1
Изобретение относится к медицинской технике.
Известны установки для отливки зубных протезов из металлических сплавов, содержащие шлаковую ванну, электроды, трансформатор и литейную форму. Они велики по разме: рам, не позволяют предотвращать сплав от окисления и науглероживания. Процесс получения расплавленного шлака условнен компрессорным заполнением литейной формы жидким сплавом. Литейная форма не предохраняется от попадания сухого щлака. Они не позволяют также проводить направленное легирование сплава в процессе плавки.
В предлагаемой установке указанные недостатки исключаются тем, что ванйа выполнена с направляющими, ко дну которой прикреплена литейная форма. В шлаке размещены два расходуемых электрода, постепенно разогревающих зажигательную смесь и шлак и расплавляемых по мере подъема по направ ляющим.
Кроме того, для бескомпрессорного заполнения литейной формы жидким сплавом целесообразно применение парообразовательных камер, заполненных тонкой спутанной металлической проволокой, и электромагнита со взаимодействующим с ним шприц-цилиндром, автоматически впрыскивающим порцию воды в парообразовательные камеры, когда ванна
достигнет верхнего положения. Чтобы сухой шлак не попадал в литейную форму при засыпке его в ванну и для проведения направленного легирования сплава в процессе дно ванны может быть закрыто тонкой металлической пластиной и достаточно большим числом
сквозных отверстий диаметром 1,52,0 мм.
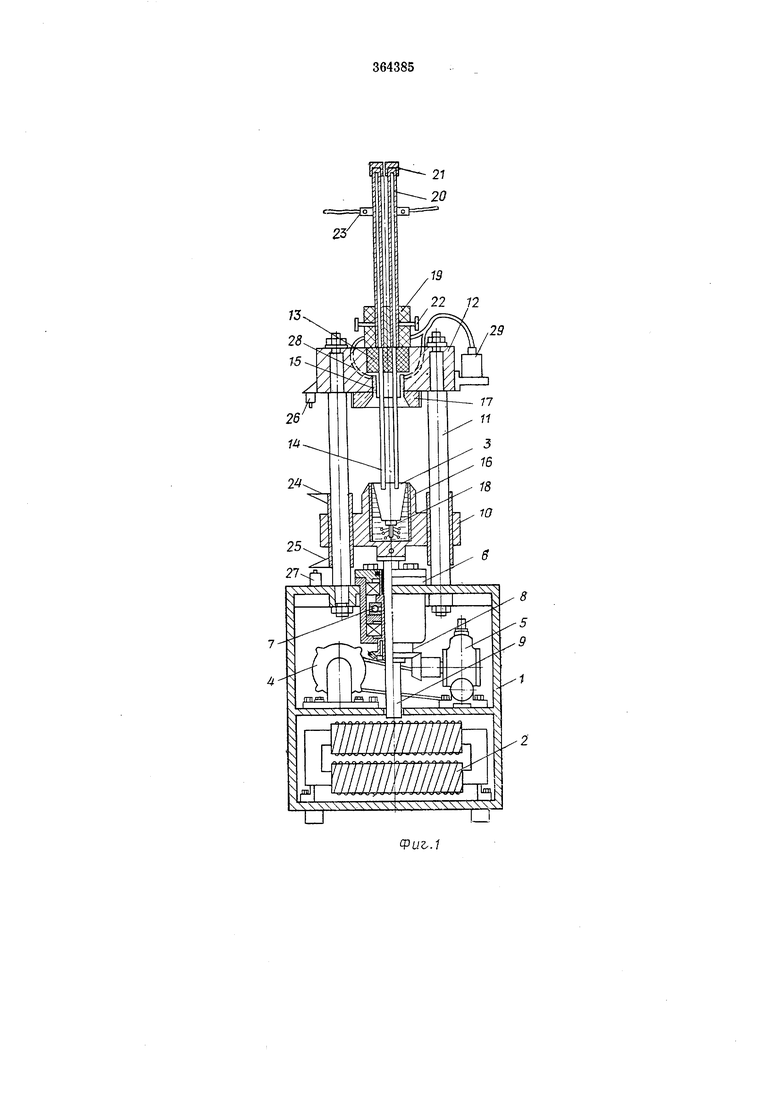
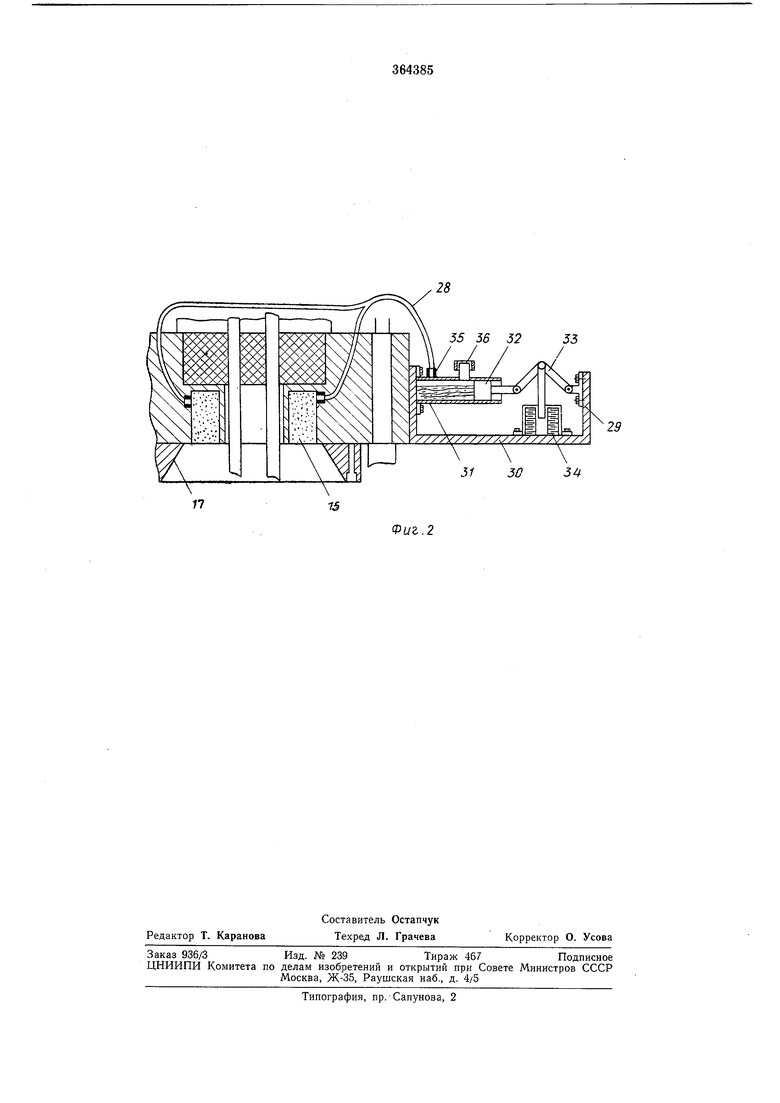
На фиг. 1 схематически изображена предлагаемая установка; на фиг. 2 - паропреобразователи.
