1
Изобретение отиоснтся к технике обрезннивания вентилей пневмокамер и может использоваться в производстве для пневматических камер, изготавливаемых на шинных и ншноремонтных заводах.
Известна установка для обрезинивания BenTH.Tei пневмокамер, имеющая многоместный ротор с пресс-формамн, вращающийся на неподвижной оси и кинематически связанный с приводными роторами химической обработки, сушки, транспортировки веитилей и ротором охлаждеиия и шероховки пятки вентиля.
В известной установке при закладке венгилей в кассеты ориеитация их производится «ручную. Механизм подачи вентилей имеет ваииу для иаиесения на вентиль клея перед обрезиннваиием, из ирактики известио, что наиесеиие клея необходимо только при длительиом храиенни веитилей перед обрезининанием, и в то же время нанесенне клея отрицательно сказывается на герметичности золотниковой камеры, так как клей может нонадать внутрь канала вентиля.
Механизм нодачи и резки заготовок из ленты сырой резины не обеспечивает выдачу заготовки рациоиальиой коифигурацни (на основе опыта всех шинных заводов установлена раднональная форме заготовок в внде колец).
Установка не иредхсматрнваст коиструкцню вулкаиизациоиной формы, которая бы иредохраняла сквозной канал вентиля от заплыва резины во время формования и вулканизации резиновой иятки. Цель нзобрете)1ия - повышеиие производительности труда с помощью автоматизации процесса загрузки вентилей и ко.чьцеобразных заготовок и увеличение прочности сцеилеиия резинового фланца с пяткой
веити.чя и ликвидация заплыва каиа.та вентиля резиной с помощью одноместной блокформы, ПОДВИЖНЫ пуансон которой снабжс нодпружине ОЙ оправкой с конической запирающей головкой.
Поставле1 пая цель дост гаетс5 за счет того, что С абже} а раС ОЛОже Н1.1ми перед роторами химической обработки устройстваА и ори.онтацн, aвтo aтl чecкoй загрузкн вентилей юштучной загрузк резиновых заготовок в блок-формы, подвижные
