1
Известная щелевая роликовая печь для обжига керамических изделий содержит раму, корпус, обжигательный канал с источниками тепла, расположенными на своде и поду печи, а также вентиляционную установку и транспортирующие ролики. В такой печи на обжиг изделий затрачивается много времени.
Предложенная печь позволяет сократить срок обжига керамических изделий за счет создания двустороннего симметричного нагревг и охлаждения изделий. Для этого транспортирующие ролики в печи размещены друг от друга на расстоянии, равном 0,4-0,6 длины обжигаемого изделия, и объединены в отдельные блоки.
Для достижения той же цели над транспортирующими роликами и под ними могут быть смонтированы перфорированные трубы, присоединенные к вентиляционной установке. При этом концы роликов могут быть закреплены посредством шплинтов в чащках осей, установленных в подшипниках.
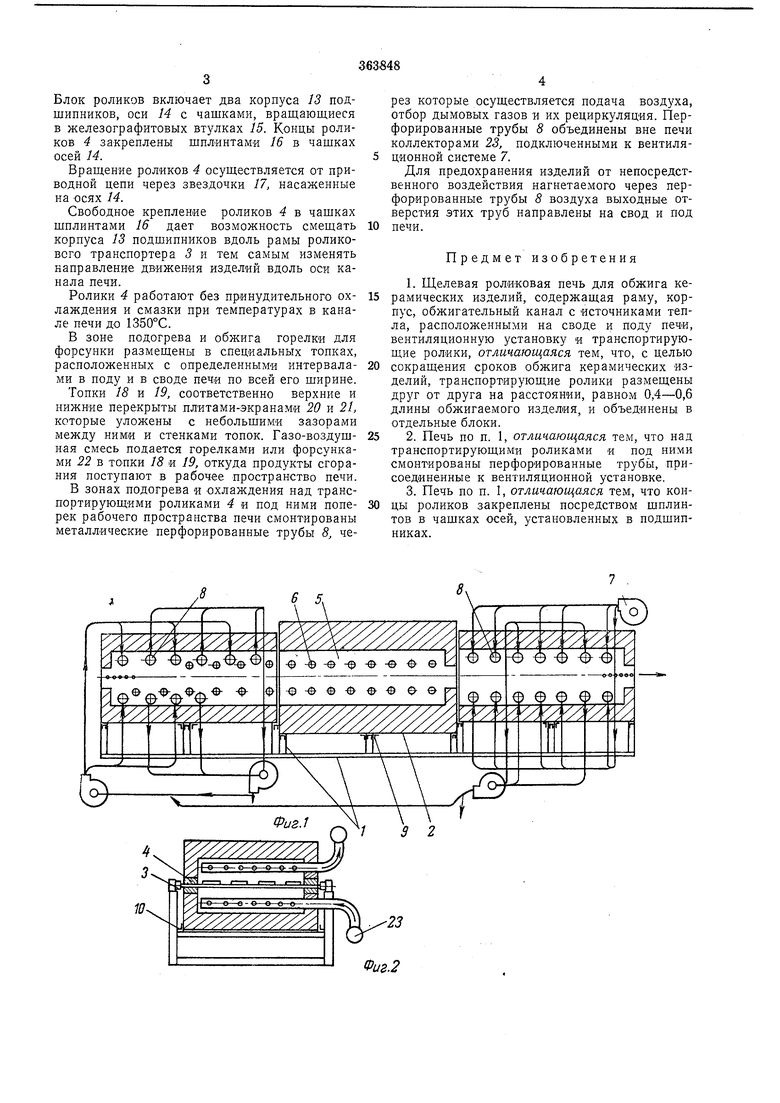
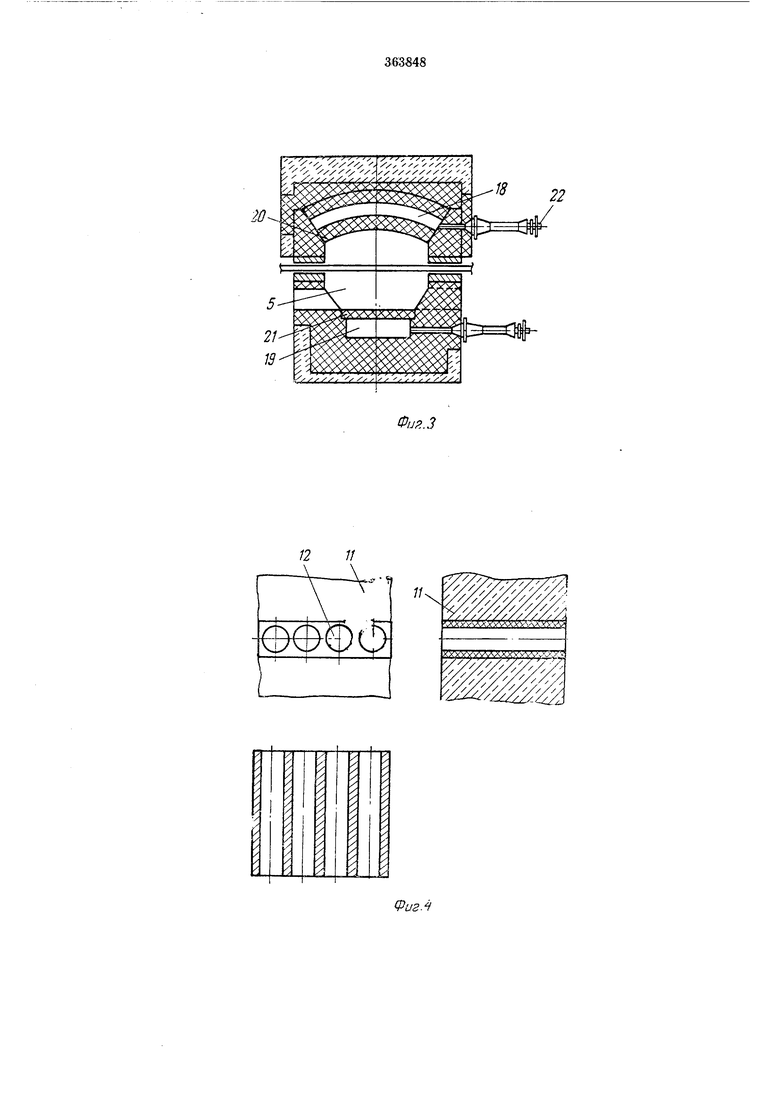
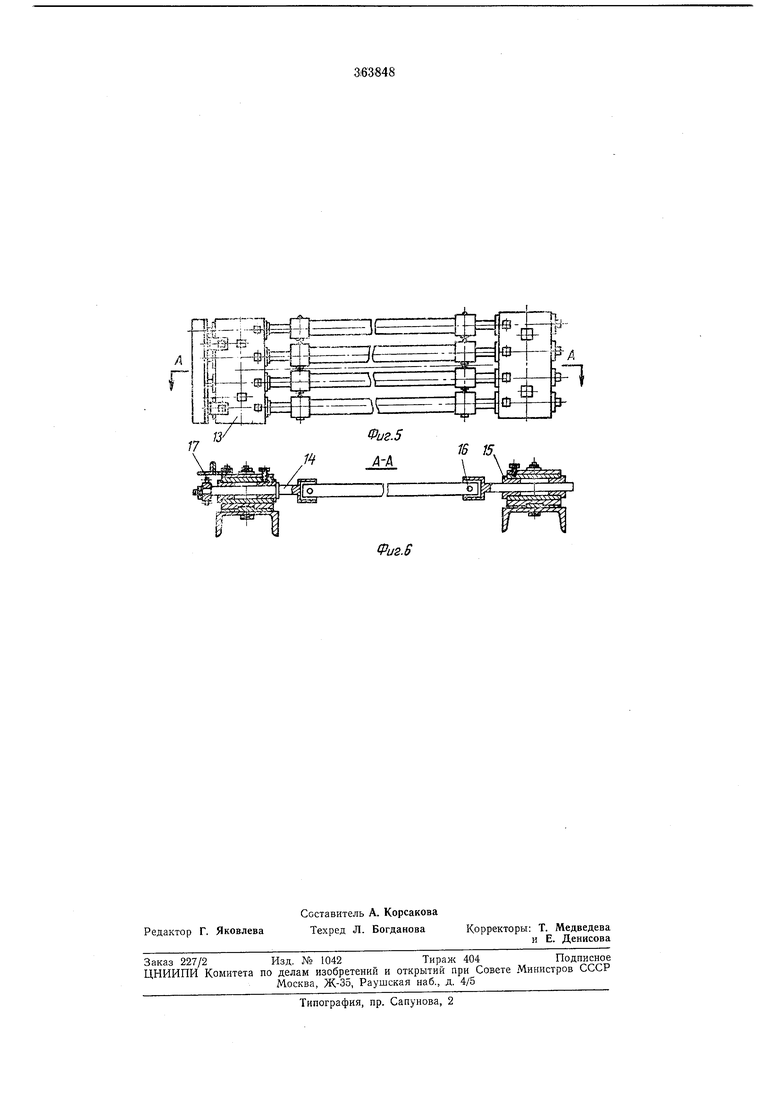
На фиг. 1 изображена схема предложенной печи, продольный разрез; на фиг. 2 - то же, поперечный разрез; на фиг. 3 - топка печи, продольный разрез; на фиг. 4-футеровка печи в местах установки роликов; на фиг. 5 - блок роликов, вид сверху; на фиг. 6 - разрез по Л-Л на фиг. 5.