Устройство представляет собой закрытый шкаф с электроблокировкой открывания дверцы (на чертеже не показана), в котором размещена станина / коробчатой формы, имеющая три этажа. На нижнем этаже установлен трансформатор 2 мощностью 6-8 кв и напряжением 25-55 б. На втором этаже смонтирован привод подъема шлаковой ванны 3, состоящий из электро.мотора 4, редуктора 5 и
опоры 6. Опора имеет радиальные и упорные подшипники 7, в которые запрессована гайка 8 с винтом 9, передвигающим ползун 10. На третьем этаже установлены два направляющих 11с неподвижной траверсой 12, в центре
которой имеется отверстие для асбоцементной пробки 13, отверстия для прохода двух расходуемых электродов 14, а также расположены две парообразовательные камеры 15.
Шлаковая ванна 3 заключена внутри станка
16, торец которого выполнен в виде конуса.
герметически сопрягаемого с конусом 17 на верхней траверсе 12 (при поднятии ползуна 10 вверх до упора). Ко дну шлаковой ванны прикреплена литейная форма 18. На траверсе герметично закреплен текстолитовый блок 19, в котором герметично укреплены две трубы 20 с герметично завинчивающимися крышками 21. Через текстолитовый блок и трубы проходят винтовые фиксаторы 22 для крепления расходуемых электродов 14 в трубах 20. К трубам подведены контакты 23 от трансформатора 2. На ползуне смонтированы плош,адки 24 и 25, включающие концевые выключатели 26 и 27. К парообразовательным камерам 15 подведены медные трубки 28, идущие от устройства 29, подающего воду. Это устройство посредством держателя 30 (см. фиг. 2) прикреплено к траверсе 12 и состоит из щприц-цилиндра 31, поршня 32, толкателя 33 и электромагнита 34. Медные трубки 28 присоединяются к шприц-цилиндру штуцером 55. К шприц-цилиндру припаяна горловина с герметичной крышкой 36, через нее заливается вода.
Устройство работает следующим образом.
