Изобретение относится к чистовой обработке отверстий.
Известны станки для осевого хонингования поверхностей отверстий с радиальным разжимом хонинговальных брусков от силового цилиндра, встроенного в шток хона.
Предлагаемый станок отличается тем, что он снабжен устройством для периодического поворота хона на угол, равный или кратный угловому шагу шлиц с последующей его фиксацией. Это позволяет обрабатывать впадины шлицевых отверстий. Кроме того, устройство выполнено в виде неподвижно установленного вала с криволинейным пазом, взаимодействуюш,им через палец с втулкой, установленной в подвижной шпиндельной головке станка и кинематически связанной через храповой механизм с зубчатой парой, осуществляющей поворот хона.
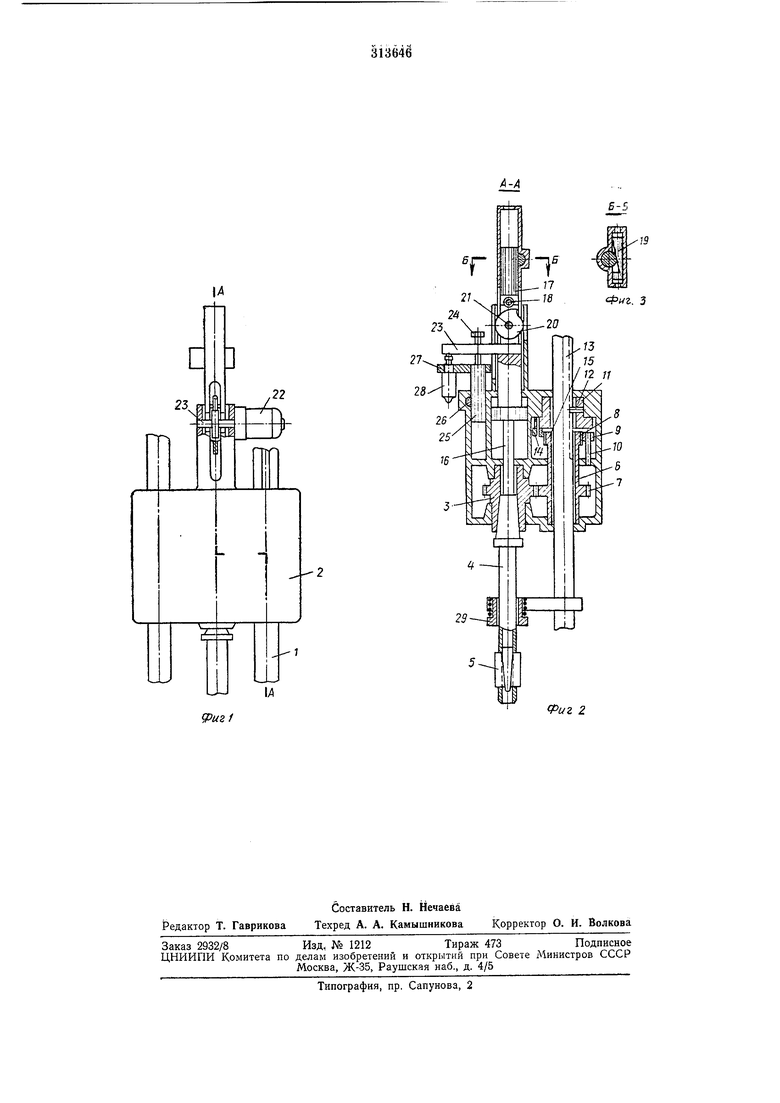
На фиг. 1 изображен предлагаемый станок, шпиндельная головка и направляющие, общий вид; на фиг. 2 - разрез по .4-А на фиг. 1; на фиг. 3 - разрез по Б-Б на фиг. 2.
