетом смещения настройки пневмопреобразователя 15, компенсирующего погрешности перестановки кареток / и 2 в предыдущем цикле.
Рабочий орган станка 19, перемещаясь в процессе обработки детали, в определенный
момент начинает контактировать с рычагом 9. Измерительный зазор между соплом 10 и заслонкой 11 увеличивается, а измерительное давление в камере А пневмопреобразователя 12 уменьшается, так как настройка пневмопреобразователя 12 была автоматически скорректирована по результатам измерения фактической величины шагового перемещения каретки /. При этом срабатывание микропереключателя 21 и отключение подачи происходит при положении рабочего органа станка 19, соответствующем заданному положению каретки /.
Для перемещения чувствительного элемента в обратную сторону меняется последовательность работы зажимов 5 и 4.
Предмет изобретения
Устройство для автоматической подналадки рабочего органа станка, выполненное в виде
упруго-силового привода с двумя каретками и перехватами и чувствительного элемента с пневматическим измерительным датчиком, отличающееся тем, что, с целью повышения точности обработки, оно снабжено вторым
пневматическим измерительным датчиком, закрепленным на одной из кареток привода и контролирующим их взаимное положение, а пневмопреобразователи датчиков снабжены дополнительными камерами, которые соединены с датчиком контроля взаимного положения кареток через клапаны, запирающие эти камеры после очередного шагового перемещения кареток.
| название | год | авторы | номер документа |
|---|---|---|---|
| Пневматический прибор для контроля диаметра отверстия при бесцентровом шлифовании | 1977 |
|
SU679793A1 |
| Устройство для автоматической компенсации погрешностей обработки на токарных станках | 1978 |
|
SU791510A1 |
| Контактный пневматический прибор для контроля диаметра отверстия | 1973 |
|
SU488980A1 |
| Устройство для автоматической подналадки рабочего органа станка | 1974 |
|
SU465277A1 |
| МАШИНА ЦИКЛИЧЕСКОГО ДЕЙСТВИЯ ДЛЯ РАБОТЫ С ПРОМЕЖУТОЧНЫМИ РЕЛЬСОВЫМИ СКРЕПЛЕНИЯМИ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 1992 |
|
RU2040624C1 |
| Бесконтактный пневматический прибор для измерения перемещений | 1975 |
|
SU534647A1 |
| Устройство для правки изделий | 1987 |
|
SU1530281A1 |
| Устройство для нанесения покрытий на плоские сетки | 1982 |
|
SU1060240A1 |
| ВСЕСОЮЗНАЯ Олтий-пи. | 1973 |
|
SU372477A1 |
| Мобильное роботизированное шасси для надреза мульчирующей пленки над растением с последующей ее фиксацией | 2022 |
|
RU2785580C1 |