Открывают дверь щкафа, тем самым выключая питание трансформатора. В стакан 16 вставляют шлаковано ванну 3 с прикрепленной литейной формой 18. В шлаковую ванну, дно которой имеет большое количество отверстий 1,5-2 мм, укладывают металлическую пластину для предотвращения попадания в отверстия шлака, расплавляемую в процессе плавки, а также (в случае необходимости) для направленного легирования сплава, засыпают до краев синтетический шлак, например АН-295. На поверхность шлака в виде полоски насыпают 0,3-0,5 г зажигательной смеси, состоящей из алюминиевого порошка 90% и магния 10%. На полоску из зажигательной смеси укладывают проволоку из нержавеющей стали, например, марки 1Х18Н9Т, или марки КХС. Заранее вставленные в трубы 20 расходуемые электроды 14 опускают с таким расчетом в шлаковую ванну, чтобы они коснулись проволоки, уложенной на зажигательную смесь (конструкция установки обеспечивает проведение 8-10 плавок при одной зарядке расходуемых электродов). Электроды фиксируют фиксаторами 22. Дверь шкафа закрывают и автоматически включается трансформатор. При подаче напряжения проволока, соединяющая электроды, мгновенно перегорает, -что вызывает зажигание зажигательной смеси, быстро разогревающейся до температуры около 2000°С. Это в свою очередь позволяет расплавить слой щлака в тигле. Как только щлак в тигле расплавится, резко падает ток и начинается электрошлаковый процесс, что является сигналом для включения электромотора 4, который поднимает ползун 10 с шлаковой камерой 3. Скорость подъема ползуна 0,8-1,2 MMJceK при диаметре расходуемых электродов 10 мм. Как только конус стакана 16 плотно войдет в конус 17, концевой выключатель 26 отключит питание трансформатора и электромотора и включит питание электромагнита 34, поршень 32 вытолкнет порцию воды из щприц-цилиндра 31 через штуцер 35 в медные трубки 28 и далее в парообразовательные камеры 15. Так как температура в шлаковой камере более 1500°С, вода, попавшая в парообразовательные камеры 15, проходя через тонкую спутанную проволоку, располол енную в камерах, мгновенно превращается в пар с давлением 10-15 атм. Пар через расплавленный щлак давит на жидкий
металл, находящийся на дне щлаковой ванны и заливает его в литьевую форму 18. После залнвки металла в литьевую,форму включают электромотор 4. При этом ползун опускается до тех пор, пока площадка 25 не коснется концевого выключателя 27, который выключает электродвигатель 4.
Далее шлаковую ванну 3 с литьевой формой 18 извлекают из стакана 16 и обычным способом извлекают из огнеупорной литьевой
формы полученные отливки.
Предмет изобретения
1.Установка для отливки зубных протезов из металлических сплавов, содержащая шлаковую ванну, электроды, трансформатор и литейную форму, отличающаяся тем, что, с целью уменьшения ее габаритов, предотвращения окисления и науглероживания сплава
при плавке и упрощения получения расплавленного щлака, ванна снабжена направляющими, к ее дну прикреплена литейная форма, где помещены два электрода.
2.Установка по п. 1, отличающаяся тем, что, с целью бескомпрессорного заполнения
литейной формы жидким сплавом, в ней установлены парообразовательные камеры, заполненные тонкой спутанной металлической проволокой, электромагнит и взаимодействующий с ним шприц-цилиндр.
3.Установка по пп. 1 и 2, отличающаяся тем, что во избежание попадания сухого щлака в литейную форму при засыпке его в ванну, а также проведения направленного легирования сплава в процессе плавки, дно ванны закрыто металлической пластиной и в нем выбрано достаточное число сквозных отверстий диаметром 1,5-2,0 мм.
-Ad
75
Фиг.2
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для отливки зубных протезов под давлением | 1989 |
|
SU1662545A1 |
| СПОСОБ ПОЛУЧЕНИЯ АМОРФНОЙ ЛЕНТЫ | 1989 |
|
SU1775929A1 |
| УСТРОЙСТВО для ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛ>&I"?'^ ТХ-^'Т5^''Ч т"у! •^\'^-'••' 'If' |Уи;Л| и !';и"з L/i;,t. < •::<:5И5ЛМО'Г1::ЧР. ИйА- | 1970 |
|
SU260655A1 |
| Двухкамерная руднотермическая печь для переработки материалов | 1988 |
|
SU1585637A1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА | 1969 |
|
SU256799A1 |
| Состав электродной проволоки | 1983 |
|
SU1131121A1 |
| Состав электродного покрытия | 1982 |
|
SU1050837A1 |
| Способ литья | 1982 |
|
SU1085252A1 |
| ВЫСОКОТИТАНОВЫЙ ФЕРРОСПЛАВ, ПОЛУЧАЕМЫЙ ДВУХСТАДИЙНЫМ ВОССТАНОВЛЕНИЕМ ИЗ ИЛЬМЕНИТА | 2005 |
|
RU2335564C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЭЛЕКТРОШЛАКОВЫХ СЛИТКОВ-СЛЯБОВ | 1969 |
|
SU257532A1 |