Станок содержит станину, по направляющим / которой перемещается шпиндельная головка 2. В шпинделе 3 головки крепится хон 4 с брусками 5. Шпиндель связан с валом 6 через шестерню 7. На валу 6 укреплена звездочка 8, в зубья которой входит фиксатор 9, ось 10 которого укреплена в корпусе
головки,в которой также укреплена втулка//, палец 12 которой входит в криволинейный паз валика 13. Валик 13 заделан в станину. На втулке 11 имеются собачка 14, и упор, выполненный в виде паза /5 на храповом колесе. Через хон и шпиндель проходит шток 16 с поршнем гидроцилиндра разжима брусков. Верхняя полость штока служит корпусом цилиндра с поршнем /7, оканчивающимся роликом 18. Поршень 17 может фиксироваться в штоке при помощи клинового зажима 19. В шток вмонтирован кулачок 20, ось 21 которого закреплена в корпусе шпиндельной головки. Кулачок может вращаться от электродвигателя 22. Кроме того, на штоке имеется упор 23 с регулировочным винтом 24, который упирается в поршень 25 цилиндра активного контроля с клиновым зажимом 26. На кронштейне 27, связанным с поршнем 25, устанавливается датчик 28 активного контроля. На хон надевается контрольная самоустанавливающаяся подвижная втулка 29.
Перед началом работы на станке необходимо установить датчик контроля на обрабатываемый размер. Для этого на бруски надевается самоустанавливающаяся контрольная втулка 29. Шток цилиндра расширения брусков опускается вниз, и упор 23 через винт перемещает поршень 25 с укрепленным на нем щается от разжима брусков в контрольной втулке 29, и тогда происходит фиксация поршня 25 с датчиком относительно корпуса шпиндельной головки при помощи клинового зажима. Шток цилиндра расширения брусков возвращается в исходное положение, и между датчиком и упором 23 образуется зазор, определяющий величину радиального перемещения брусков до выхода на размер. На хон надевается обрабатываемая деталь, щток цилиндра расширения брусков перемещается вниз, и бруски, расширяясь, зажимают установленную деталь. Шпиндельная головка по направляющим опускается вниз и останавливается. Деталь захватывается зажимным устройством стола и получает вместе со столом возвратно-поступательное движение. Периодически от реле времени или реле счета импульсов стол останавливается, а шпиндельная головка с хоном уходит вверх. Момент выхода хона из обрабатываемого изделия совпадает с началом кривой на валике 13, втулка 11 с пальцем и собачкой поворачивается. Происходит поворот и фиксация хона на угол, равный и кратный числу пазов на обрабатываемой детали. При обработке расширение брусков или подача может производиться от перемещения штока цилиндра расширения брусков, когда на шток действует только давление в цилиндре (поршень 17 с роликом свободно перемещается в полости штока) и от перемещения штока расширения брусков по программе, когда поршень 17 с роликом зажат валом 6. Перемещение щтока будет зависеть 6т профиля и вида вращения кулачка от электродвигателя. При дальнейшей обработке шток цилиндра расширения брусков будет перемещаться вниз, и, когда упор 23 нажмет на датчик, последует команда на окончание цикла. С целью получения более точного размера в зависимости от типа брусков износ последних можно компенсировать как в конце, так и каждый раз при подъеме шпиндельной головки при повороте хона. Предмет изобретения 1.Станок для осевого хонингования поверхностей отверстий с радиальным разжимом хонинговальных брусков от силового цилиндра, встроенного в шток хона, отличающийся тем, что, с целью возможности обработки впадин шлицевых отверстий, станок снабжен устройством для периодического поворота хона на угол, равный или кратный угловому шагу щлиц, с последующей фиксацией. 2.Станок по п. 1, отличающийся тем, что устройство периодического поворота хона выполнено в виде неподвижно установленного вала с криволинейным пазом, взаимодействующим через палец с втулкой, установленной в подвижной шпиндельной головке станка и кинематически связанной через храповой механизм с зубчатой парой, осуществляющей поворот хона.
Риг1
Б-1
Фиг. 3
Фиг 2

| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для хонингования шлицевых отверстий | 1972 |
|
SU484974A1 |
| Хонинговальная головка для предварительного и окончательного хонингования | 1973 |
|
SU478711A1 |
| БИБЛИОТК;;-:;А | 1973 |
|
SU365242A1 |
| Хонинговальный станок | 1976 |
|
SU603571A1 |
| Шлицехонинговальный станок | 1981 |
|
SU1044455A1 |
| ХОНИНГОВАЛЬНЫЙ СТАНОК | 2009 |
|
RU2424102C2 |
| Хонинговальный станок | 1975 |
|
SU583914A1 |
| Хонинговальная головка | 1986 |
|
SU1421503A1 |
| Шлицехонинговальное устройство | 1980 |
|
SU933406A1 |
| Хонинговальная головка | 1984 |
|
SU1276481A1 |