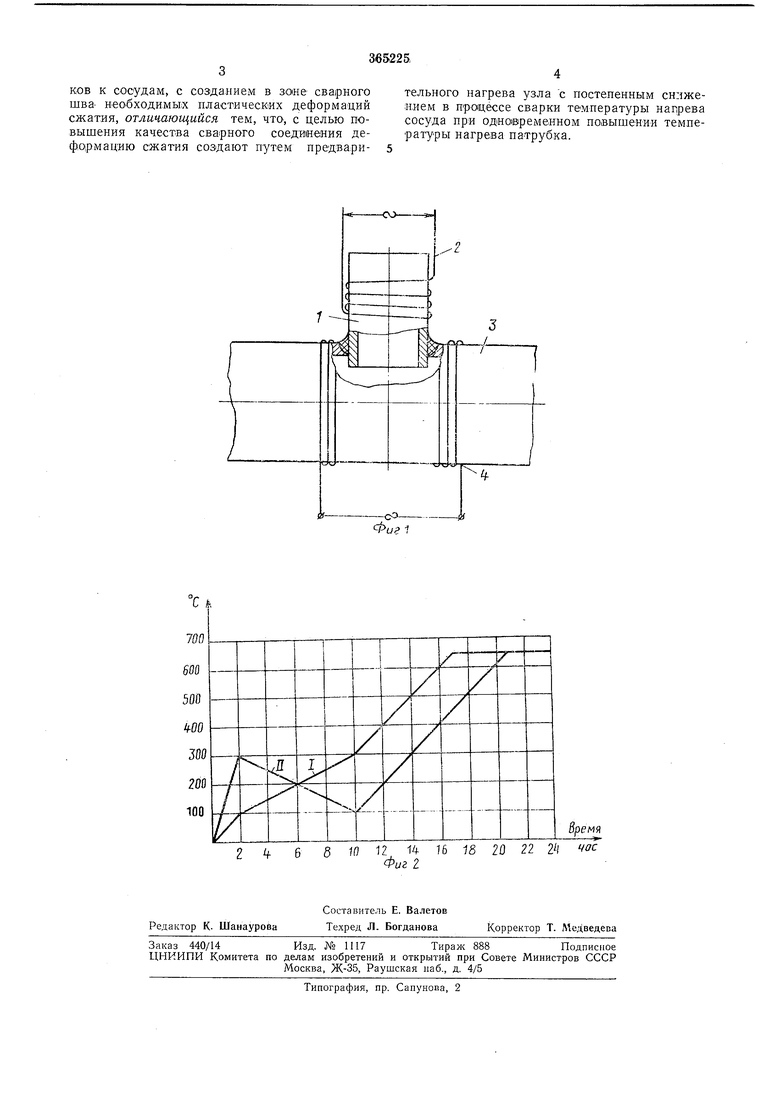
Известен способ сварки пла влелием, при котором в аОНе свариого соедниения создают необходимые пластические деформации сжатия, что предотвращает вероятность возникновения трещии, по1вышая тем самым эксплуатационную надежность сварных соедИ|нений. Для создания этих деформаций привариваемая деталь в процессе сварки прижимается роликом к основной. При сварке кольцевых швов, преимущественно при приварке патрубков к сосудам, изза необходимости при1кладывания большого усилия на ролик и сложности размещения его на свариваемом соединении способ применять трудно. Предложенный способ применим для приварки толстостенных патрубков в сосуды высокого давления с большой толщиной стенки, применяемые, в частности, в качестве барабанов для котлов высокого давления. Для этого пластическую деформацию сжатия создают путем предварительного нагрева узла с постепенным снижением в процессе свар.ки теметературы нагрева сосуда при одновременном повышении температуры нагрева патрубка. Это пшволяет создать необходимые пластические де;формации сжатия простым применимым в условиях монтажа способом с обеспечением высокого качества сварных соединений. Фиг. 1 иллюстрирует процесс ввар,К|и патрубка в сосуд из стали перлитного класса с дифференцированным подогревО|М; на фиг. 2 показана схема регулирования температуры налрева патрубка и температуры сосуда. Для подогрева патрубка 1 используют электронагреватель 2, а для подогрева зоны сосуда 3 - другой электронагреватель 4. Перед сваркой патрубсйс нагревают до температуры 100-120°С (линия 1 на фиг. 2), а сосуд в зоне отверстия - до температуры 250- (линия и на фиг. 2). В процессе сварки температуры патрубка постепенно повышают (путем регулирования режима электронагревателя), а температуру сосуда аналогичным путем снижают. При этом патрубок будет расширяться, а отверстие в сосуде сужаться, что в значительной мере компенсирует сварочную усадк.