о ел
о
00
оэ Изобретение относится к сварке, а конкретнее к составу покрытия электрода, применяемого преимущественно для холодной сварки чугуна. Известен электрод 1 для холодной свар ки чугуна, состоящий из железоникелевого (тержня и покрытия, содержащего, %; плавиковый щпат 8-15; графит 10-15; углекислый барий 20-35; доломит 4-8; алюминий 2-4; марганец металлический 1-3; титановый порошок 2-4; никелевый порошок 6-12; магнезит и мрамор 3-13. Однако дефицит никеля сдерживает широкое применение в промышленности электродов для холодной сварки чугуна на никелевой, медноникелевой и железоникелевой основе, а наплавленный такими элктродами металл имеет высокую стоимость. Известно электродное покрытие 2 для сварки стали со стержнем из легированной сварочной проволоки марки Св-07Х25Н13 по ГОСТ 2246-70, содержащее, вес.% Рутиловый концентрат 43,7 Мрамор27,0 Доломит8,5 Марганец металлический 5,0 Сода0,5 Хром металлический12,0 Слюда0,3 Однако данное покрытие не может быть использовано для сварки чугуна из-за низкой технологической прочности металла шва (металл шва склонен к образованию холодных трещин), затрудненной отделимости шлаковой корки; высокой твердости зоны сплавления и сварного шва, исключаюших возможность механической обработки резанием сварного соединения; затрудненной отделимости шлаковой корки. Недостатком данного покрытия является также высокая стоимость наплавленного металла, связанная с необходимостью использования в качестве стержня дорогостоящей высоколегированной сварочной проволоки Св-0,7Х25Н13, содержащей 24-26% хрома и 12-14% никеля. Цель изобретения - повышение технологической прочности сварного шва и снижение стоимости наплавленного металла при хо.юдной сварке чугуна. Поставленная цель достигается тем, что состав покрытия сварочного электрода, содержащий мрамор, доломит, марганец метал лический, соду и слюду, дополнительно содержит плавиковый шпат, никелевый шлам и лигатура железо-алюминий при следующем соотношении компонентов, вес.%: Мрамор1,0-3,5 Х1оло.мит1,9-3,3 Марганец металлический2,0-5,0 Сода0,5-1,0 Слюда0,1-2,0 5,0-10,0 Плавиковый щпат 75,,0 Никелевый щлам Лигатура железо-алю2,0-4,0 миний В качестве стержня используется стальная низкоуглеродистая проволока Св-08. Предлагаемый состав позволяет создать высокоэкономичные технологичные электроды для холодной сварки чугуна, которые обеспечивают получение железо-никелевого сварного шва с содержанием никеля около 35% при применении безникелевой стальной проволоки за счет введения в покрытие никелевого щлама с содержанием никеля 75 вес.°/с. Легирование наплавленного металла никелем, вводимым в покрытие в виде никелевого шлама, улучшает его свариваемость с чугуном. При этом оптимальные характеристики сварного соединения, технологическая прочность сварного шва, низкая твердость сварного шва и малая протяженность зоны отбе.аа чу1уна обеспечиваются при содержании никеля в наплавленном металле в пределах 32-37%, что соответствует 75- 85% никелевого шлама в покрытии при использовании в качестве электродного стержня низкоуглеродистой стальной проволоки марки Св--08 по ГОСТ 2246-70. Снижение содержания никелевого шлама ниже нижнего предела приводит к увеличению зоны отбела следовательно, к снижению качества .сварного соединения. В то же время увеличение содержания шла.ма сверх 85% снижает технологичность электродов при их изготовлении и в процессе сварки. Введение в состав покрытия мра.мора 1,0-3,5%, доломита 1,9-3,3% и плавикового шпата (5-10%) обеспечивает при расплавлении указанных компонентов получение тройной шлаковой системы (1,0-3,5) СаСОз (1,9-3,3) СаСОз MgCOj (5-10) CaFg с низким межфазных натяжением на границе раздела металлическая ванна-шлак. Те.м са.мым достигается высокая сопротивляемость направленного .металла образовэнию газовых пор и шлаковых включений. Снижение содержания мрамора, доломита и плавикового шпата ниже нижнего предела не позволяет добиться намеченного положительного эффекта - ухудшается газовая и шлаковая защита сварочной ванны. Увеличение содержания любого из указанных компонентов сверх верхних пределов и особенно нарушение их соотношения приводит к резко.му снижению сварочно-технологических свойств электродов - ухудшаются форма сварного шва и отделимость шлаковой корки. Дополнительное увеличение стойкости железо-никелевого сплава к образованию газовых пор достигается за счет его легирования алюминие.м, вводимым в покрытие в
виде лигатуры железо-алюминий с содержанием А1 43%,Те 42%. Желаемый эффект становится заметным уже при содержании лигатуры в количестве . Увеличение содержания лигатуры сверх 4% ухудшает отделимость шлаковой корки. При этом следует отметить, что легирование металла шва алюминием в виде обычно применяемого в практике алюминиевого порошка резко ухудшает формирование шва и отделимость шлаковой корки.
