Известны хонинговальные ставки с компенсацией износа брусков и автоматическим контролем диаметра обрабатываемого отверстия посредством измерения положения штанги механизма расширения хона за счет использования регулируемой базовой плош,адкн, взаимодействующей с датчиком положения.
Однако в известных станках для компенсации износа брусков используют ручную подналадку.
В предлагаемом хонинговальном станке для автоматического контроля диаметра обрабатываемого отверстия и автоматической подналадки контрольного устройства, компенсирующей износ брусков, штанга механизма расширения хоиа снабжена рычагом, на котором размещены датчик и мерный унор, причем взаимодействующая с ннм базовая плон1,адка выполнена подпружиненной и перемещаемой при подналадке под действием жесткого унора на величину, обеспечивающую расширение брусков до заданного диаметра, и жестко закрепляемой при хониговании. Кроме того, для стабильной настройки прибора активного ко гтроля на заданный размер может быть установлено эталонное кольцо, связанное со станиной.
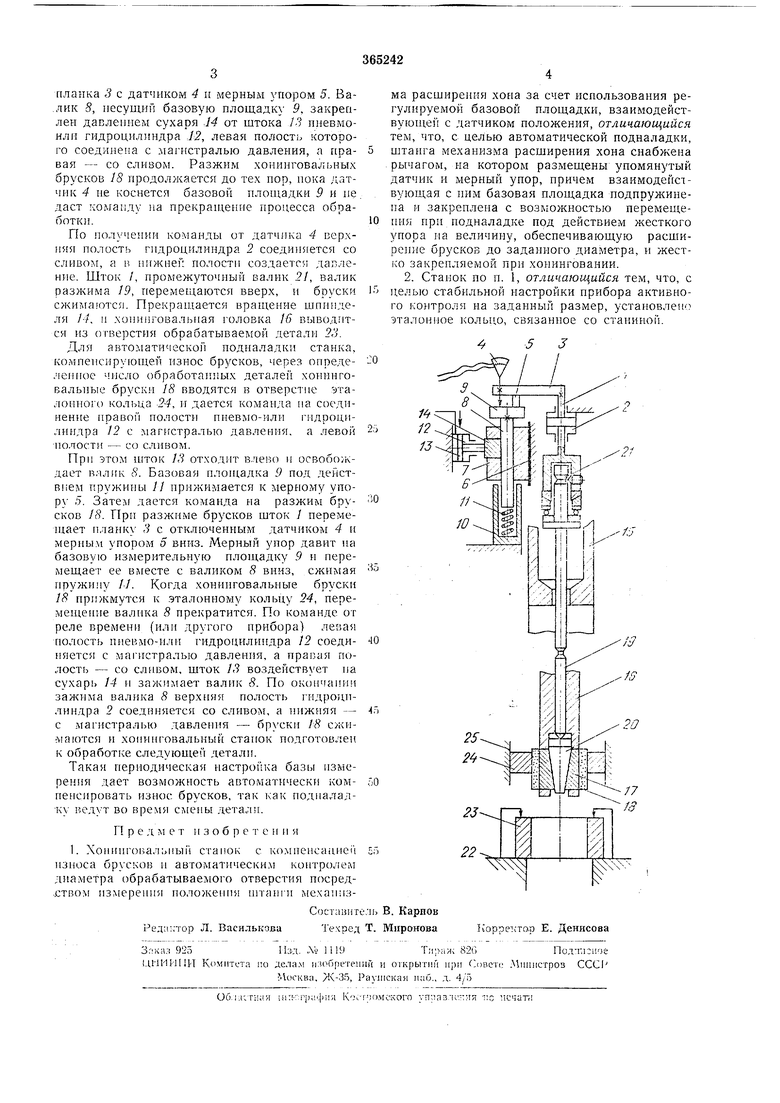
На чертеже представлен предлагаемый станок.
На ниоке 1 гидроцилиндра 1 разжима с номощью планки 3 закренлены датчик 4 и мерный упор 5. К корпусу шпиндельной бабки 6 прикреплена опора ,7, в KOTOpoii расположен валик S, с базовой измерительной площадкой 9. К корпусу шпиндельной бабки 6 л естко прикренлен стакан 10 с пружиной II, воздействующей на торец валика S, а также пневмонли гндроцилиндр 12, шток /) которого упирается в сухарь 14, установленный в опоре 7 и ьзаимодействующий с валиком S. К шиинделю 15, расноложенному в щниндельно бабке 6, жестко или щарнирно прикреплена хонингоБалы1ая головка М с колодками /7, алмазными брусками /5, валико.м разжима /9, упирающимся в разжимной конус 20. Внутри шпинделя 15 помещен промежуточный валик 2/, соединенный со штоком / гидроцилиндра 2 . На столе 22 закреплена обрабатываемая деталь 2, над которой соосно с обрабатываемым отверстнем установлено эталонное кольцо 24, связанное со станиной 25. Предлагаемый хонннговальный станок работает следуюни1м образом.
Во время хонингования бруски /S введены в отверстие детали 25. Вследствие съема металла и износа брусков шток / нод действием давления масла в верхней полости цилиндра 2 смещается вниз и перемещает промежуточный валик 21, валик разжима 19 хонинговальной головки /). Вместе со И1т()ком / перемещается
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ОСЕВОГО ХОНИНГОВАНИЯ | 1971 |
|
SU313646A1 |
| Устройство для разжима брусков хона | 1977 |
|
SU722741A2 |
| Устройство для хонингования | 1980 |
|
SU931417A1 |
| Хонинговальный станок | 1986 |
|
SU1404297A1 |
| УСТРОЙСТВО ДЛЯ ХОНИНГОВАНИЯ ОТВЕРСТИЙ | 1992 |
|
RU2008175C1 |
| Устройство для разжима брусков хона | 1972 |
|
SU469581A1 |
| Устройство для вибрационного хонингования | 1975 |
|
SU571365A1 |
| Устройство для разжима брусков хона | 1983 |
|
SU1106644A2 |
| СТАНОК ДЛЯ ОБРАБОТКИ ГЛУБОКИХ ОТВЕРСТИЙ | 1992 |
|
RU2036775C1 |
| Хонинговальная головка для предварительнойи ОКОНчАТЕльНОй ОбРАбОТКи | 1979 |
|
SU804398A1 |