СНабЖе 1Ы ОДПру ч1 1СНнымн оиравкам с ,е1 головкой.
Целесообразно, чтобы устро11ство ор ентаиии и автоматнческой загрузк б)ло В з1полиено в внде беско еч ой тра сиортерной ленты, захваты каплеобразной формы с иродоль)М1 иазами для подачи веитиле в накопител, а головки ВЫПОЛ е Ы КОННЧеСКИГ1 И.
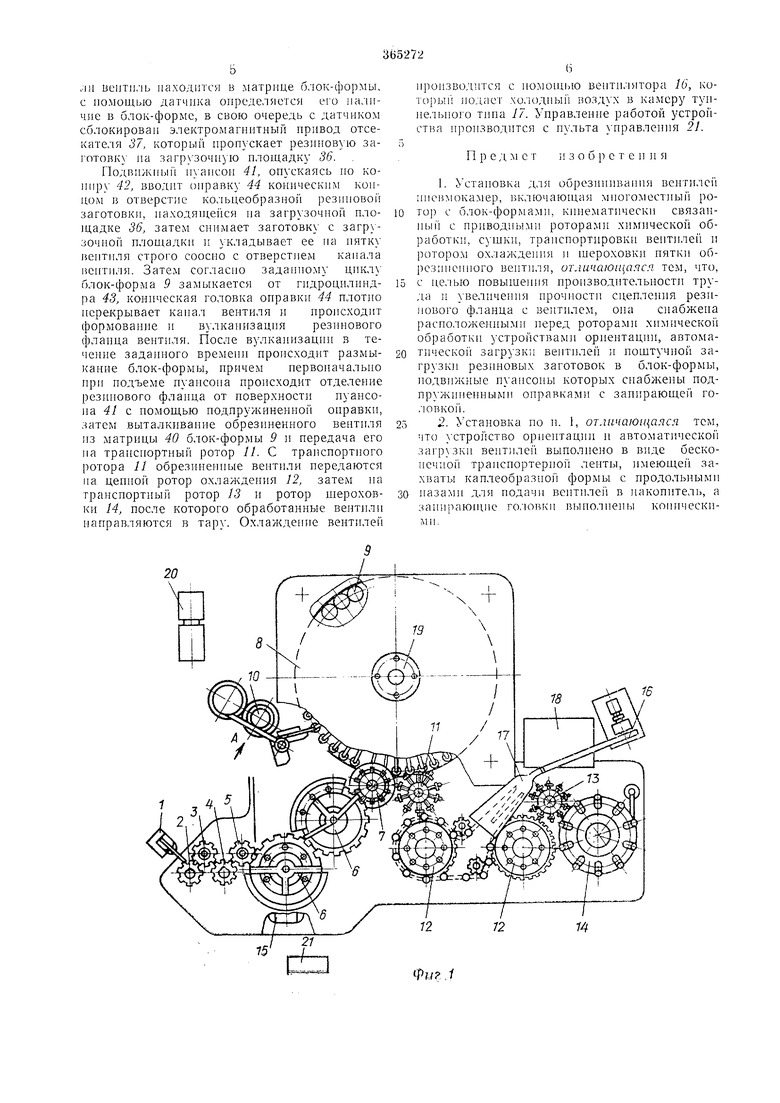
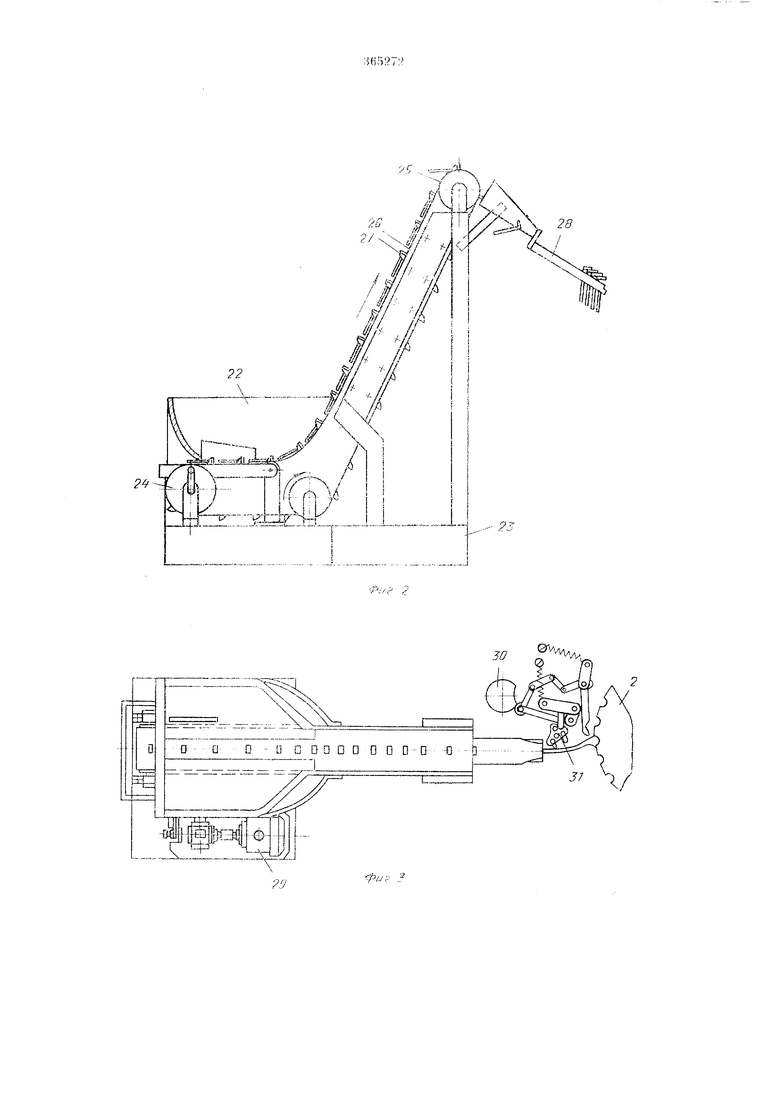
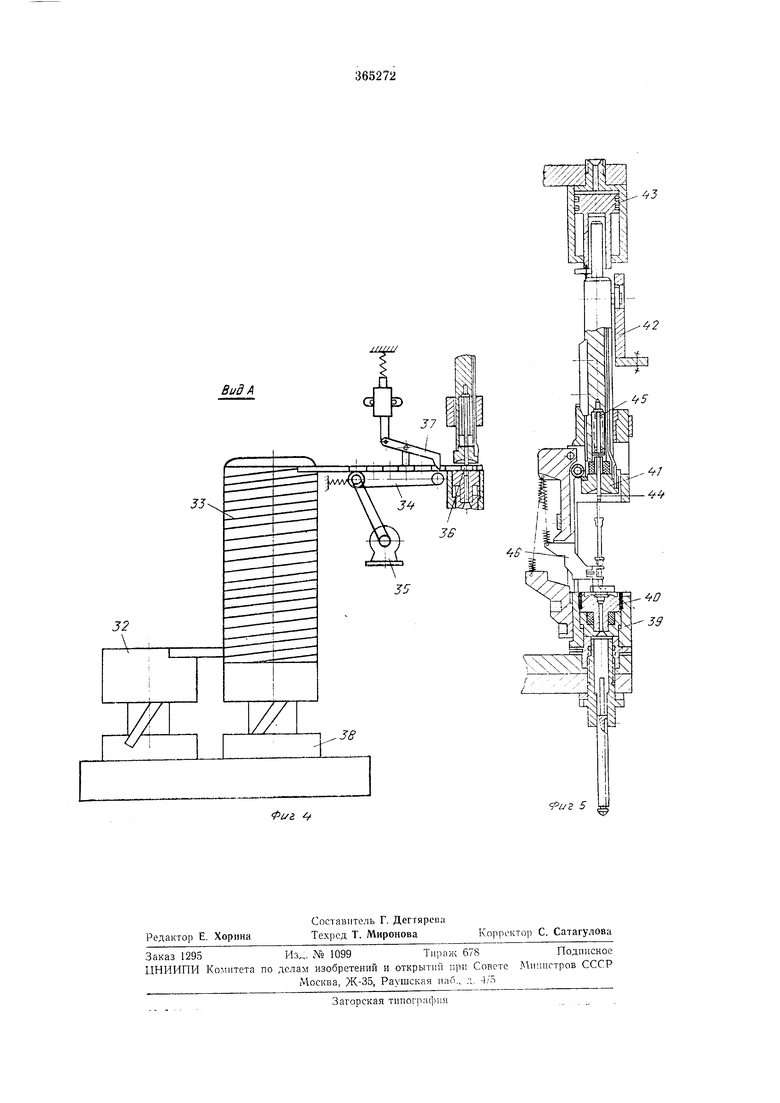
На фиг. 1 показана нредлагаемая устаjiOBKa, вид в плане; на фи. 2 -- устройство для ориентации и загрузки вентилей, вид 1боку; lia фнг. 3 -- то же устройство, иид j; нляие; i/a фиг. 4 - - развернутый sajpvаочного устройства дли )вв1х заютовок но стрелке А с частичным разрезом гх; блокформе на фиг. 1; на фиг. 5-разрез но б.:очформе ротора вулканизации. Установка для обрезиииваиия вентилей состоит из устройства для ориентация li загрузки вентилей (фиг. 1), poTojiois: обезжи)н|,ания 2, иромыпки 3, травления 4. HpoMiiiiiкн i), двух роторов сушкн 6, 1ранснорт11()г() ротора 7, многоместного ротора зулка1Н1зании 8 с блок-формами .9, устройства д.тя за|рузкн резиновых заготовок 10, траиспортиого ротора и, цепного ротора охлаждения 12, транснортного ротора 13 и ротора шероховки 14. Все роторв смонтированы иа сварной сборной станине, кннематически связаиы между собой и имеют e/uH-iBH-i нриво.т /.). Вентилятор 16 нодает холодный воздух к ь:;1меру туннельного тнна 17. Гидростанция /6 обеснечнвает рабочее д.авленне в цилиндрах блок-форм с номощвю плоского гндрораснределителя 19, установленного наверху ротора вулканнзаци:. Кислотно-щелочная установка 20 обеснечивает нодачу химических сред к роторам х;1Л1ической обработки вентилей. Уирав.иение yeiaновкой нроизводнтся с иульта унрав.лення 2L Уетройство для ориентации и загрузкн вентилей (фиг. 2 и 3) состоит из бу кера 22, установленного на раме 23, нр;1воднОГО 24 и сб)асывающего 25 барабанов, тра1и;лК)ртерной ленты 26, на которой установ.