Введение в состав покрытия слюды и соды в указанных пределах позволяет обеспечить высокую технологичность электродов при опрессовке без снижения их сварочнотехнологических характеристик.
Нижний предел содержания в электродном покрытии пластификаторов (слюды и соды) выбран экспериментально, исходя из условий обеспечения необходимой пластичности обмазочной массы при опрессовке на электрОдообмазочных агрегатах в условиях серийного производства:
При содержании в покрытии слюды свыше ухудшается отделимость шлаковой корки, а увеличение содержания соды сверх 1% повышает гигроскопичность покрытия.
Изготовление обмазочной массы для электродов осуществляется путем дробления, просеивания и механического смешивания компонентов. Используе.мый в качестве источника никеля никелевый шлам не требует дробления. Он представляет собой отходы электроконтактной обработки изделий
из никелевых сплавов (в указанном ниже примере использован шлам, полученный при обработке полуфабрикатов из сплава ЭЙ 437Б). Полученная смесь замешивается на растворе жидкого стекла и наносится на
электродный стержень из проволоки марки Св-08 (низкоуглеродистая сталь) с последуюшей сушкой. Этот процесс не отличается от общепринятой технологии.
Изготовлена по традиционной технологии партия опытных сварочных эектродов.
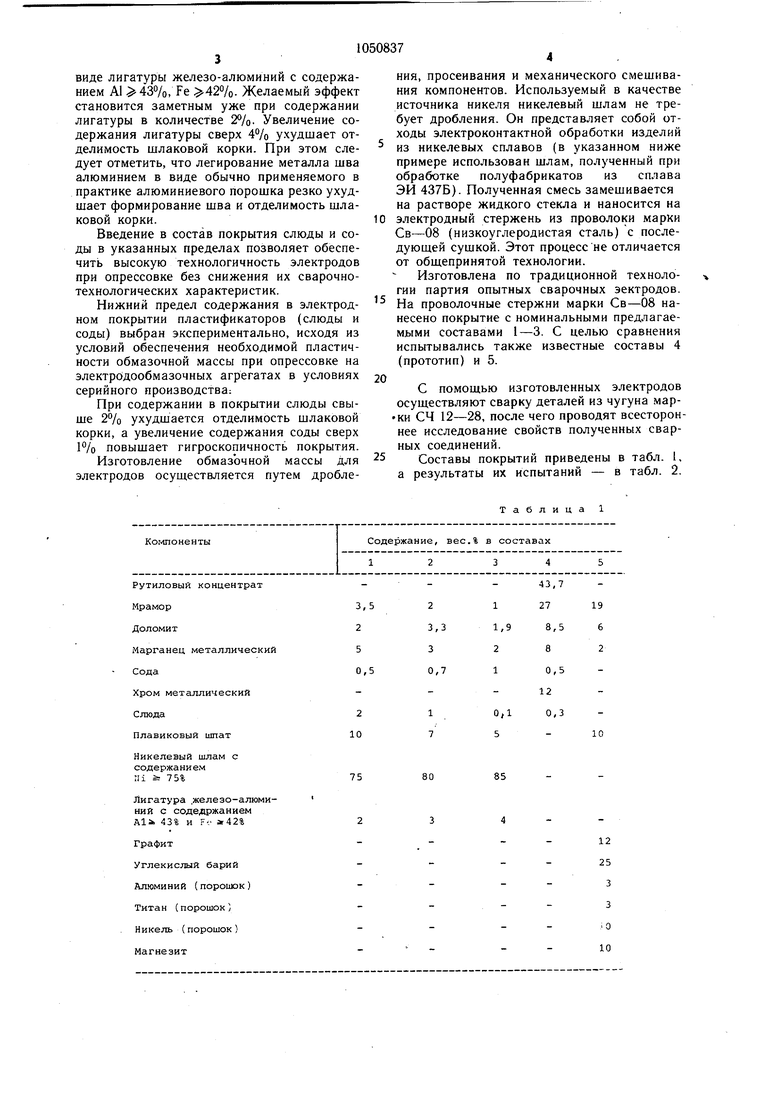
На проволочные стержни марки Св-08 нанесено покрытие с номинальными предлагаемыми составами I-3. С целью сравнения испытывались также известные составы 4 (прототип) и 5.
