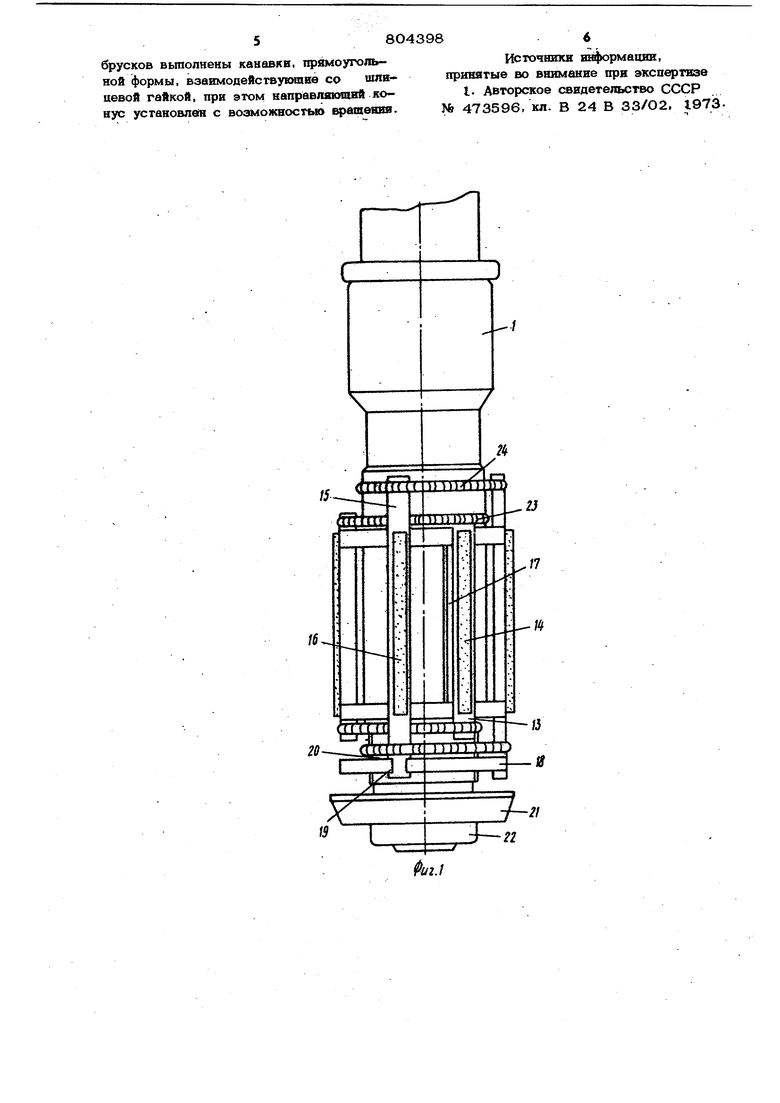
(54) ХОНИНГОВАЛЬН-АЯ ГОЛОВКА ДЛЯ ПРЕДВАРИТЕЛЬНОЙ И ОКОНЧАТЕЛЬНОЙ ОБРАБОТКИ 380 Поставленная цель достигается тем. ч головка снабжена установленной на направляххцем конусе шлииевой гайкой, на конпах колодок одного из комплектов усков вы полнены канавки прямоугольной формы, вэаимодей твуюшне со ишнцевой гайкой, при этом направляющий конус установлен с возможностью врашения. На фиг. t изображена хонинговальная головка, вид; на фиг.2-то же продольный разрез; на фиг. 3 - разрез А-А на фиг. 2. Корпус I хонинговальной головки соединен шарнирно посредством сферических полуколец 2. шариков 3 и гайки 4 с полой штангой 5, имеюшей в нижней части шариковый наконечник. Другой конец полой штанги 5 присоединен к шпинделю станха (не показано). Внутри полой штан ги 5 расположен шток 6 один из концов которого связан сферическим шарниром 7 с разжимным штоком 8. а другой соединен с поршнем гидроцилиндра разжима (не показано). Разжимной шток 8 имеет противополо но направленные конические поверхности 9 и Ю, которые взаимодействуют с уста новленными в глухих пазах корпуса 1 башмаками Ни 12. В продольных пазах корпуса размешены колодки 13 с абразивными брусками 14 для предваритеаь ной обрабопс и колодки 15 с абразивным брусками le для окончательной обработк Колодки 13 имеют выступ 17. который фиксирует осевое расположение колодок 1 относительно корпуса I. Колодки 15 установлены в продольных пазах корпуса I с возможностью перемещения в осевом направлении, имеют на концах канавки прямоугольного профиля и смонтированы в пазах шлицевой гайки 18. При этом, боковые станки 19 и 2О канавок фиксируют осевое расположение колодок 15 относительно шлицевойгайки 18. Шлицевая гайка 18 расположена на резь бе направляющего конуса 21, установленного на конце корпуса I с возможностью вращения. Гайка 22 фиксирует поло жение направляющего конуса 21- Кольце вые пружины 23 я 24 поджимают колодки 13 и 15 и башмаки 11 и 12 к коническим поверхностям разжимного штока 8. При осевом перемещении разжимного шт ка 8 от гидравлического цилиндра вниз кони ческие поверхности 9 воздействуют на башм ки 11 и разжимают комплект колодок 13с абразивными брусками 14 для предварительной обработки в радиальном направлении. При перемещении разжимного штока 8 вверх противоположно направленные конические поверхности 10 воздействуют на башмаки 12 и разжимают в радиальном направлении комплект колодок 15 с абразивными пусками 16 для окончательной обработки. В нейтральном положении гидроцшшндра оба комплекта абразивных брусков 14 и 16 под действием кольцевых пружин 23 и 24 сомкнуты и не производят