Щелевая роликовая печь состоит из рамы 1, корпуса 2, роликового транспортера 3 с огнеупорными роликами 4, обжигательного канала 5 с источниками тепла 6, вентиляционной системы 7 и перфорированных труб 8 для отбора и подачи газов, установленных внутри обжигательного канала 5.
Сварная металлическая рама / служит опорой для роликового транспортера 3 и корпуса 2. Последний выполнен из отдельных секций. Каждая секция представляет собой сварной каркас, футерованный внутри огнеупором. Секции свободно установлены на раме / и фиксируются от продольных смещений замком из ограничительных накладок 9, а от боковых смещений - двумя парами направляющих уголков 10.
Роликовый транспортер 3 позволяет транспортировать в канале печи без лещадок изделия длиной от 50 до 80 мм и более. Транспортирующие ролики 4 находятся друг от друга на расстоянии, равном 0,4-0,6 длины обжпгаемого изделия.
Футеровка // печи в местах установки роликового транспортера имеет керамические вкладыши 12 с отверстиями для прохода роликов 4.
Ролики 4 объединены в отдельные блокн, в каждом из которых размещено от 3 до 9 роликов, в зависимости от их диаметра и шага.
Блок роликов включает два корпуса 13 подшипников, оси 14 с чашками, враш;аюшиеся в железографитовых втулках 15. Концы роликов 4 закреплены шплинтами 16 в чашках осей 14.
Враш,ение роликов 4 осушествляется от приводной цепи через звездочки 17, насаженные на осях 14.
Свободное крепление роликов 4 в чашках шплинтами 16 дает возможность смешать корпуса 13 подшипников вдоль рамы роликового транспортера 3 и тем самым изменять направление движения изделий вдоль оси канала печи.
Ролики 4 работают без принудительного охлаждения и смазки при температурах в канале печи до 1350°С.
В зоне подогрева и обжига горелки для форсунки размещены в специальных топках, расположенных с определенными интервалами в поду и в своде печи по всей его ширине.
Топки 18 и 19, соответственно верхние и нижние перекрыты плитами-экранами 20 и 21, которые уложены с небольшими зазорами между НИМИ и стенками топок. Газо-воздушная смесь подается горелками или форсунками 22 в тОПКи 18 и 19, откуда продукты сгорания поступают в рабочее пространство печи.
В зонах подогрева и охлаждения над транспортирующими роликами 4 и под ними поперек рабочего пространства печи смонтированы металлические перфорированные трубы 8, через которые осуществляется подача воздуха, отбор дымовых газов и их рециркуляция. Перфорированные трубы 8 объединены вне печи коллекторами 23, подключенными к вентиляционной системе 7.
Для предохранения изделий от непосредственного воздействия нагнетаемого через перфорированные трубы 8 воздуха выходные отверстия этих труб направлены на свод и под печи.
Предмет изобретения
1. Щелевая роликовая печь для обжига керамических изделий, содержащая раму, корпус, обжигательный канал с источниками тепла, расположенными на своде и поду печи, вентиляционную установку и транспортирующие ролики, отличающаяся тем, что, с целью
сокращения сроков обжига керамических изделий, транспортирующие ролики размещены друг от друга на расстоянии, равном 0,4-0,6 длины обжигаемого изделия, и объединены в отдельные блоки.
2. Печь по п. 1, отличающаяся тем, что над транспортирующими роликами и под ними смонтированы перфорированные трубы, присоединенные к вентиляционной установке. 3. Печь по п. I, отличающаяся тем, что концы роликов закреплены посредством шплинтов в чашках осей, установленных в подшипниках.
| название | год | авторы | номер документа |
|---|---|---|---|
| Печь для термообработки изделий | 1985 |
|
SU1335794A1 |
| МНОГОКАНАЛЬНАЯ ПЕЧЬ | 1992 |
|
RU2027965C1 |
| Кольцевая печь | 1980 |
|
SU1037036A1 |
| Многоярусная конвейерная печь | 1986 |
|
SU1375580A1 |
| ПЕЧЬ ДЛЯ ОБЖИГА КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 1992 |
|
RU2047829C1 |
| Газовая печь непрерывного действия для обжига керамических изделий | 1959 |
|
SU139234A1 |
| Способ термообработки керамических изделий | 1986 |
|
SU1415019A1 |
| КОЛЬЦЕВАЯ ПЕЧЬ | 1998 |
|
RU2157959C2 |
| Туннельная печь-сушило | 1956 |
|
SU108398A1 |
| МНОГОЯРУСНАЯ СУШИЛКА-ПЕЧЬ ДЛЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 1991 |
|
RU2068974C1 |
-ф-©ф-Фф-Ф О-О ... .
/
X ф ф ф ф ©
-0000:ж
Г
12
11
УО ;Л ллХУУ л:х г л уХлуу
ХУхУУуУУУОООогУ-.уУУ
