1
Изобретение относится к сварке кольцевых стыков. Известны устройства для сварки неповоротных стыков труб, обеспечивающие программированное изменение угла наклона горелки в процессе сварки в зависимости от пространстЁенного положения сварки.
Известное устройство поворачивает шарнирно укрепленную на опорном устройстве сварочную головку с помощью жестко связанйого с последней ролика, перемещающегося в процессе сварки по специальным профилированным направляющим.
Однако изготовление таких направляющих сложно, а установка известного устройства на трубе в рабочее положение трудоемко в связи с необходимостью строго определять положение направляющего профиля относительно свариваемого поворотного стыка.
Предложенное устройство устраняет эти недостатки, позволяет упростить конструкцию и повысить ее эксплуатационную надежность за счет того, что механизм программированного изменения угла наклона электрода в процессе сварки выполнен в виде жестко соединенной с корпусом и шарнирно - с головкой вилки, между концами которой и удалениой от сопла частью головки установлены пружины. Для дополнительного установочного регулирования угла наклона головки за счет изменения ее центра тяжести головка
2
снабжена Грузом, установленным на ней с возможностью перемещения относительно ее продольной оси.
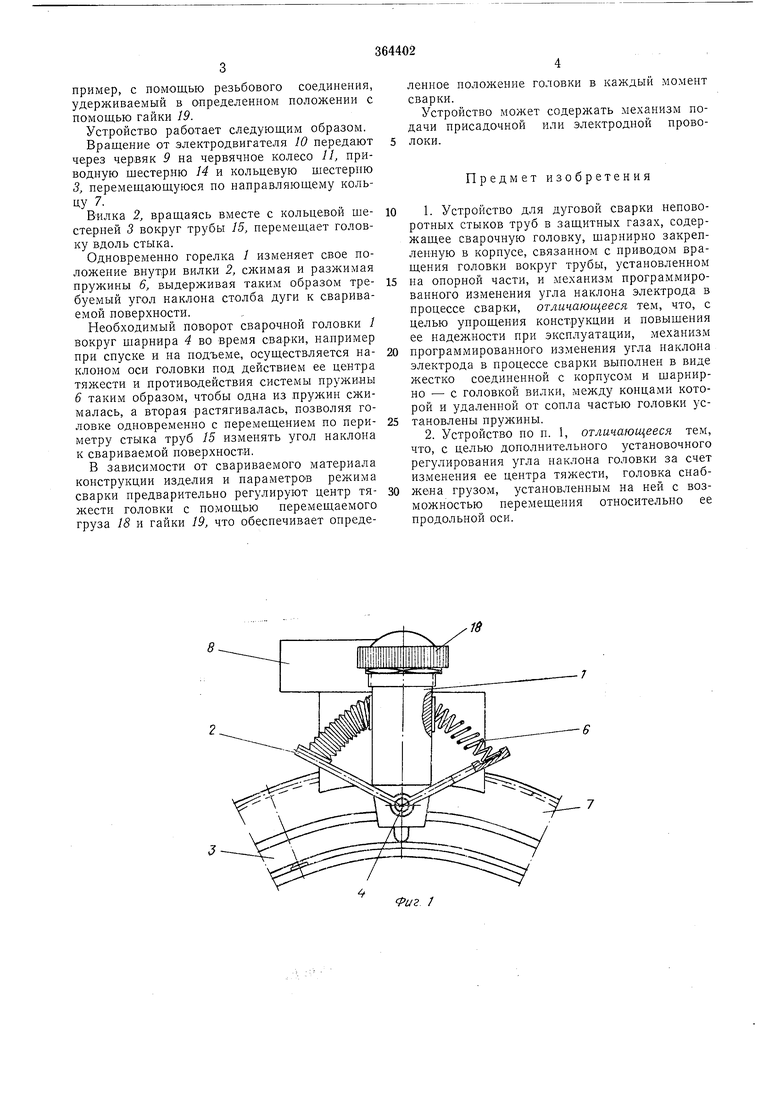
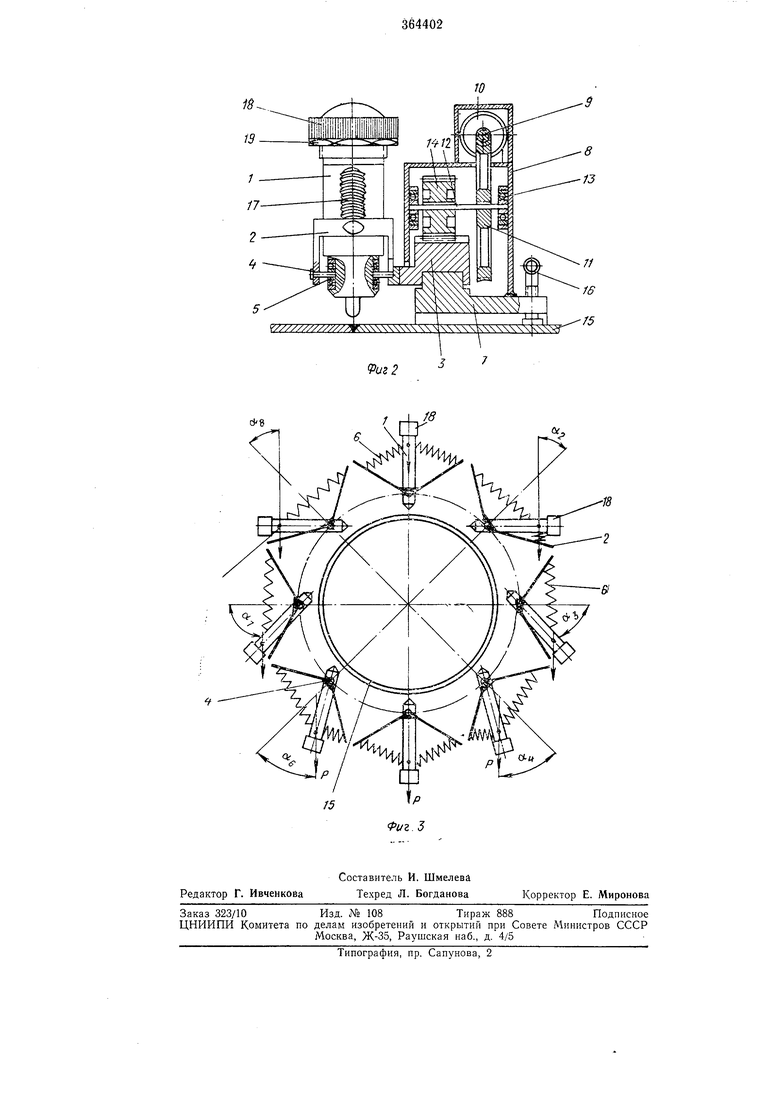
На фиг. 1 изображена сварочная головка, общий вид; на фиг. 2 - то же в разрезе; на фиг. 3 - схема действия устройства в различных пространственных положениях.