обрабтку. При неравномерном износе концов абразивных брусков 14, из-оа наличия исходной конусности на обрабатываемых отверстиях, производится переналадка осевого расположения головки относительно детали до получения требуемой цилиндричностк отверстия после предварительного хонингования. Подналадка осевого расположения абразиных брусков 16 для окончательной обработки относительно обрабатываемой детали осуществляется их осевым смещением по продольным пазам корпуса головки I. Для этого освобождают гайку 22 и вращением направляющетчэ конуса 21 перемещают в осевом направлении шлкцевую ,гайку 18 и смонТ1фованкые на ней колодки 15 с абразивными брусками 16 на требуемую величину. После этого гайка 22 затягивается, фиксируя осевое расположение абразивных пусков 16 на корпусе I. Данная хонинговальная головка для предварительной и окончательной обработки повышает точность геометрической формы обрабатываемого отверстия путем обеспечения относительного осевого смещения комплектов колодок с брусками различных характеристик.. Формула изобретения Хонинговалъная головка для предварительной и окончательной обработки, содержащая два комплекта колодок с брусками различных характеристик, установленных в пазах корпуса, внутри которого размещен разжимной шток, а корпус снабжен направляющим конусом, о т л и ч а ющ а я с я тем, что, с целью повышения точности геометрической формы обрабатываемого путем обеспечения относитете ного осевого смещения комп лектов колодок с брусками различных характеристик, она снабжена установленной на направляющем конусе шлииевой гайкой, на концах колодок одного из комплектов:
58043986
брусков вьтолнены канавки, прямоуголь-№:точнгасн вкформации,
яой формы, взавмодействуюшие со шля- принятые во внимание при экспертизе иевой гайкой, при этом направляющий ко-I. Авторское свидетельство СССР
нус установлен с возможностью вращения.№ 473596, кл. В 24 В 33/02. 1973

| название | год | авторы | номер документа |
|---|---|---|---|
| Хонинговальная головка | 1986 |
|
SU1404299A1 |
| Хонинговальная головка | 1979 |
|
SU841933A1 |
| Хонинговальная головка для предварительного и окончательного хонингования | 1979 |
|
SU856769A1 |
| Хонинговальная головка | 1983 |
|
SU1189667A1 |
| Хонинговальная головка | 1988 |
|
SU1604577A1 |
| ХОНИНГОВАЛЬНАЯ ГОЛОВКА | 1996 |
|
RU2108902C1 |
| Хонинговальная головка для предварительного и окончательного хонингования | 1978 |
|
SU854693A1 |
| Хонинговальная головка для предварительного и окончательного хонингования | 1985 |
|
SU1291376A1 |
| Хонинговальная головка | 1985 |
|
SU1355463A1 |
| Хонинговальная головка | 1990 |
|
SU1729737A1 |

м -т
г