челы захваты 27 каплеобразной фордмы с иродол-ными иазами, нодаюгцие веитнль в магаз1Н1-накоиитель 28. Устройство для загрузкн вег.тилей имеет нрнвод от электродви ателя 29. а коштучная загрузка веитилей в ротор обез.кнривания 2 нронзводится с номощвю рв1ча кно-кулачкового механизма 30 с отсекатслем 31 (фиг. 3). дом от электро,а.вигателя 35, загрузочно; илс1щадки 36 н отсекателя 37, которв1Й сблокирован е датчиком наличия вентиля в матр.це блок-формы (на рисунке не изображен). Приемный бункер 32 н нодъемиик-иаконитель 33 установлены иа обще раме ч ::м;:чот и днвндуальные виброириводы 38. Блок-форма 9 (фиг. 5) состоит из корнуса 39, в котором установлена матрнца 4U у. нодвнжный цуансои 41, нмеюнип; привод как ог конира 42, так и от ги;1роцилиндра 43. И пуансоне установлена онравка с коническо занираюгцей головкой 44, оторая нодпружн)и;иа с номощью тарельчатых иружии /.:). Загрузка ве)ггиля в ,1атрии н1))Д Г1ся :.иxaiiiHiecKoii рукой 46. 11ре.длагаемое устройство работает след Ю1ЦНМ образом. Перед началом работы производится иро|)ев блок-форм ротора вулканизации н носле того как темиератур;; i. матрице и иие блок-формь: достигнет заданных преде.iOb, включается главный нривод устройства, а также ириводы всех исполнительных механн.змов. 1атунные вентили навалом засыиа;отся в бункер 22 ycTpoiicTBa / для ориента:u:ii .4 загрузки веитнлей (. 1 и 2). Прн фащенни бесконечной трансиор1ериой ле1; ты 2( захваты 27 каплеобразной формы ; ()Л1зНыми иазами заценляют зентнли за нятку и траиснортируют нх вверх к сбрасывающему барабану 25, с которою зентнли нодаются иа орнентир)Ющий лоток магазнна-након;1теля 28. Пр1-1вод трансиортнруюнде. ленты осуществляется от улектродвигате, 29. Из магазина-накоиите;1я 28 иентн: ;) ногитучио загружаются в ротор обезжиривания 2 с номощью рычажио- ; лачкового механизма 30 н отсекателя 31 (фиг. 3). Ыа рогоре обезжиривания 2 ироизвод11тся удаление жировых иятен с иоверхиости вентиля с номощью .