С помощью изготовленных электродов осуществляют сварку деталей из чугуна мар ки СЧ 12-28, после чего проводят всестороннее исследование свойств полученных сварных соединений.
Составы покрытий приведены в табл. 1, а результаты их испытаний - в табл. 2.
Таблица

| название | год | авторы | номер документа |
|---|---|---|---|
| Состав электродного покрытия | 1988 |
|
SU1539030A1 |
| Состав электродного покрытия для холодной сварки чугуна | 1988 |
|
SU1532254A1 |
| Состав электродного покрытия | 1982 |
|
SU1073051A1 |
| Состав электродного покрытия для холодной сварки чугуна | 1991 |
|
SU1799317A3 |
| Сварочный электрод | 1990 |
|
SU1754381A1 |
| ЭЛЕКТРОД ДЛЯ РУЧНОЙ ДУГОВОЙ СВАРКИ ВЫСОКОЛЕГИРОВАННЫХ И РАЗНОРОДНЫХ СТАЛЕЙ | 2015 |
|
RU2595083C1 |
| Состав электродного покрытия | 1977 |
|
SU680840A1 |
| Состав электродного покрытия | 1984 |
|
SU1166950A1 |
| Сварочный электрод | 1989 |
|
SU1646757A1 |
| Состав электродного покрытия для холодной сварки чугуна | 1985 |
|
SU1316775A1 |
СОСТАВ ЭЛЕКТРОДНОГО ПОКРЫТИЯ для сварки черных металлов, содержащий мрамор, доломит, марганец металлический, соду и слюду, отличающийся тем. что, с целью повышения технологической прочности сварного шва и снижения стоимости наплавленного металла при холодной сварке чугуна, ондополнительно содержит плавиковый шпат, никелевый шлам и лигатуру железо-алюминий при следующем соотношении компонентов, вес.%: Мрамор1,0-3,5 Доломит1.9-3,3 Марганец металлический2,0-5.0 Сода0,5-1,0 Слюда0.1-2,0 Плавиковый шпат5,0-10.0 Никелевый шлам 75,0-85,0 Лигатура железо-алюминий 2,0-4,0 (Л с
Никелевый шлам с содержанием
ill & 75%
Лигатура железо-алюний с содедржанием
Ali 43% и Ft- 42%
Графит
Углекислый барий Алюминий {порошок) Титан (порошок) Никель (порошок) Магнезит
85
80
12
25
3
3
О
10
Формирование шва и отдели шлаковой корки, балл
Коэффициент наплавки,
г/Л ч
Протяженность зоны отбела
чугуна, мкм
Твердость металла в зоне
сплавления, H;t , кгс/мм
Твердость наплавленного
металла (второй слой из
чугуна СЧ 12-28)
Из, кгс/MMV
Технологичность сварного соединения при обработке резанием, балл
Технологическая прочность
(наличие трещин в сварном
шве, количество на длине
100 мм)
Наличие пор и шлаковых включений при сварке чугуна СЧ 12-28 на длине шва 100 мм, шт.
