1
Изобретение относится к области электротехники, в частности к способам изготовления проволочных резисторов с гибкими выводами.
Известен способ изготовления резистивного элемента проволочного резистора, при котором выводы, изготовленные из отдельных отрезков жгута, до намотки резистивного провода закрепляют скручиванием в кольцевых канавках каркаса, а концы резистивного провода до и после намотки соединяют с петлей жгута накруткой с последующим сплавлением места соединения электродуговой сваркой.
Однако при использовании этого способа возникают трудности автоматизации процесса закрепления отдельных отрезков жгута на каркасе, соединения концов резистивной проволоки с петлей жгута, а также при совмещении технологических операций намотки, получения и соединения выводов с резистивным проводом в одном агрегате. Этот способ требует больщого процента применения ручного труда при изготовлении резистивного элемента, что снижает надежность контактного узла.
Цель изобретения - упрощение технологии изготовления и повышение надежности резистора.
Цель достигается тем, что жгут, из которого образуют гибкие выводы, наматывают на защищенную стеклотканью обмотку резистора, образуют на концах каркаса бандажное
крепление жгута и обмоточного провода, соединяют их неразъемно, например сваркой, после чего жгут разделяют на две равные части с оплавлением концов для предупреждения распускания жил жгута.
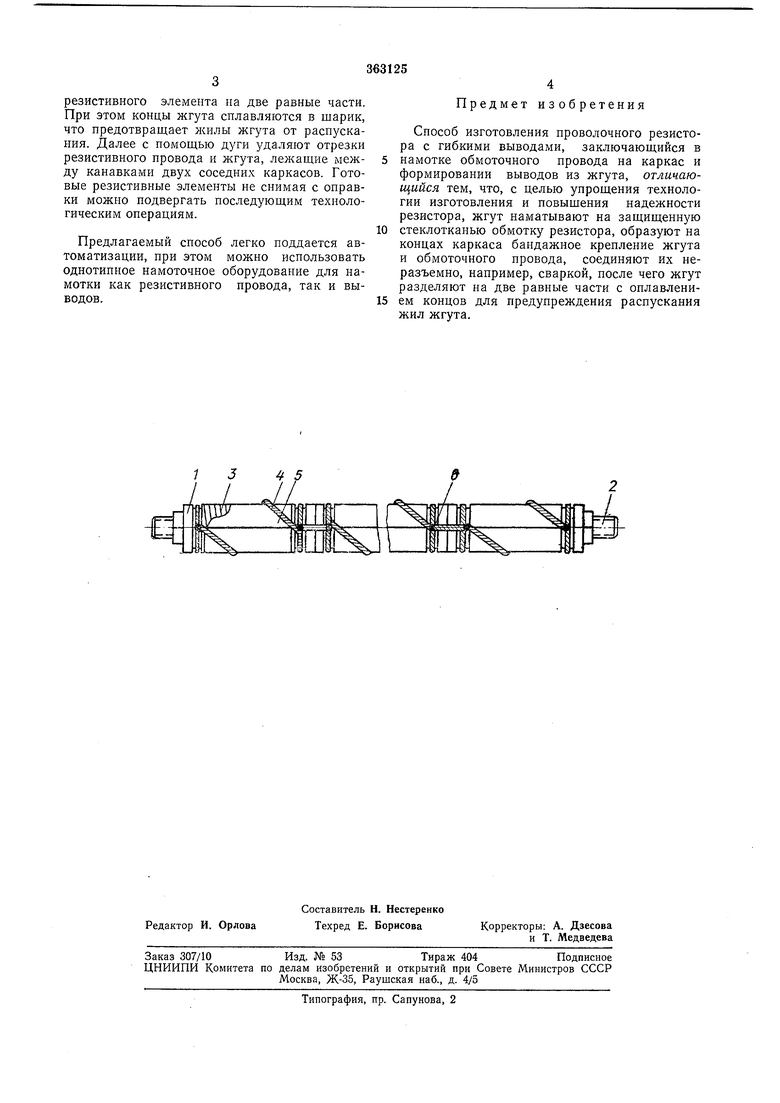
На чертеже показан проволочный резистор постоянного сопротивления, изготовленный по предлагаемому способу.
На керамические каркасы / трубчатой формы, собранные на оправку 2 неограниченной длины, имеющие по концам кольцевые канавки, наматывается непрерывно с проскоком между стыками каркасов резистивный провод 3, причем в канавках каркаса он укладывается внавал в несколько витков. Затем предварительно закрепленный в начале намотки гибкий жгут 4 с определенным щагом, в зависимости от требуемой длины вывода, непрерывно наматывают на одновременно защищаемые, например, стеклотканью 5, обмотки резистивных элементов с образованием на концах каждого каркаса бандажного крепления жгута и провода.
После этого производят неразъемное соеди нение 6 провода 3 и жгута 4 в месте их крепления, например, аргонодуговой щовной или точечной сваркой.
С целью одновременного образования выводов и устранения распускания жил жгут разделяется электрической дугой у каждого
резистивного элемента на две равные части. При этом концы жгута сплавляются в шарик, что предотвращает жилы жгута от распускания. Далее с помощью дуги удаляют отрезки резистивного провода и жгута, лежащие между канавками двух соседних каркасов. Готовые резистивные элементы не снимая с оправки можно подвергать последующим технологическим операциям.
Предлагаемый способ легко поддается автоматизации, при этом можно использовать однотипное намоточное оборудование для намотки как резистивного провода, так и выводов.
Предмет изобретения
Способ изготовления проволочного резистора с гибкими выводами, заключающийся в намотке обмоточного провода на каркас и формировании выводов из жгута, отличающийся тем, что, с целью упрощения технологии изготовления и повыщения надежности резистора, жгут наматывают на защищенную
стеклотканью обмотку резистора, образуют на концах каркаса бандажное крепление жгута и обмоточного провода, соединяют их неразъемно, например, сваркой, после чего жгут разделяют на две равные части с оплавлением концов для предупреждения распускания жил жгута.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЗИСТИВНОГО ЭЛЕМЕНТА ПРОВОЛОЧНОГО МНОГООБОРОТНОГО ПОТЕНЦИОМЕТРА | 1966 |
|
SU182212A1 |
| Устройство для изготовления резистивного элемента проволочного резистора | 1980 |
|
SU930396A1 |
| Устройство для намотки электрических катушек | 1990 |
|
SU1791865A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБМОТОЧНЫХ ИЗДЕЛИЙ | 1992 |
|
RU2007771C1 |
| Способ изготовления кольцевых катушек | 1982 |
|
SU1030868A1 |
| Способ изготовления постоянных проволочных резисторов | 1979 |
|
SU783863A1 |
| Низкоомный прецизионный постоян-Ный пРОВОлОчНый РЕзиСТОР | 1979 |
|
SU809407A1 |
| Малогабаритный высоковольтный импульсный трансформатор и способ его изготовления | 2021 |
|
RU2764648C1 |
| ГОФРИРОВАННАЯ КОМПОЗИТНАЯ ТРУБА И ОПРАВКА ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 2021 |
|
RU2804423C2 |
| Покрытие из термоусаживающейся полиэтиленовой пленки | 1979 |
|
SU1482513A3 |