у в шве, снизит внутренние растягивающие напряжения в нем и предотвратит опасность возникновения трещин. Сразу после сварки проводят местную термообработку (отпуск при 650°) с помощью упомянутых электронагревателей или объемную термообработку в печи. Предмет изобретения Способ сварки плавлением, преимущественно кольцевых швов при приварке патрубков к сосудам, с созданием в зоне сварного шва необходимых пластических деформаций сжатия, отличающийся тем, что, с целью повышения качества cBaipHoro соединения дефО|рмацию сжатия создают путем предварительного нагрева узла с постепенным снижением в процессе сварки температуры налрева сосуда при одновременном повышении температуры нагрева патрубка.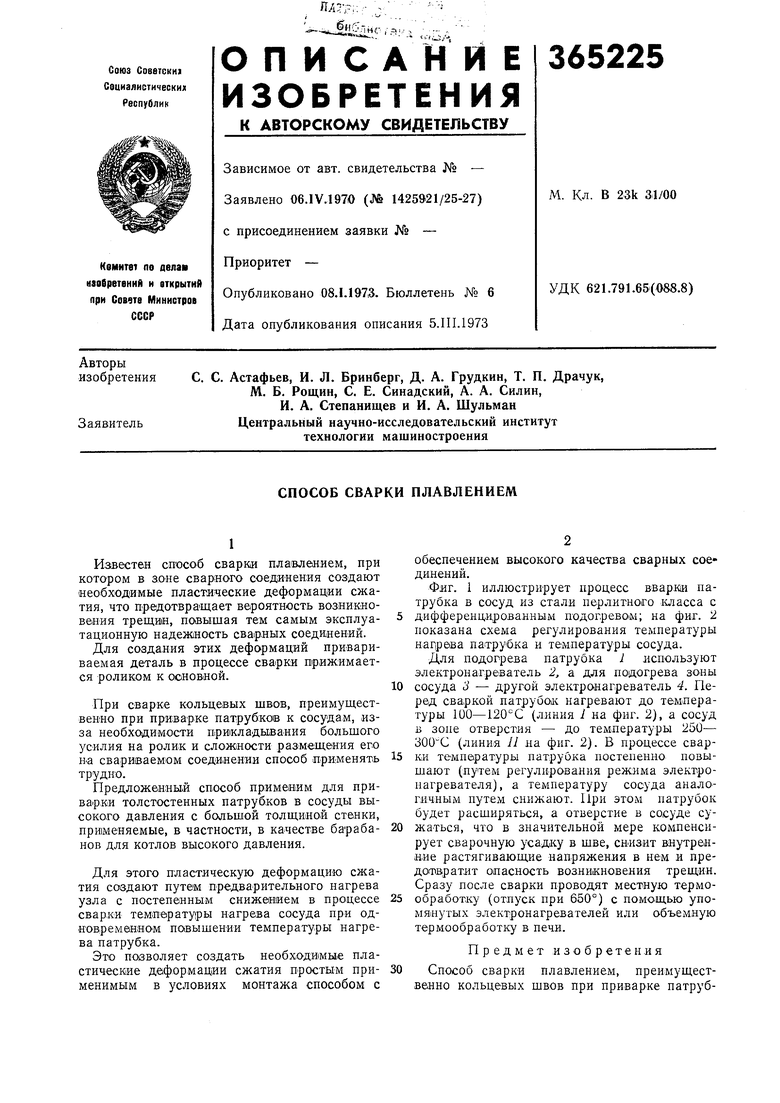
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ КОРПУСОВ СОСУДОВ ВЫСОКОГО ДАВЛЕНИЯ ИЗ ВЫСОКОПРОЧНЫХ ЛЕГИРОВАННЫХ СТАЛЕЙ | 2015 |
|
RU2605877C1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ МНОГОСЛОЙНЫХ ЗАГОТОВОК И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2195392C1 |
| Способ определения остаточных газов в сварных швах | 1983 |
|
SU1142778A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОСВАРНЫХ ПРЯМОШОВНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА | 2022 |
|
RU2791999C1 |
| СПОСОБ ВНЕПЕЧНОЙ ТЕРМООБРАБОТКИ КОЛЬЦЕВЫХ СВАРНЫХ ШВОВ ПОЛЫХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2270874C1 |
| СПОСОБ ОБРАЗОВАНИЯ СТЫКОВЫХ СВАРНЫХ ШВОВ НА ТРУБАХ | 2005 |
|
RU2285595C1 |
| СПОСОБ СНЯТИЯ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ В КОЛЬЦЕВЫХ СВАРНЫХ СОЕДИНЕНИЯХ МЕТАЛЛОВ ПРИ СВАРКЕ ПОД ФЛЮСОМ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2011 |
|
RU2477202C1 |
| Способ приварки ремонтной конструкции к трубопроводу | 2018 |
|
RU2674826C1 |
| СПОСОБ КОНТАКТНОЙ СВАРКИ | 2003 |
|
RU2269400C2 |
| Способ местной термической обработки сварных соединений | 2020 |
|
RU2745915C1 |
jjf-