Наличие пор. при наплавке
на литейную форму из
чугуна СЧ 12-28, бывшую
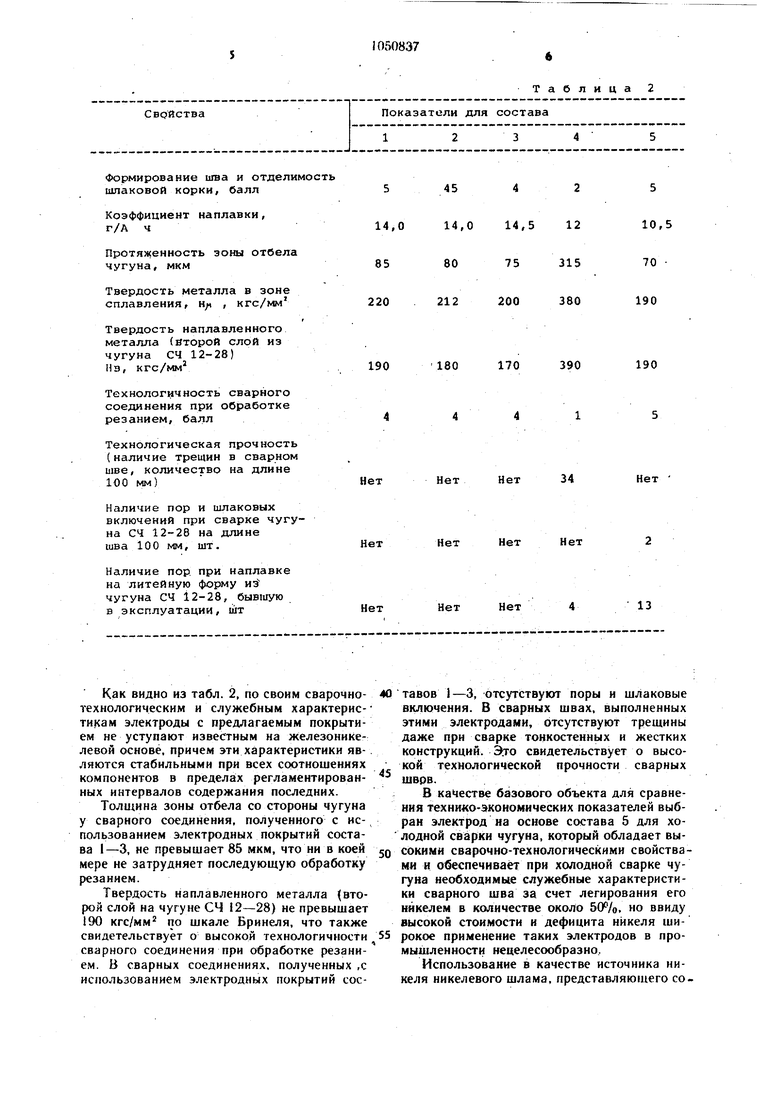
в эксплуатации, шт Как видно из табл. 2, по своим сварочнотехнологическим и служебным характеристикам электроды с предлагаемым покрытием не уступают известным на железониКелевой основе, причем эти характеристики являются стабильными при всех соотношениях компонентов в пределах регламентированных интервалов содержания последних. Толщина зоны отбела со стороны чугуна у сварного соединения, полученного с использованием электродных покрытий состава I-3, не превышает 85 мкм, что ни в коей мере не затрудняет последующую обработку резанием. Твердость наплавленного металла (второй слой на чугуне СЧ 12-28) не превышает 190 кгс/мм по шкале Бринеля, что также свидетельствует о высокой технологичности сварного соединения при обработке резанием. В сварных соединениях, полученных ,с использованием электродных покрытий сосТаблица 2
5
10,5
14,5 12 70
75315 190
200380
190
170
390
34
Нет
Нет
Нет
Нет
Нет
Нет
13
НетНет тавов 1-3, отсутствуют поры и шлаковые включения. В сварных швах, выполненных этими электродами, отсутствуют трещины даже при сварке тонкостенных и жестких конструкций. Это свидетельствует о высокой технологической прочности сварных шврв. В качестве базового объекта для сравнения техннко-экономнческих показателей выбран электрод на основе состава 5 для холодной сварки чугуна, который обладает высокнми сварочно-технологическими свойствами и обеспечивает при холодной сварке чугуна необходимые служебные характеристики сварного шва за счет легирования его никелем в количестве около 50/о, но ввиду высокой стоимости и дефицита никеля широкое применение таких электродов в промышленности нецелесообразно. Использование в качестве источника никеля никелевого шлама, представляющего со.
СоЛ отходы ле1сгрЬкд11 актной обработки изделий из сплава на никелевой основе, позволяет значительно снизить стоимость выТ1лавленного металла и расширить област) применения электродов.
При введении в состав покрытия 75- 85% никелевого шлама, содержащего не менее 75% никеля, электрод приобретает высокие сварочно-технологическяе свойства и 0(спечивает легирование сварного шва
(до 32--SiFlo иикеля), что, как Йifкaзaли проведенные исследования, является доста; точным для получения необходнмыя( служебных характеристик сварного шва при холодиой сварке нзделнй из чугуиа.
Ожидаемый экономический эффект от испольаовання изобретения по сравнению с базовым объектом составит свыше 5 тыс. pyd be 4 т элеетродов.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Электрод для холодной сварки чугуна | 1973 |
|
SU439364A1 |
| кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| ЭЛЕКТРОД ДЛЯ СВАРКИ СТАЛИ | 0 |
|
SU187189A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