Устройство для дуговой сварки неповоротных стыков труб в защитных газах состоит из сварочной головки /, размещенной внутри вилки 2, жестко связанной с корпусом, выполненным в виде кольцевой щестерни 3. Сварочная головка / в точке, приближенной к электроду, закреплена в вилке 2 с помощью щарнира 4 и подшипника 5 и поджата уравновещивающими пружинами 6, соединяющими головку 1 с вилкой 2. Кольцевая шестерня 3 размещена на направляющем кольце 7, удерживающем корпус редуктора 8.
Червяк 9, соединенный с валом электродвигателя 10, зацеплен с червячным колесом 11, сидящим на валу 12. На валу 12 размещенном в подшипниках 13, сидит также приводная щестерня 14, находящаяся в зацеплении с кольцевой шестерней 3. Направляющее кольцо 7 удерживают на трубе 15 с помощью трех прижимов - лап 16. Уравновещивающие пружины 6 закрыты кожухами 17.
При необходимости регулирования центра тяжести к головке / прикреплен груз 18, например, с помощью резьбового соединения, удерживаемый в определенном положении с помощью гайки 19.
Устройство работает следующим образом.
Вращение от электродвигателя 10 передают через червяк 9 на червячное колесо П, приводную шестерню 14 и кольцевую шестерню 3, перемещающуюся по направляющему кольцу 7.
Вилка 2, вращаясь вместе с кольцевой шестерней 3 вокруг трубы 15, перемещает головку вдоль стыка.
Одновременно горелка 1 изменяет свое положение внутри вилки 2, сжимая и разжимая пружины 6, выдерживая таким образом требуемый угол наклона столба дуги к свариваемой поверхности.
Необходимый поворот сварочной головки / вокруг щарнира 4 во время сварки, например при спуске и на подъеме, осуществляется наклоном оси головки под действием ее центра тяжести и противадействия системы пружины 6 таким образом, чтобы одна из пружин сжималась, а вторая растягивалась, позволяя головке одновременно с перемещением по периметру стыка труб 15 изменять угол наклона к свариваемой поверхности.
В зависимости от свариваемого материала конструкции изделия и параметров режима сварки предварительно регулируют центр тяжести головки с помощью перемещаемого груза 18 и гайки 19, что обеспечивает определенное положение головки в каждый момент сварки.
Устройство может содержать механизм подачи присадочной или электродной проволоки.
Предмет изобретения
1.Устройство для дуговой сварки неповоротных стыков труб в защитных газах, содержащее сварочную головку, шарнирно закрепленную в корпусе, связанном с приводом вращения головки вокруг трубы, установленном на опорной части, и механизм программированного изменения угла наклона электрода в процессе сварки, отличающееся тем, что, с целью упрощения конструкции и повышения ее надежности при эксплуатации, механизм программированного изменения угла наклона электрода в процессе сварки выполнен в виде жестко соединенной с корпусом и шарнирно - с головкой вилки, между концами которой и удаленной от сопла частью головки установлены пружины.
2.Устройство по п. 1, отличающееся тем, что, с целью дополнительного установочного регулирования угла наклона головки за счет изменения ее центра тяжести, головка снабжена грузом, установленным на ней с возможностью перемещения относительно ее продольной оси.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для дуговой сварки | 1990 |
|
SU1780958A1 |
| Устройство для автоматической сварки неповоротных кольцевых стыков | 1983 |
|
SU1117169A1 |
| УСТРОЙСТВО для СВАРКИ КОЛЬЦЕВЫХ стыков ТРУБ | 1969 |
|
SU257650A1 |
| Устройство для сварки неповоротных стыков труб | 1987 |
|
SU1505728A1 |
| Автомат для сварки неповоротных стыков труб | 1967 |
|
SU254690A1 |
| УСТРОЙСТВО ДЛЯ ДУГОВОЙ МНОГОПРОХОДНОЙ СВАРКИ | 1990 |
|
SU1743111A1 |
| Автомат для сварки неповоротных стыков труб | 1981 |
|
SU956201A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ НЕПОВОРОТНЫХ СТЫКОВ ТРУБ | 2017 |
|
RU2678552C1 |
| Устройство для сварки неповоротных стыков труб | 1990 |
|
SU1727971A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1970 |
|
SU259297A1 |
0,уг /