елочного раствора, юдаваемоги из кислотно-щелочной установки 20, затем вентили постуиают иа ротор нромывки 3, на |-;отором нроисходнт нромывка новерхностн вентиля холодной и горячей водой. С ротора нромывки 3 веитгг.чн передаются на рото) травления -/, на которол пронзводнтся уда;ение OKJ.CHUJ иленкн с нолющью кислотви кислотио-нгелочной установдм1Т1:/11; иoдвeplaкJтcя новто)а юторе HpoMijiBKii 5. С ро J зс:-гги.1и нодак)1ся на ротохогоры.х нроисхо;и1т удаление прокалнвание вентиля неред . ка1Л:заиию с 110.мон1ью тер: cj)Uii;iOK, ус:;-иов/1(чн1ых H(i н нерсдаются на : )а;1слор1М1ы1; poiop /. ;чоторвн; нодает венЛ1лп JJ блок-фо)мы 9 MiioroMccTHOJo ротора . м ан1:зацни 8. Устаиов {а венти,1я is матри:i iO блок-фоомы нр01;ззод ггся с HOMOHI,I)IO ;.;схаьгческо р .ки 46 н нодв 1Ж1;ого иуансоI.;; 4L 1;оторын CBOCII онравкой с кон}1ческо11 ro.ioBKiji 44 наж;1мает на пятку вентиля н иеременщег его вниз в отверстие матрицы. При да.;1ь;1сйшел1 зращеиии ротора вулканизации осхществ.тяется :-;агрузка )ол1л 1еобразно1| р(- iiiioB(.ni за1отовкн в блок-фор.му, 11арезаи1Лз1е кольцеобразные за отовки ;iaза.юл засылаются к нрнемный б Ч1кер i(i)ii;. -г) е вибронриводом 38, в котором готовки ориеи нруютс ; к ряд н ностунают v, и(1Дьемл;1К-г;;1Конн ел1) :i3. подает заготов1 н ла горизонтальны1 ленточный ipaHCHOpTep , 1Ь ею1Ц1Н) нривод от .электродвнгате.ля 35. Транснортср 34 нодает заготов1-;: ;-; отсекателю 37, которыГ -,дер/кивает заго ( в исходном но. li то.м с.1учае, Ii.iii li б.-|ок-(1)(плк огсл ( lieiiTri.,. лсb
ли вентиль находится в .матрице блок-формы, с помощью датчика определяется его iia;inчие в блок-форме, в свою очередь с датчиком сблокироваи электроматннтный привод отсекателя 37, который проп}скает резпповую заготовку на загрузочную площадку 36.
Подвижныil пуансоп 41, опускаясь но копиру 42, вводит оправку 44 коническим коицом в отверстие кольцеобразно резщювои заготовки, паходящ, па загрузочноГ площадке 36, затем спимает заготовку с загрузочной площадки 1 укладывает ее па пятку вептнля строго сооспо с отверстнем канала иептиля. Затем согласио зада1пшму блок-форма 9 замыкается от гидроцилиндра 43, коипческая годовка оправки 44 плотно перекрывает капал вептпля п происходит формованне п вулкапизацня резппового фланца вептиля. После вулкапизацни в течеппе заданного временп происходит размыкание блок-формы, причем первоначальпо при подъеме пуапсона происходит отделеппе резппового флапца от поверхностп пуансона 41 с помощью подпружинеппой оправки, затем выталкиваппе обрезпненного вентиля из матрицы 40 блок-формы 9 п передача его на транспортный ротор 11. С транспортного ротора 11 обрезиненпые вептнли передаются на цеппой ротор охлаждения 12, затем на транспортный ротор 13 п ротор щероховки 14, после которого обработанные вептплп паправляются в тар}. Охлаждение вентплей /
нронзводнтся с номопд| ю вентплятора 16, которыГ: подает хо.юдпый воздух в камеру туп 1ельного тппа 17. Управление работой устройства нропзводптся с пульта управления 21.
П р е д м е т и з о б р е т е н и я
1. Установка для обрезиинванпя вент1 лей ипевмокамер, включающая многоместный ротор с блок-форма.ми, кннематнческп связанный с нриводнымн роторами .химической обработки, сущки, траиснортировкн вептплей н ротором охлажде1П1я н щероховки няткн обрезниенного вентиля, отличаюиитяся те.м, что,
с повыщепия производптельностп труда п увелнчепия прочности сцепления резпиового фланца с вентилем, она снабжена располо/кенны.ми перед роторами химическое обработк устройствал орпентацпп, автоматнческо загрузки вептплей и пощтучной загрузкн резнновых заготовок в блок-формы, юдвнжные нуансоны которых снабжены подпружниеннымн оправками с запираюп еГ го.10 в ко и.
2. Установка но н. 1, отличаюпщяся тем, что устройство орпентацип п автомат 1ческой загрузки вентилей выполнено в виде бескопечио11 трапспортерпо ленты, меюще захваты каплеобразной формы с продольным
аза: для подач в , а
заНИраЮ,Не ГОЛОВК ВЬТПОЛ е П1 КО1 ПЧеСК 1М.
Фи .1 2/
J
1
ззаЬеЫ& X -ЗЗ .-: / f-f4
i I : /
..
/ e// /, / / / л
Ж / f/
//
..,UJ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления автономным асинхронным генератором | 1976 |
|
SU610277A1 |
| Роторно-конвейерная машина | 1985 |
|
SU1286428A1 |
| АВТОМАТИЧЕСКОЕ УСТРОЙСТВО ДЛЯ ФОРМОВАИИЯ ПУКЛЕЙ В МЕТАЛЛИЧЕСКИХ ТРУБКАХ | 1968 |
|
SU209591A1 |
| Устройство для свертки изделий из ленточного материала | 1985 |
|
SU1315344A1 |
| Роторно-конвейерный автомат | 1979 |
|
SU856747A1 |
| Устройство для нанесения покрытий люминесцентных ламп | 1990 |
|
SU1780118A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ КОРПУСОВ ЖИДКОКРИСТАЛЛИЧЕСКИХ ИНДИКАТОРОВ | 1992 |
|
RU2054838C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА ПОЛЫХ ЦИЛИНДРОВ, УСТРОЙСТВО ДЛЯ ИХ КРЕПЛЕНИЯ В ОБРАБАТЫВАЮЩЕМ СТАНКЕ И ЛИНИЯ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА. | 1993 |
|
RU2049648C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ ПОЛИМЕРНОГО УЛЬТРАДИСПЕРСНОГО ПОРИСТОГО МАТЕРИАЛА | 2013 |
|
RU2528842C1 |
| Способ камерной обработки свободным абразивом | 1990 |
|
SU1805012A1 |
X 0 - a D Li с D a D D 0 D D-D -0 ---b ,
Фиг 4
и 5 Ц
